
Fターム[4E028LA08]の内容
他に分類されない板、線、管の製造と清浄 (990) | 管の仕上げ (128) | その他のもの (49)
Fターム[4E028LA08]に分類される特許
1 - 20 / 49
電縫管、電縫管の製造方法及びローレット加工治具
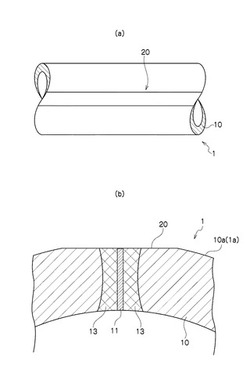
【課題】最終製品としての電縫管を用いるうえで、電縫溶接部のある部位を容易に識別することを可能とする電縫管を提供すること。
【解決手段】連続的に走行する金属帯2を筒状に成形し、金属帯2の板幅方向両端部を電縫溶接する電縫管1の製造方法において、電縫管1の電縫溶接部11において電縫管1の外周面10aから突出するビード12を切削するビード切削工程と、電縫管1の外周面10aの電縫溶接部11に対応する部位に金属帯走行方向Pに間隔を空けて複数のノッチ20を刻印する刻印工程とを有することを特徴とする。
(もっと読む)
溶接鋼管の製造方法及び溶接鋼管

【課題】優れた耐座屈性を有する溶接鋼管の製造方法を提供する。
【解決手段】本実施の形態による溶接鋼管の製造方法は、溶接素管を準備する工程と、記拡管ヘッドを用いて、式(1)で定義されるうねり波長比Dが0.8以下又は1.8以上となるように、溶接素管の全長を拡管して溶接鋼管にする工程とを備える。
D=p/λ (1)
ここで、pは溶接鋼管の軸方向のうねり波長であり、λは以下の式(2)で定義されるティモシェンコの座屈波長である。
λ=3.44×(r×t)1/2 (2)
ここで、rは溶接鋼管の内半径であり、tは溶接鋼管の肉厚である。
(もっと読む)
高圧縮強度鋼管及びその製造方法
【課題】鋼板の化学成分と金属組織を最適化することでバウシンガー効果による降伏応力低下を抑制し、圧縮強度が高くかつ溶接HAZ靱性に優れたAPI−X80グレード以上の鋼管を提供することを目的とする。
【解決手段】質量%で、C、Si、Mn、P、S、Al、Nb:0.003〜0.070%、Ti:0.005〜0.035%、Mo:0.01〜0.5%を含有し、C(%)−0.065Nb(%)−0.025Mo(%)が0.025〜0.060で、C(%)+0.67Nb(%)が0.10以下であり,Pcm値が0.20以下である鋼管であり、金属組織がベイナイトの面積分率の合計が95%以上で、ベイナイト中にNbを含有する微細析出物が分散析出しており、島状マルテンサイトの面積分率が3%以下であることを特徴とする、引張強度630MPa以上の高圧縮強度耐サワーラインパイプ用鋼管。
(もっと読む)
高圧縮強度鋼管及びその製造方法
【課題】鋼板の化学成分と金属組織を最適化することで鋼管成形での特殊な成形条件や、造管後の熱処理を必要とせず、鋼板の金属組織を最適化することで、圧縮強度の高い厚肉のラインパイプ用鋼管を提供することを目的とする。
【解決手段】質量%で、C、Si、Mn、P、S、Al、Nb:0.015〜0.07%、Ti:0.005〜0.035%を含有し、C(%)−0.065Nb(%)が0.025〜0.060、C(%)+0.67Nb(%)が0.10以下であり、鋼管の内面表層部及び管厚中心部のビッカース硬度をそれぞれHVs及びHVmとしたときに、HVs−HVmが30以上であり、Pcm値が0.20以下である鋼管であり、金属組織は、ベイナイトの面積分率が80%以上で、ベイニティックフェライトの面積分率が20%未満であることを特徴とする高圧縮強度鋼管。
(もっと読む)
継目無鋼管の製造方法およびその製造ライン
【課題】最終製品として端部にネジが形成され表面に製品情報がマーキングされた製品管を製造する場合に、マーキングに支障が生じることなく、製品管の外観品質を向上できる継目無鋼管の製造方法を提供する。
【解決手段】熱間加工を経て得られた鋼管の端部にネジ切りを施すネジ切り工程、およびネジ切りが施された製品管の表面に製品情報のマーキングを施すマーキング工程を含む継目無鋼管の製造方法であって、マーキング工程の前段に、両端部に保護キャップが嵌め込まれた前記製品管の外面を洗浄する洗浄工程を含む。
(もっと読む)
鋼管の製造方法
【課題】3点曲げプレスの回数を減少して鋼管の製造に要する時間を短縮するとともに、形状の矯正を冷間で行なうことによって特性の劣化を防止し、かつ寸法精度に優れた鋼管を製造する方法を提供する。
【解決手段】端曲げを付与した鋼板を幅方向に複数回の3点曲げプレスを行なうことによって成形した後、鋼板の突合せ部を溶接した鋼管1の内部に複数個の拡管工具2を挿入して、拡管工具2を3点曲げプレスによる変形が生じていない全ての未変形部9に当接させて鋼管1を拡管する。
(もっと読む)
圧潰強度に優れた高靱性UOE鋼管及びその製造方法
【課題】本発明は、鋼板を特定の製造プロセスによって製造した鋼管素材を用いて、造管およびコーティング条件の余度を低下させることなく、高い生産性で製造でき、優れた靱性を有する圧潰強度に優れた溶接鋼管およびその製造方法を提供することを目的とする。
【解決手段】 質量%で、特定量のC、Si、Mn、Al、Nb、及びTi: 0.005〜0.040%、N: 0.0010〜0.0100%、を含有し、さらに、Cu、Ni、Cr、Mo、Vの中から選ばれる1種以上を特定量含有し、残部がFe及び不可避的不純物からなり、金属組織のフェライト相とベイナイト相の合計が体積分率で80%以上であり、フェライトの平均結晶粒径が20μm以下、フェライトとベイナイトのビッカース硬さの差が40〜140である鋼板を素材とするUOE鋼管であって、鋼管の周方向の降伏伸びが0.5%以上であることを特徴とする圧潰強度に優れた高靱性UOE鋼管。
(もっと読む)
拡管加工性に優れたフェライト系ステンレス鋼溶接管およびその製造方法
【課題】 素管の2倍以上の拡管加工での溶接部あるいは溶接部近傍に発生する拡管加工割れの無い、拡管加工性に優れるフェライト系ステンレス鋼溶接管を提供するものである。
【解決手段】 Ti,Nbの1種または2種を、質量%で各々0.1〜0.5%含有するフェライト単相のフェライト系ステンレス鋼溶接管において、溶接部のビッカース硬さHVWと母材部のビッカース硬さHVMとの硬度差ΔHV(=HVW−HVM)が10〜40の範囲で、溶接部のビード厚さTWと母材部の肉厚TMとの比RT(=TW/TM)が1.05〜1.3である。また、成形、溶接後に周長で0.5〜2.0%の矯正をする。さらに、成形、溶接、矯正後に700〜850℃で焼鈍する。
(もっと読む)
液相拡散接合管継手及びその製造方法
【課題】金属管や金属部材の金属継手と一端若しくは両端の外面をテーパー加工した継手管又は厚肉金属管とを、液相拡散接合によって接合する液相拡散接合管継手の接合強度を改善する。
【解決手段】金属管同士、又は金属管と継手管を液相拡散接合してなる、液相拡散接合管継手、及び、その製造方法に関するものであって、前記液相拡散接合管継手は、金属管の端部に、管軸方向の押圧により、該金属管の内径を拡径しつつ圧入されて、該端部と緊密に係合する先細り傾斜部と、該先細り傾斜部に続き、金属管の端面を液相拡散接合で接合する接合面部を備える金属継手、及び、端部が、拡径された状態で、上記先細り傾斜部に緊密に係合し、かつ、端面が、上記接合面部に液相拡散接合で接合されている金属管からなることを特徴とする。
(もっと読む)
変形特性に優れる電縫鋼管およびその製造方法
【課題】リールバージ向けパイプライン用として好適な、変形特性に優れた電縫鋼管の製造方法を提供する。
【解決手段】帯鋼を、略円筒状のオープン管とする成形工程と、オープン管を電縫溶接して電縫管とする溶接工程と、電縫管にサイジング処理を施すサイジング工程とを、合計で少なくとも2%の管軸方向の引張歪を付与する工程とし、サイジング工程終了後に、さらに管軸方向の圧縮歪を好ましくは0.1%以上付与する圧縮工程とを順次施す。なお、使用する帯鋼を、C:0.02〜0.2%、Si:0.01〜0.7%、Mn:0.6〜2.3%、P:0.025%以下、S:0.005%以下、Al:0.005〜0.1%を含み、炭素当量Ceqが0.44%未満となる組成の帯鋼とすることにより、X60級以上の高強度(降伏強さ:415MPa以上)、vE−60が200J以上、溶接部靭性にも優れ、管長手方向の降伏比が85%以下となる。
(もっと読む)
UOE鋼管の拡管時湾曲防止方法
【課題】UOE鋼管の拡管時に横曲がりが発生することを、より効果的に防止する。
【解決手段】先端に拡管ヘッド4を有するブーム3をUOE鋼管1の一端から挿入し、拡管ヘッド4を軸直方向に拡径させてUOE鋼管1の拡管を行う際に、UOE鋼管1の軸線が拡管ヘッド4から一端側にかけて所定方向に湾曲することを防止するために、UOE鋼管1における拡管ヘッド4よりも一端側で且つ前記所定方向とは反対側の内周面1aと、この内周面1aに対向するブーム3の外周面3aとの間に、双方の相対距離を維持するためのインサイドブロック11を介挿すると共に、UOE鋼管1におけるインサイドブロック11よりも一端側で且つ前記所定方向とは反対側の外周面1bを、アウトサイドローラ12によって支持する。
(もっと読む)
高圧縮強度耐サワーラインパイプ用溶接鋼管及びその製造方法
【課題】鋼管成形での特殊な成形条件や、造管後の熱処理を必要とせず、鋼板の金属組織を最適化することで、圧縮強度の高い厚肉の耐サワーラインパイプ用溶接鋼管を提供する。
【解決手段】質量%で、C:0.02〜0.06%、Si:0.01〜0.5%、Mn:0.8〜1.6%、P:0.012%以下、S:0.0015%以下、Al:0.01〜0.08%、Nb:0.005〜0.050%、Ti:0.005〜0.025%、Ca:0.0005〜0.0035%、N:0.0020〜0.0060%、を含有し、C(%)−0.065Nb(%)が0.025以上であり、CP値が0.95以下,Ceq値が0.28以上であり、残部がFe及び不可避的不純物からなる鋼管であり、金属組織がベイナイト分率:80%以上、島状マルテンサイトの分率:2%以下、ベイナイトの平均粒径:5μm以下である高圧縮強度耐サワーラインパイプ用溶接鋼管。
(もっと読む)
高圧縮強度高靭性ラインパイプ用溶接鋼管及びその製造方法
【課題】鋼板の金属組織を最適化することで、バウシンガー効果による降伏応力低下を抑制し、母材および溶接熱影響部の靱性にも優れた、厚肉のラインパイプ用溶接鋼管を提供することを目的とする。
【解決手段】質量%で、C:0.03〜0.08%、Si:0.10%以下、Mn:1.00〜2.00%、P:0.010%以下、S:0.0030%以下、Al:0.06%以下、Nb:0.005〜0.020%、Ti:0.005〜0.025%、N:0.0010〜0.0060%を含有し、Ti(%)/N(%)が2〜4であり、Ceq値が0.30以上であり、残部がFe及び不可避的不純物からなる鋼管であり、母材の金属組織のベイナイト、島状マルテンサイト(MA)、セメンタイトの分率等と溶接熱影響部の金属組織を特定したことを特徴とする、高圧縮強度高靱性ラインパイプ用溶接鋼管およびその製造方法。
(もっと読む)
スパイラル造管時の連続走行切断方法及び連続走行切断装置
【課題】ステンレス鋼帯等を素材とした小径薄肉管をスパイラル造管法により製造する際、切断砥石やプレスカットによっても精度良く連続走行切断可能な方法を提供する。
【解決手段】連続的にらせん状に巻かれた鋼帯の互いに接する端部が溶接接合されて造管されたスパイラル鋼管を、走行中に所定の長さに連続的に切断する連続走行切断方法であって、切断箇所近傍で被切断スパイラル鋼管を、先端に回転自在型コロを配した押圧具による少なくとも三方からの押圧により回転自在に拘束しつつ、当該被切断スパイラル鋼管に切断工具を押し当てる。
押圧具による拘束は、切断箇所の前後二箇所で行うことが好ましい。
(もっと読む)
加工性に優れた鍛接管
【課題】フレア加工のような強加工を行なっても、接合部から割れることのない鍛接管を提供する。
【解決手段】鍛接管接合部の渦流探傷で検出した渦電流を、肉厚を貫通した直径3.2mmのドリル孔を標準欠陥として検出した渦電流に対する百分率で表した渦電流の大きさA(%)が、管肉厚に対する接合部の肉厚方向長さの比(R1)を用いた下記式で表される限界値A1以下になる加工性に優れた鍛接管。A≦A1=12.5・R1+7.5‥‥<1>
(もっと読む)
ネジ付き配管用鋼管
【課題】配管用鋼管どうしをソケットなしに直接接続することが可能なネジ付き配管用鋼管を安価に提供する。
【解決手段】素材鋼管の一端部を加熱状態で管長手方向に圧縮して、この一端部を外径が素材鋼管外径より大で板厚が素材鋼管板厚より厚くなるように拡径・増肉(拡径・増肉部5)し、この鋼管の他端部の外面に雄ネジ3を形成し、前記拡径・増肉部5の内面に、前記他端部の雄ネジ3が螺合するサイズの雌ネジ2を形成してなる。別部品のソケットを用いずに配管用鋼管1どうしを直接接続することができるので、管接続の作業性が向上し、部品点数が削減され、取り扱いが簡便になり、コストも安くなる。
(もっと読む)
鋼管の連続熱処理方法
【課題】鋼管の連続熱処理方法に関するものであり、特に油井管として用いられる拡管用の電縫鋼管のフルボディ熱処理に好適な、鋼管の連続熱処理方法を提供する。
【解決手段】鋼管の端部どうしを連結した状態で鋼管を熱処理設備に連続的に送り込み、鋼管の全体に対して冷却水による急冷を伴う熱処理を行う。鋼管の一方の端部を拡径し、その内周面にメネジを切って他の鋼管とネジ結合して連結することができる。また、鋼管の端部どうしを連結部材を介して連結することもできる。
(もっと読む)
高圧水素輸送用オーステナイト系ステンレス鋼溶接管およびその製造方法
【目的】耐水素脆化性および常温での耐塩害腐食性に優れ,大幅な厚肉大径化に頼ることなく,例えば40MPa程度の高圧水素の輸送に好適なオーステナイト系ステンレス鋼溶接管を提供する。
【構成】質量%で,C:0.15%以下,Si:4.0%以下,Mn:3.0%以下,P:0.10%以下,S:0.03%以下,Ni:6〜20%,Cr:14〜28%,N:0.25%以下を含有し,残部がFeおよび不可避的不純物からなり,(1)式で示されるM値が−100以下,(2)式で示されるD値が6〜10に調整されている高圧水素輸送用オーステナイト系ステンレス鋼溶接管を提供する。
M=551−462(C+N)−9.2Si−8.1Mn−29(Ni+Cu)−13.7Cr−18.5Mo・・・(1)
D=(Cr+1.5Si+0.5Nb+Mo)−(Ni+0.5Mn+30C+30N)・・・(2)。
(もっと読む)
鋼管の処理設備
【課題】所定の長さの鋼管(製品)を容易に得られる鋼管の処理設備を提供する。
【解決手段】鋼管300を搬送する搬送経路1の上手側部分に鋼管移動手段130を設け、下手側部分に鋼管処理手段と鋼管クランプ手段を設けた。鋼管処理手段は、鋼管クランプ手段でクランプした鋼管を輪切り状に切断したのち、切断側端面に開先を加工するように構成した。鋼管移動手段は、鋼管の始端部分を厚さ方向で挟持自在な挟持装置131と、挟持装置を搬送経路の方向に往復移動させる移動装置151と、挟持して移動させている鋼管の始端側端面300dから鋼管処理手段の処理位置Kまでの距離を計測する計測装置とからなり、計測装置が設定距離を計測したときに移動装置による移動を停止させるように構成した。
(もっと読む)
耐圧潰性に優れた溶接鋼管およびその製造方法
【課題】管の真円度および変形性能を低下させることなく、高生産性かつ低コストで製造できる、耐圧潰性に優れた溶接鋼管を提供する。
【解決手段】質量%で、C:0.03〜0.08%、Si:0.01〜0.50%、Mn:0.50〜1.75%、Al:0.08%以下、Nb:0.005〜0.060%およびTi:0.005〜0.040%を含有し、残部Feおよび不可避的不純物の成分組成を有する溶接鋼管であって、第2相組織の体積分率を2%以下、管の表層と管厚み方向中心部とのビッカース硬さの差を40以内、かつ管周方向の圧縮降伏応力を周方向の引張降伏応力の0.85倍以上とする。
(もっと読む)
1 - 20 / 49
[ Back to top ]