
Fターム[4E065BA00]の内容
スポット溶接 (796) | 加圧装置(手段) (129)
Fターム[4E065BA00]の下位に属するFターム
Fターム[4E065BA00]に分類される特許
1 - 16 / 16
スポット溶接装置
【課題】ワークを撓ませることなく電極チップの加圧力を変化させる。
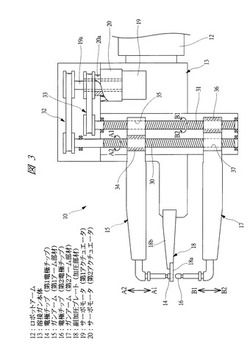
【解決手段】ロボットアーム12に固定される溶接ガン本体13には、電極チップ14を備えるガンアーム15と、電極チップ16を備えるガンアーム17とが移動自在に設けられる。また、溶接ガン本体13には副加圧プレート18が固定される。さらに、溶接ガン本体13には、ガンアーム15,17を駆動するサーボモータ19,20が設けられる。スポット溶接時には、ガンアーム15,17を近づけてワークを電極チップ14,16間に挟み込む。続いて、溶接ガン本体13を移動させて副加圧プレート18をワーク表面に押し付ける。このとき、電極チップ14,16間のワークが撓まないように、ガンアーム15,17は溶接ガン本体13に対して相対移動する。これにより、ワークを撓ませることなく電極チップ14,16から付与される加圧力を相違させることが可能となる。
(もっと読む)
スポット溶接装置

【課題】ワークを撓ませることなく電極チップの加圧力を変化させる。
【解決手段】溶接ガン本体には、電極チップ14を備えるガンアーム15と、電極チップ16を備えるガンアーム17とが設けられる。ガンアーム15,17を駆動するボールネジ30,32は、フローティングクラッチ40を介して連結される。フローティングクラッチ40は、ボールネジ30,32の相対回転を禁止するロック状態と、ボールネジ30,32の相対回転を所定角度内で許容する解除状態に切り換えられる。また、溶接ガン本体には副加圧プレート18が固定される。スポット溶接時には、フローティングクラッチ40を解除状態にし、副加圧プレート18がワーク表面に押し付けられる。このとき、ボールネジ32のボールネジ30に対する相対回転が許容され(矢印B1)、電極チップ16は主加圧力を引き下げる方向に微小ストロークで上昇する(矢印B2)。
(もっと読む)
溶接装置
【課題】結合部の安定性及び強度を向上させることができる溶接装置を提供する。
【解決手段】本実施の形態に係る溶接装置1は、主に、電流が供給される第1の電極20と、第1の電極20と離れて設けられ、電流が被溶接部材を介して流れ込む第2の電極30と、第1の電極20と第2の電極30との間に設けられ、被溶接部材に圧力を付加する加圧部材40と、を備えて概略構成されている。この溶接装置1は、加圧部材40により、第1の電極20及び第2の電極30の間に圧力を付加することができるので、接触抵抗のばらつきを抑制することが可能となり、結合部84の安定性及び強度を向上させることができる。
(もっと読む)
スポット溶接装置
【課題】スポット溶接のための作業時間(サイクルタイム)の短縮を図る。
【解決手段】本発明のスポット溶接装置は、外周にねじ61aが設けられ、軸方向に進退移動可能に配置されるシャフト61と、シャフト61に外嵌され、それ自身の内周にシャフトのねじ61aに螺合する内側ねじ62aが設けられ、外周に内側ねじのリードと異なる値のリードを有する外側ねじ62bが設けられたナット部材62と、ナット部材62に外嵌され、内周にナット部材の外側ねじ62bに螺合するねじ63cが設けられたケース部材63と、所定時にケース部材63およびナット部材62の何れか一方をロックし、他方をアンロックストッパ64とを備えている。ストッパ64は、側面視の全体形状が「く字状」を呈しており、軸部材64aを支点として回転可能に配置されている。
(もっと読む)
リニアサーボアクチュエータ機構
【課題】 リニアサーボアクチュエータ機構の軽量化を図り、特に、スポット溶接用のリニアサーボガンに採用した場合でも配置が制限されず、また、これを支持するための構成が簡素化されるようにする。
【解決手段】 スポット溶接機1の可動電極12をストローク移動させるため、並列に配設される四つの固定部材8にコイル部17を備えた固定子15を設け、これら固定部材8を挿通せしめる開孔10hを備えた可動部材10の開孔10hに、永久磁石14を備えた可動子9を配設するとともに、可動部材10の可動軸11先端に可動電極12を設ける。また、前記固定部材8のコイル部17として、一つの固定部材8aには、長さ方向の全域に設け、残り三つの固定部材8b〜8dには、可動電極12がワークWに当接した後、押圧する際に大きい推力が得られるよう、部分的に設ける。
(もっと読む)
スポット溶接方法
【課題】機構部などに経年変化が生じても、適切な加圧力でワークを把持して溶接を行うことができるスポット溶接方法を提供する。
【解決手段】サーボモータによって対の電極チップを駆動することにより、電極チップの間にワークを挟み込み加圧した状態で、電極チップ間に通電することによってワークをスポット溶接するスポット溶接方法において、ステップS1で、サーボモータを動作させて外乱トルク値を求め、求められた外乱トルク値を基準値d0として記録する。任意の時間経過後に、ステップS2で、サーボモータを動作させて外乱トルク値dを求め、ステップS3で、外乱トルク値dと基準値d0との差から加圧力補正値α=A(d−d0)を求める。ステップS4において、スポット溶接時の電極チップによるワークの加圧力の指令値の設定値を、加圧力補正値αだけずらして、p’=p+αに補正する。
(もっと読む)
スポット溶接装置
【課題】スポット溶接装置において、電極による打痕の発生を防ぐと共に、スポット溶接のための作業時間を短縮する。
【解決手段】スポット溶接装置Xに、可動電極1を駆動させる手段として、リニアユニット120と、サーボユニット110とを設ける。リニアユニット120は、筺体130に慴動自在に挿入された基端部材122と、基端部材122に形成されたガイドレール124と、リニアモータによりガイドレール124に沿って往復移動すると共に可動電極1を保持するリニア可動体125とを有する。サーボユニット110は、サーボモータ111の駆動力を利用し、基端部材122に荷重をかけ、リニアユニット120を筺体130の軸方向に往復移動させる。また、スポット溶接装置Xに、リニア可動体125が所定位置を通過すると、可動体125の進行方向と逆行する移動を制限するロック機構Lを設ける。
(もっと読む)
電動加圧式抵抗溶接機
【課題】検出荷重の追従制御が高速かつ的確に行われる電動加圧式抵抗溶接機を実現。
【解決手段】被溶接物8を一対の溶接電極22,24で挟んで加圧しながら通電して溶接するに際し、その加圧荷重Pを荷重検出部材42にて検出するとともに、加圧荷重Pが目標荷重P0になるよう制御部50が電動モータ41の動作を制御して可動電極24を移動させる電動加圧式抵抗溶接機において、荷重検出部材42と制御部50と電動モータ41とを、加圧荷重Pの変動のうち通電時間(t2−t1)より桁違いに周期の短い短周期変動に追従しうるよう高速化し、荷重検出部材42を、電極ホルダ21に接して設け且つ電極ホルダ21に関して固定電極22の反対側に配置する。
(もっと読む)
電動加圧式抵抗溶接機
【課題】寿命を長くすること、各ユニット毎の取り付け取り外し、取替えが容易に行えること、高速運転を可能にすること、及び高い防塵性を発揮することである。
【解決手段】スポット溶接ガンは、レール本体24と、レール本体24の両側壁部24a,24bの間に該両側壁部24a,24bと平行に設けられ、両端がレール本体24に対して回転自在に支持されるボールねじ21と、ボールねじ21に組み込まれ、かつ側壁部24a,24bに案内されて直線移動するスライダ23とを備え、レール本体24の一端24cに対して電極4が取り付けられ、ボールねじ21を回転させてレール本体24をスライダ23に対して移動させることで、電極4を駆動する駆動ユニット20を備え、電極4と電極5とが、ボールねじ21の軸心上に位置され、かつ互いに対向するように、レール本体24及びガンアーム3それぞれに取り付けられる。
(もっと読む)
スポット溶接装置
【課題】スポット溶接において、電極による打痕の発生を防ぐとともに、スポット溶接のための作業時間を短縮する。
【解決手段】可動電極1と、可動電極1と相対向する位置に配置された固定電極2とを備えたスポット溶接装置Xにおいて、可動電極を駆動するアクチュエータに、リニアユニット120と、サーボユニット110とを設ける。リニアユニット120は、筒状の筺体121に慴動自在に挿入された基端部材122と、基端部材122に取り付けられたガイドレール124と、リニアモータによりガイドレール124に沿って往復移動するリニア可動体125と、リニア可動体125に取付けられた可動電極1を保持する保持部材126とを有する。サーボユニット110は、サーボモータ111の駆動力を利用し、基端部材122を介し、リニアモータユニット120を筺体121の軸方向に往復移動させる。
(もっと読む)
スポット溶接システム
【課題】加圧力センサが故障等により使用できなくなった場合においても、直ちにスポット溶接作業の再開が可能なスポット溶接システムを提供する。
【解決手段】加圧力センサ2が取り付けられかつ正常に動作している場合におけるモータ指令電流値をモータ指令電流値記録部8に記録しておくようにしたので、その後に加圧力センサ2が正常に動作しなくなったり加圧力センサ2が取り外されたりした場合でも、サーボ制御部13がモータ指令電流記録部8に記録されたモータ指令電流値および電流検出器10により検出されたサーボモータ7に流れている実際のモータ電流値に基づいて継続して制御されるようになる。
(もっと読む)
同様の好ましくは同一のフレームを有する、板をクランプするプライヤー群およびその群からのプライヤー
剛体のスタンドまたはロボットなどの担体に結合される剛体のフレーム(10)と、フレーム(10)に連結された連接サブアセンブリ(12)とを備え、連接サブアセンブリ(12)は、固定アーム(3)と可動アーム(8)とメインアクチュエータ(4)とを備えている。アクチュエータは、プライヤーを閉じまたは開けるために(それぞれプレートアセンブリ(1)をアーム(3、8)の間にクランプし、前記アセンブリ(1)を解放する)固定アーム(3)に対して平行移動または回転で可動アーム(8)を変位させる。前記プライヤーがC型およびX型形状のプライヤーを含むプライヤーの群に属し、フレームが前記群のすべてのプライヤーに対して同様な形状および外観を有する、操作アームと共に使用されるプレート(1)をクランプするためのプライヤーに関する。用途は主に、同様のフレーム好ましくは同一のフレームを有するC型およびX型の抵抗溶接プライヤーの群にある。  (もっと読む)
(もっと読む)
スポット溶接装置
【課題】この発明は上部電極の溶接ガンを横向き姿勢でてことして用いて鋼板その他の金属板の被溶接材を板状の下部電極のテ−ブル電極の上で加圧通電して溶接するスポット溶接装置であって、このテ−ブル電極と分離して隣接して設けられた支持ユニットにより溶接ガンをてことして支持するものである。
【解決手段】板状のテ−ブル電極120上の間で被溶接材Wを横向き姿勢で加圧通電する溶接ガン110をてことして回転自在に支持する支持ユニット200を具え、この支持ユニット200を縦方向に貫通する昇降通路250内に溶接ガン110の後端をてこの力点として上向き力を加えかつ溶接電流を通電する通電加圧棒220が昇降自在に挿通され、この通電加圧棒220を中心軸として支持ユニットが旋回する旋回装置500と支持ユニット200が平面上縦方向に案内して移動する縦方向案内装置600とを設ける。
(もっと読む)
通電接合方法及び装置
【課題】
接合体に向きの異なる複数の接合面が存在する場合や、接合面が部材の内部にあって外的な加圧手段によって接合面に面圧を付与することができない場合の通電焼結接合を可能とする方法を提供する。
【解決手段】
複数の通電可能な部材を接触させて部材間に直流電流,交流電流,直流パルス電流,交流パルス電流のいずれか、もしくはこれらの組み合わせによる通電を行い、接触面及び材料内部の抵抗発熱によって前記部材を加熱し、部材同士を接合する通電接合方法において、接合する部材一つにつき一つ以上の電極を接触させ、部材同士の接合面を向かい合わせて前記電極もしくは他の保持機構で保持し、導通が得られている電極の間で通電を行って通電経路にある部材を加熱し、加熱の過程で熱膨張により部材同士が接触して導通が得られた対の電極を検知して、通電が可能な電極の間で通電経路の切替えを行いながら接合する。
(もっと読む)
中空モ―タ自走式電動溶接機
【課題】 電動モ―タを自走させ且つ該電動モ―タを加圧軸として利用することにより、電動溶接機の全長を著しく短縮すると共に軽量化が図られ、しかもオフセット加圧が安易にできる中空モ―タ自走式電動溶接機を提供する。
【解決手段】 電動モ―タ3の後端側に直動ガイド11を固定し、該直動ガイドが移動するガイドレ―ル12を駆動部本体ケ―ス2に電動モ―タの軸線方向に設け、電動モ―タの出力軸13に後方からボ―ルねじ15が格納される穴を形成して該穴にボ―ルねじを配置し、該ボ―ルねじと電動モ―タの出力軸の後端に固定したボ―ルナット14を螺合させ、前記電動モ―タの回転力をボ―ルねじ軸方向の力に変換して該電動モ―タを前後進させ、前記電動モ―タに可動ア―ム5を固定することにより可動ア―ムを前後進させるようにした中空モ―タ自走式電動溶接機。
(もっと読む)
部材の溶接方法およびシステム
溶接可能部材、例えば環状の部品(1)を溶接する方法であって、部材(1A,1B)は熱抵抗アプセット溶接処理によって接触面(S)で一体化される。溶接処理(W)は溶接される部材に作用する圧力および部材にかけられる加熱電流を含む複数の入力パラメータに依存し、複数の溶接処理出力パラメータ、例えば溶接温度および部材(1A,1B)の変位は入力パラメータに依存する。溶接処理(W)の間、溶接温度および/または部材(1A、1B)の電気抵抗の少なくとも1つを検出し、溶接温度および/または抵抗の検出結果を、少なくとも一つのレギュレータ(R)において溶接処理(W)の間に複数の溶接処理入力パラメータを自動的に再調整するため、すなわち溶接処理(W)を自動的に調整するために利用する。本発明はさらに、溶接システム、レギュレータおよびコンピュータプログラムを提供する。  (もっと読む)
(もっと読む)
1 - 16 / 16
[ Back to top ]