
Fターム[4E050CD01]の内容
金型の交換、取付け、製造 (1,478) | 金型交換の対象 (117) | 上下型別々(上型専用も含む) (25)
Fターム[4E050CD01]に分類される特許
1 - 20 / 25
金型移動装置及び加工システム
【課題】金型交換作業が容易になる金型移動装置を提供する。
【解決手段】金型(K)を保持する金型保持部(KH)及び車輪(54b,54c)を備えて前進及び後進の直線移動が可能なカート(54)と、一端側が上下方向に延びる回動軸線(C1)まわりの第1の位置と第2の位置との間で回動可能に支持されたアーム(56)と、前記アーム(56)の他端側に取り付けられ前記カート(54)を着脱自在に保持するカート保持部(56c)を有し前記カート保持部(56c)を第1の高さと前記第1の高さより高い第2の高さとの間で昇降させる昇降部(56b)と、前記カート(54)が前記第2の高さで前記カート保持部(56c)により保持され前記アーム(56)が前記第2の位置にあるときに、前記カート(54)の直下に位置し、前記カート保持部(56c)から離脱した前記カート(54)の前記車輪(54b,54c)が接地して前記カート(54)の前記直線移動を可能とする車道部(52t)と、を備えた。
(もっと読む)
プレスブレーキにおける金型自動交換動作方法及び同方法に使用するシャッタ装置並びにプレスブレーキ

【課題】プレスブレーキにおいて、金型自動交換装置によって上下の金型の自動交換を行うときの安全性の向上を図った交換動作方法及びその方法に使用するシャッタ装置を提供する。
【解決手段】金型自動交換装置を備えたプレスブレーキにおける金型自動交換動作方法であって、プレスブレーキ1における上部テーブル5の上型装着部5A及び下部テーブル7の下型装着部7Aの前側を開閉自在なシャッタ装置21を備え、当該シャッタ装置21におけるシャッタ29が前記上型装着部5A及び下型装着部7Aの前側を閉じた状態にあるか否かを監視する閉状態監視手段35を備え、当該閉状態監視手段35が閉状態を検知した状態にあるときに前記金型自動交換装置15によって金型の自動交換動作を行う。
(もっと読む)
金属製パイプのプレス成形装置およびプレス成形方法
【課題】プレス成形により複数種類の形状または大きさの異なる金属製パイプを成形する際の段取りを効率よく行なうこと。
【解決手段】金属製パイプ90の長手方向の一端部90bを保持する保持金型20a,20bと、保持金型20a,20bに保持した金属製パイプ90の長手方向の他端部90aを段階的にプレス成形する各段階に対応させて異なる成形面成形面50a1,50a2,50a3,50a4で構成した複数の成形金型30a,30bと、保持金型20a,20bと成形金型30a,30bのうち少なくとも一方の金型を他方の金型に対して移動させて段階的な各プレス成形を連続して行なう連続成形手段32,34とを備えた金属製パイプ90のプレス成形装置10,11の保持金型20a,20bを、成形金型30a,30bの配列数より少ない配列数で成形金型30a,30bに対して対向配置する構成とした。
(もっと読む)
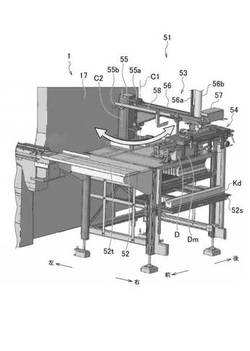
パンチプレス及びパンチプレスのダイ交換方法
【課題】ダイをダイホルダから上方に突出させることで、ダイを交換できるようにする。
【解決手段】下部タレット15上のダイホルダ27に中空円筒形状のリフタパイプ51,53を上下動可能に設け、リフタパイプ51,53の上端開口部にダイD(D1,D2)を配置する。リフタパイプ51,53内には、上端がダイD(D1,D2)の下端に接触している中空円筒形状のエジェクタパイプ55,57を上下動可能に設ける。ダイD(D2)を取り外すときには、下部タレット15の下方からプッシュブロック89を上昇させてリフタパイプ53内に入り込ませ、エジェクタパイプ57を上昇させることでダイD(D2)をリフタパイプ53から上方に突出させる。プッシュブロック89は、リフタパイプの内径に応じて多段に形成してある。
(もっと読む)
パンチプレスに対するパンチ、ダイの交換方法
【課題】パンチプレスに対するパンチ、ダイの交換を迅速に行うことのできるパンチ、ダイの交換方法を提供する。
【解決手段】パンチプレスにおける金型装着部に対して金型の着脱交換を行う方法にして、上記金型装着部85,121に備えた係止部材87,127に一方向へ着脱可能に係止された金型P,Dに対して金型交換爪279,281を上記一方向に対して交差する方向に接近するときに前記金型装着部85,121に保持された金型P,Dを保持した後、前記金型交換爪279,281を上記一方向へ移動して保持した金型P,Dを離脱すると共に次の新しい金型P,Dを装着し、その後に前記金型交換爪279,281を前記交差する方向へ離反せしめる。
(もっと読む)
穿孔装置、穿孔用金型及び穿孔用金型の交換方法
【解決手段】本発明の穿孔装置100は、ダイ用金型120と、パンチを有するパンチ用金型130と、パンチを昇降させるパンチ昇降機構60とを備えた穿孔装置であって、パンチ140は、パンチ本体142とパンチ頭部144とを有し、パンチ昇降機構60は、パンチ頭部を把持可能なパンチ頭部把持部82,84を有し、穿孔装置は、パンチ頭部把持部にパンチ頭部を把持させたり、パンチ頭部把持部によるパンチ頭部の把持状態を解除したりする把持状態制御機構をさらに備えている。
【効果】本発明の穿孔装置100によれば、パンチ用金型におけるパンチが消耗したときには、パンチのみを交換することが可能になり、従来の穿孔装置のように穿孔用金型全体のスペアを準備しておく必要がなくなる。その結果、本発明の穿孔装置は、穿孔コストを低減するのが容易な穿孔装置となる。
(もっと読む)
特に自由な形に曲げるための、製造設備
本発明は、自由な形に曲げるための、製造設備1に関する。製造設備1は、工具収容部19、20内に交換可能に保持されている複数の曲げ工具4を有する曲げプレス3と、把持フィンガー31、32を備えた把持トング30を有する、マニピュレータ28と、曲げ工具4を操作するために、互いに離隔したストッパ領域49、50を有する、曲げ工具4内に配置された切欠き35、36とを有している。把持フィンガー31、32の端部38、39において、把持フィンガー31、32の、それぞれ互いに背を向ける側に、さらなる接触面40が形成されている。把持フィンガー31、32の端部38、39が、曲げ工具4を締付け保持するために、切欠き35、36内へ挿入されている。把持フィンガー31、32の接触面40が、形成すべき工作物2を保持するためのクランプ力に関して逆方向に、ストッパ領域49、50に圧接されている。 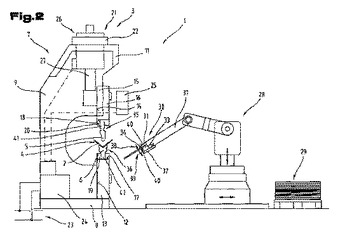 (もっと読む)
(もっと読む)
金型交換装置及び金型交換方法
【課題】パンチ金型Pの取付不良が生じた場合に、パンチ金型Pのリトライ動作を実行して、パンチ金型の取付不良を自動的に改善する。
【解決手段】
収納されているパンチ金型Pをタレット5Uへ装着する金型交換装置9である。そして、アーム13に備えた把時手段11に把時されたパンチ金型Pを前記タレット5Uへ装着する最中に把持手段11への負荷状態を監視する監視部25aと、監視部25aの監視中に異常負荷を検知した場合に、パンチ金型Pの挿入動作を繰り返し実行する動作制御部25bとを備える。
(もっと読む)
金属薄板加工機械のための工具収容部を備える金属薄板供給兼金属薄板排出ユニット
本発明は、第1の工具収容部(10,39)を備える金属薄板供給兼金属薄板排出ユニット(1)に関する。これにより、工具(11)を第1の工具マガジン(13)から、金属薄板加工機械(21,33)に組み込まれた第2の工具収容部(15)又は金属薄板加工機械(21,33)の工具収容部(24,25,34,35)に受け渡すことができ、これにより、自動的に金属薄板加工機械(21,33)に交換可能な工具(11)の数を低コストかつ省スペースに増加させることができる。 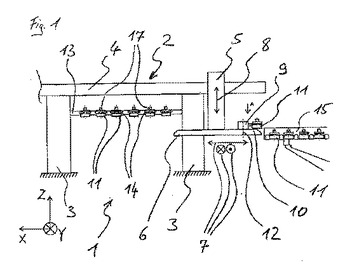 (もっと読む)
(もっと読む)
ダイ取付機構及びダイ取付方法
【課題】ダイDの取付不良が生じた場合に、ダイDのリトライ動作を実行して、ダイDの取付不良を自動的に改善すること。
【解決手段】
上部プッシャ59及び下部プッシャ49の下降を開始してから所定時間を経過しても、上部検出センサ61及び下部検出センサ63からの検出信号が入力されない場合に、サブ下部検出センサ65からの検出信号が入力されるまで、下部プッシャ49による押圧力を増圧し、上部プッシャ59及び下部プッシャ49を一旦上昇させ、上部検出センサ61及び下部検出センサ63からの検出信号が入力されるまで、上部プッシャ59及び下部プッシャ49を再び下降させること。
(もっと読む)
金型交換方法
【課題】金型を交換するときに加工機、例えば、タレットパンチプレスの稼働停止時間の短縮を図ることにより、タレットパンチプレスの稼働効率を向上させることのできる金型交換方法を提供する。
【解決手段】金型交換装置35を用いることにより、ストレージ37の上、下部収容タレット71A,71B、73A,73Bから装着金型PSを取り出してバッファ機能を有する上、下部タレット11,15に装着し、上、下部タレット11,15に装着されている交換金型PCを取り出して上、下部収容タレット71A,71B、73A,73Bに収容する金型交換方法であって、上、下部タレット11,15に金型が装着されていない空きステーションSEを少なくとも1つ設け、金型交換装置35を動作させて上、下部タレット11,15の空きステーションSEに装着金型を装着した後、上、下部タレット11,15から交換金型PCを取り出す。
(もっと読む)
下型装着装置
【課題】打抜き加工用ダイと成形加工用ダイとの着脱交換が容易な下型装着装置。
【解決手段】パンチプレスにおける下型ホルダ3上に着脱可能に装着したダイホルダ7に形成したダイ装着孔15A内に、リフターカラー21Aを上下動自在に備え、このリフターカラー21A上にダイ17を着脱交換可能に載置して設けると共に前記リフターカラー21Aを所定高さ位置に上昇するためのリフターカラー上昇手段を前記ダイホルダ7に備え、前記リフターカラー21Aの下側へ出入自在な楔部材35を前記ダイホルダ7に往復動自在に備えると共に当該楔部材35を往復動するためのエアーシリンダ31を前記ダイホルダ7に備え、前記ダイ17から落下する打抜片を下方向へ吸引するためのエアー噴出孔27を前記リフターカラー21Aに備え、エアー源からのエアーを前記エアーシリンダ31又は前記エアー噴出孔27側へ切換え自在な切換弁を前記ダイホルダに備えている。
(もっと読む)
金型収納装置
【課題】板材の折曲げを行う折曲げ加工機用の比較的長い金型の収納,取り出しを容易に行うことのできる金型収納装置を提供する。
【解決手段】板材折曲げ加工機用の金型を収納するための金型収納装置であって、前記板材折曲げ加工機に対する前記金型45の取付部45Aを係合支持する溝状の金型係合凹部47を上面に備えた金型支持台49を備え、当該金型支持台49に支持されている金型45を持ち上げるために前記金型45の下側へ手を入れることのできる空間部59を備え、前記金型支持台49に備えた溝状の前記金型係合凹部47に沿って金型45の収納,取出しを行う金型出入部側に、前記金型係合凹部47に沿っての金型45の抜け出しを防止するストッパー部材51を備え、前記ストッパー部材51が前記金型係合凹部47に対向した部分に、前記金型係合凹部47に対して金型45が自重によって滑落可能な傾斜面51Sを備えている。
(もっと読む)
金型収納装置及び金型
【課題】折曲げ機用の金型の管理を容易に行うことのできる金型収納装置を提供する。
【解決手段】板材折曲げ加工機用の上下の金型11を収納するための金型収納装置1であって、前記板材折曲げ加工機に対する前記金型11の取付部11Aを係合支持する金型係合凹部25A〜25Gを、各金型11の長さに対応して複数備え、上記各金型係合凹部25A〜25Gに、当該金型係合凹部25A〜25Gに対応した金型11が係合支持されたことを検知するための係合検知センサ27A,27Bを備えると共に、上記係合検知センサ27A,27Bの検知動作を条件として前記金型係合凹部25A〜25Gに係合支持されている金型11に備えた工具情報媒体29A,29Bの情報を読み取るための工具情報読取手段31を、前記各金型係合凹部25A〜25Gに対応して備えている。
(もっと読む)
ベンダー装置
【課題】
重労働の作業を必要とすることなく、しかも、作業者を傷付けることなく、上歯を所定の位置にセットできるようにしたベンダー装置を提供する。
【解決手段】
下歯に設置可能に設けられて、上歯の加重を受け止めながら上歯を移送する移送具を備えた。
(もっと読む)
工具ホルダ交換型パンチプレス
【課題】 工具ホルダだけでなく、工具ホルダに対する工具の交換も自動化できて、多数の工具を用いることが必要な多品種少量生産にも、効率良く生産が行え、また工具ホルダに対する交換工具の誤りが回避できる工具ホルダ交換型パンチプレスを提供する。
【解決手段】 パンチプレス1は、工具8を保持する複数の工具ホルダ7が装着可能であって、装備している工具ホルダ7が交換可能である。このパンチプレス1の外で工具ホルダ7を保管する機外工具ホルダマガジン6を設ける。このパンチプレス1と機外工具ホルダマガジン6との間で移動して工具ホルダ7を自動交換する工具ホルダチェンジャー3を設ける。工具8を複数保管する工具マガジン4を設ける。この工具マガジン4と機外工具ホルダマガジン6との間で工具8を自動交換する工具チェンジャー15を設ける。
(もっと読む)
板材曲げ加工機
【課題】交換金型を複数備えて、それぞれの交換金型を選択して機敏に押え金型の下側に装着することが出来、多種の特殊な曲げ加工を自動運転により連続して行うことが出来る板材の曲げ加工機を提供することを目的とする。
【解決手段】相対的に開閉する押え金型と下金型との間に板材をクランプしつつ、側部から曲げ金型を板材に押し当てて曲げ加工する板材曲げ加工機であって、押え金型の下側にセットする交換金型を、装着してあるホルダと、ホルダを曲げ加工機本体にセット及び退避する装着装置と、ホルダを、装着装置に供給及び装着装置から引き取る金型ストッカ装置とを備えていることを特徴とする板材曲げ加工機とした。
(もっと読む)
曲げ加工装置
【課題】個別の金型の表裏反転と上下反転機能を付加することにより、金型格納装置のストッカに搭載すべき金型の個数を減少させ、ストッカの数の減少と金型格納装置の小型化を図る曲げ加工装置を提供する。
【解決手段】製品情報に基づき、ワークの曲げ順、使用する金型及び金型レイアウトを決定する金型レイアウト決定部20Dと、該金型レイアウト決定部20Dにより決定された金型レイアウト情報及び上記ストッカh1(h2、h3、t1)に搭載された各分割金型に関する金型搭載情報に基づき、所定の金型レイアウトを構成する分割金型を、ストッカh1(h2、h3、t1)に搭載された分割金型の中から選択する金型選択部20Eと、該選択された分割金型の表裏を反転する金型表裏反転装置8、9と、該選択された分割金型の上下を反転する金型上下反転装置18を設けた。
(もっと読む)
パンチプレス
【課題】 ダイ工具を装着したタレットの回転およびダイ工具用ストライカの回転を効率良く行うことができ、かつその制御が容易なパンチプレスを提供する。
【解決手段】 パンチ工具1およびダイ工具2をそれぞれ装着可能な上下のタレット3,4と、これらタレット3,4のパンチ工具1およびダイ工具2をそれぞれ押す互いに独立した上下のストライカ10c,66と、前記上下のストライカ10c,66をそれぞれ個別にタレット3,4の回転方向に回転させる互いに独立した上下のストライカ回転機構85,68とを備える。下側のストライカ回転機構68は、サーボモータ69と、ストライカ66を支持するストライカ支持部材65と、このストライカ支持部材65の周囲に形成されてサーボモータ69の回転を減速する減速ギヤ71とを含む
(もっと読む)
パンチプレス
【課題】駆動モータの回転を工具へ伝達する機構を簡略化し、かつ少ない駆動モータで複数の工具を割り出し回転させることができるパンチプレスを提供する。
【解決手段】上フレーム部1aに昇降自在に設けられたラム10と、上下の工具支持体2,3とを備える。上下の工具支持体は、自転自在なパンチ工具4およびダイ工具5を複数搭載可能なものであって、上フレーム部および下フレーム部1bにそれぞれ移動自在に設けられてパンチ工具およびダイ工具をラムの昇降軸線O上に位置決めする。上フレーム部および下フレーム部のラムの昇降軸線O上に、パンチ工具4およびダイ工具5を自転させるための駆動モータ26,36をそれぞれ配置する。動力伝達機構27,37を設け、各駆動モータのロータ26A,36Aとパンチ工具およびダイ工具とを、それぞれ連結状態と連結解除状態とに切換可能に連結する。
(もっと読む)
1 - 20 / 25
[ Back to top ]