
Fターム[4E048EA04]の内容
Fターム[4E048EA04]に分類される特許
1 - 20 / 32
レーザ加工方法、自動プログラミング装置および加工システム
ホットプレス加工方法およびホットプレス加工装置
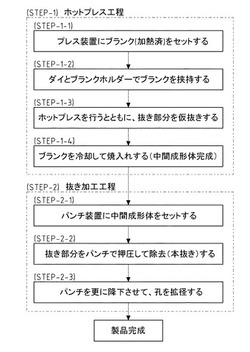
【課題】高強度鋼に対するホットプレス後の後加工を容易にするとともに、遅れ破壊の発生を防止することができるホットプレス加工方法およびホットプレス加工装置を提供する。
【解決手段】ホットプレス工程(STEP−1)と抜き加工工程(STEP−2)を有するものであって、ホットプレス工程(STEP−1)は、後加工により除去すべき部位である抜き部分6cを、ダイ11およびポンチ12によって仮抜きする仮抜き工程(STEP−1−3,4)を備え、抜き加工工程(STEP−2)は、前記仮抜き工程にて仮抜きされた抜き部分6cをパンチ21によって本抜きする本抜き工程(STEP−2−2)を備える。
(もっと読む)
ストッパ付筒状体の製造装置および製造方法

【課題】 特許文献2に開示されているようなストッパ付筒状体を筒状素材から低コストで製造するための製造装置を提供する。
【解決手段】 本発明のストッパ付筒状体製造装置は、筒状素材を、その内径部または外径部の位置決めを行うことで、直立した状態で所定位置に位置付ける円筒状または環状のホルダー、および前記ホルダーに配置された筒状素材に対向して設けられ、該筒状素材に対して相対的に離接できるようになっており、該筒状素材に向かって凹状となったドーム状カッターを備え、このドーム状カッターは、その中心部から斜め外方に向かって湾曲して延在し、複数の帯状刃を備えるとともに、前記ホルダーは、前記帯状刃(26a)のそれぞれと整合し、該帯状刃の横幅に実質的に一致し、前記ストッパ要素が半径方向内側に折り曲がることを許す半径方向溝部を有している。
(もっと読む)
打抜き加工されたセンタリングディスク
本発明は、第1の環状面を備え、この第1の環状面に少なくとも1つの弧状のスリット(16)を備え、第1の環状面に相対する第2の環状面(14)を備え、第2の環状面(14)から軸線方向に突出している少なくとも1つの弧状部分(20)を備える、トルクコンバータのための打抜き加工されたセンタリングディスク(10)である。スリットは内側半径と外側半径とを有しており、上記部分は内側半径と外側半径とを有し、少なくとも1つのスリットの半径が、前記弧状部分の少なくとも1つの半径と一致する。さらに本発明において上記部分は、スリットを形成するために押し退けられる材料を有している。  (もっと読む)
(もっと読む)
表面に保護シートを備えたワークの半抜き加工方法及びパンチ金型並びにダイ金型
【課題】保護シートを備えたワークに半抜き加工を行って形成した凸部の頂面及び/又は凹部内の小さな保護シートの除去を容易に行うことのできる半抜き加工方法及び同方法に使用するパンチ金型、ダイ金型を提供する。
【解決手段】表面に樹脂製の保護シートを備えた板状のワークWの前記表面側又は裏面側に凸部WPを形成する半抜き加工方法であって、前記凸部WPの周縁の一部又は前記凸部WPを形成することによって前記凸部WPの反対面に形成された凹部の周縁の一部に、前記保護シートの非切断部を形成して前記凸部を形成する半抜き加工方法であり、使用するパンチ金型は、パンチガイド7内に上下動自在に備えたパンチ11におけるパンチ先端部周縁の一部に、前記保護シートの非切断部29を備えている。また、半抜き加工方法に使用するダイ金型は、ダイ本体21に備えたダイ孔27の周縁の一部に、前記保護シートの非切断部31を備えている。
(もっと読む)
メッシュ状体の製造装置
【課題】金属ボードの延び度合いを極力一定として、より多くの開口を成形することにある。
【解決手段】第一型4Fと第二型6Sを型閉じして、第一型4Fに対して弾性的に支持された第一押圧面部40fと、第二型6Sに対して弾性的に支持された第二押圧面部40sにて、両傾斜刃面部20f,20s周りのボード部分を狭圧して両傾斜刃面部20f,20sに対面状となるよう曲げ変形させたのち、第一押圧面部40fと第二押圧面部20sを、型閉じの押圧力により各々弾縮方向に移動させつつ、第一押圧面部40fより突出の第一傾斜刃面部20fと、第二押圧面部20sより突出の第二傾斜刃面部20sにて金属ボードを挟圧して金属ボードBDに開口を成形する構成である。
(もっと読む)
ワークピースを機械加工するための排出ツール
【課題】ワークピースを機械加工するために用いる、残余部分を排出する排出ツールを得ること。
【解決手段】本発明は、ワークピースを機械加工するための排出ツールに係り、特に、少なくとも1つの残余部分(56)を有する、切断ビームによって切断されたワークピースを排出するための排出ツールに関し、および、排出ツール(11)によって残余部分(56)を排出する方法に関し、上部ツール(12)からの複数の穿孔ツール(16)からパンチ(17)が選択され、排出ツール(11)の下部ツール(14)の対向切刃(42)が選択され、板状材料(53)に切断間隙(59)が施された後、残余部分(56)をサブエリア(54)に接合するマイクロウェブ(57)が切断され、残余部分(56)が下部ツール(14)の排出開口部(41)を通じて除去される。
(もっと読む)
成形素材及びプレス成形機並びにプレス成形方法
【課題】一つの成形素材(ブランク)から同時に異種の部品を成形することができる成形素材及びプレス成形機並びにプレス成形方法を提供する。
【解決手段】異種部品を同時に成形することができる成形材料であって、この成形材料1は、異種部品を成形する複数の成形素材部1A,1Bと、前記成形素材部1A,1B間に形成されされた境界線部1Cとを備え、前記境界線部1Cがせん断される手前まで加工した後、平坦状態に戻したパーシャルトリムによって形成されている。
(もっと読む)
駆動ベルトのための横断エレメントを製造する方法
駆動ベルト(3)のための横断エレメント(32)を製造する方法は、横断エレメント(32)のための鋼母材の条片(50)をブランキング装置(70)へ送るステップと、横断エレメント(32)を条片(50)からほぼ完全に切り取り、横断エレメントを条片(50)の残りのフレーム部分(52)に結合タブ(51)を介して結合させておくステップと、条片(50)のフレーム部分(52)に結合されたまま横断エレメント(32)を硬化させるステップと、結合タブ(51)を切断することによって横断エレメント(32)を条片(50)のフレーム部分(52)から完全に分離するステップとを有する。本発明によれば、横断エレメント(32)を切り取るステップが完了した後の所定の段階において、条片(50)を、フレーム部分(52)の区分と該区分に結合された少なくとも1つの完全な横断エレメント(32)とを含む条片区分(52)に切断する。  (もっと読む)
(もっと読む)
ギヤの製造方法
【課題】プレス加工後に高い平面度を得ることが可能であり、且つ、後加工としてのバリ取りと歪み取りを廃止でき、生産性を向上できる回転ディスクの製造方法を提供する。
【解決手段】内周にギヤ歯型1aを有する回転ディスク1は、半抜き工程→打ち抜き工程→分離工程を経て製造される。この製造方法では、分離工程時のプレス剪断力を小さくできるので、プレス加工のみで、平面度が高く、且つ、精度の高いギヤ歯型を有する回転ディスクを製造できる。また、ブランク材1Aの内周に歯型形状を打ち抜く方向と、金属板3からブランク材を切り離す方向とが逆方向に行われるので、回転ディスクの内周に生じるバリ1cと、外周に生じるバリ1dの方向が同じである。このため、プレス加工された回転ディスクの両側に固定ディスクを組み付けて慣らし回転することにより、両ディスクを均一に面接触させることができる。
(もっと読む)
二次元シート材料で形成されるヒンジ連結三次元構造
実質的に二次元シート材料は、屈曲線に沿ってヒンジを有する三次元構造を形成するように、屈曲線に沿って屈曲するために構成される。シート材料は、屈曲が行われる領域中で実質的に二次元である、シート材料と、屈曲線の対向側に沿った、シート材料の厚さ方向への複数の変位とを含み、各変位は、その端部分の間に延在し、かつ屈曲線に実質的に平行である、剪断縁を有する。隣接する剪断縁は、屈曲線に沿ってその間に延在するヒンジ構造を形成するように、屈曲線に対して互いに重複し、ヒンジ構造は、端部分と形状が一致するヒンジ端を有する。ヒンジ構造は、複数回の屈曲および伸長サイクルのために寸法決定および構成され、それにより、屈曲線の対向側でシート材料の対向パネルを接続する一体型ヒンジを提供する。ヒンジ連結三次元構造を作成および使用する方法も開示される。  (もっと読む)
(もっと読む)
2つの部品、例えばインナー部品とアウター部品の製造方法
【課題】 材料のロスを少なくし、かつ、剪断面に亀裂が生じないように、2つの部品、例えば、インナー部品とアウター部品を製造する方法を提供する。
【解決手段】 アウター部品とそのアウター部品の内側に設けるインナー部品とが、剪断加工によって1つの出発材料から製造される。まず、出発材料がパンチとダイによって途中まで不完全の形に半ばまで剪断加工される。そのとき、剪断面に亀裂が生じない。剪断加工は少なくとも2段階に分けて行う。まず、最初の剪断加工で、インナー部品の半加工部の外周がアウター部品の半加工部の内周に部分的につながっている半抜き状態となる。次の剪断加工をする前に、半抜き状態にあるインナー部品の半加工部とアウター部品の半加工部について、軟化処理をする。軟化処理をしたインナー部品の半加工部とアウター部品の半加工部が、剪断面に亀裂を生じさせないまま、全体的に剪断加工をする。このようにして、インナー部品とアウター部品の抜き落しをする。
(もっと読む)
ミクロジョイント分離装置
【課題】製品部にキズや歪を生じさせることなく、製品部を短時間で母材から分離すること。
【解決手段】金属の板材にミクロジョイントで連結支持された製品部を板材から分離するミクロジョイント分離装置において、板材の端面を把持するとともに板材と直交する高さ方向に昇降可能に設けられる複数の把持部2と、この把持部2を振動させる振動発生手段3と、把持部2の高さ位置を把持部ごとに制御する高さ制御手段8とを備えること。
(もっと読む)
薄板打抜き加工方法及び打抜き加工装置
【課題】面倒な調節作業が不要であり且つ簡単な構成で極薄板をバリが発生しないように打抜くことができる薄板打抜き加工装置を提供すること。
【解決手段】ダイ22が設けられた下型20と、ダイ22と協働して薄板を打抜く加圧パンチ15及びストリッパ17が設けられた上型11とを有し、上下型の少なくとも一方が駆動機構に連結されてダイ22と加圧パンチ15との間で薄板を打抜く薄板打抜き加工装置10において、上型11にはストリッパ17に薄板を半抜きする可動パンチ19が設けられ、駆動機構により可動パンチ19を作動させて可動パンチ19とダイ22とで薄板を半抜きした後に、加圧パンチ15を駆動機構で作動させて半抜き個所を打抜く。
(もっと読む)
ドームコンタクトフープとドームコンタクト製造方法
【課題】 単品としてのドームコンタクトを切断する際のパンチやダイスの消耗を軽減させその寿命の延長を図ることが可能なドームコンタクトフープとドームコンタクト製造方法を提供すること。
【解決手段】 複数個のドームコンタクトをブリッジ部を介して一体に備えたシート状のドームコンタクトフープにおいて、上記ブリッジ部の所定の切断位置にはハーフカット部が設けられていることを特徴とするものであり、それによって、パンチとダイスの消耗を軽減させて寿命の延長を図ることができる。
(もっと読む)
銅めっき鋼板の打抜き加工方法
【課題】打抜き加工を施した製品の加工端面にまで銅めっき層を残存させることが可能な、銅めっき鋼板の簡便な打抜き加工方法を提供する。
【解決手段】板厚tの銅めっき鋼板に、パンチ形状がRp/t≧0.06,ダイス形状がRd/t≧0.06の半抜き用金型を使用してマイナスクリアランスの半抜き加工を施し、その後にパンチ形状がRp/t≧0.06の金型にて逆方向から打抜き加工を施す。
(もっと読む)
銅めっき鋼板の半抜き加工方法
【課題】加工を施した製品の加工部側面に銅めっき層を残存させることが可能な銅めっき鋼板の半抜き加工方法を提供する。
【解決手段】板厚tの銅めっき鋼板に、パンチ形状がRp/t≧0.06,ダイス形状がRd/t≧0.06の半抜き用金型を使用してプレス加工を施す。
(もっと読む)
機械部品用制振素材、その製造方法、及びそれを用いた機械部品
【課題】材質面での制限が少なく要求に応じた材質選択が容易であり、多くの機械部品に広く適用することができ、さらに制振性向上のための非結合界面をスケールを挟み込むことなく成形することのできる機械部品用制振素材及びその製造方法を提供すること。
【解決手段】熱間又は温間において素材に剪断応力を加えて、素材における一部分をその周囲の部位から離脱しないようにずらしたスライド部位を形成する剪断加工であるハーフシェア加工を行い、スライド部位を形成することによって生成した新生面に対して脱スケール処理を行い、その後、冷間においてスライド部位を元の位置に戻す嵌め戻し加工を行うことによって形成した、金属的に結合することなく接触している非結合界面を有する。
(もっと読む)
ダイおよび製品の製造方法
【課題】厚さ方向に押し出し加工された板状のワークの所定の部位に、パンチとダイとの協働によってシェービング加工を施し、前記押し出し加工された部位から所定の厚さを備えた所定の形状の製品を分離する製品の製造方法において、製品への傷付きを従来よりも低減する。
【解決手段】板状のワークの所定の部位を、前記ワークの厚さ方向に押し出し加工する押し出し加工工程と、前記押し出し加工工程で押し出された部位を、パンチと正のすくい角を備えたダイとの協働によって、シェービング加工し、製品を前記所定の部位から分離するシェービング加工工程とを有する。
(もっと読む)
ディスクブレーキ・パッド、パッド用裏金、及びパッド用裏金の製造方法
【課題】板厚を厚くすることなく大きな剪断力に耐えることができ、かつ、摩擦部材との接着強度を大幅に向上させることのできるパッド用裏金及びその製造方法を提供する。
【解決手段】一方の平面に摩擦部材9を取り付けるための摩擦部材取付面10aを備えた、ディスクブレーキ・パッドに使用されるパッド用裏金であって、前記摩擦部材取付面10aに前記摩擦部材側に突出する複数の突起12を形成した。
(もっと読む)
1 - 20 / 32
[ Back to top ]