
Fターム[4E066AB04]の内容
電子ビームによる溶接、切断 (971) | 溶接方法 (101) | 溶込み (13)
Fターム[4E066AB04]に分類される特許
1 - 13 / 13
異種金属の接合方法
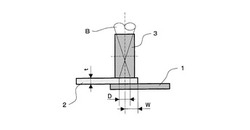
【課題】鋼に代表される鉄系合金板材とアルミニウム合金板材の重ね接合において、アルミニウム合金側からの高エネルギービーム照射によって高強度の接合が可能な異種金属の接合方法を提供する。
【解決手段】鉄系合金から成る第1の板材1とアルミニウム系合金から成る第2の板材2とを金属間化合物層4を介して重ね接合するに際して、第2の板材2の端からデフォーカスさせた高エネルギービームBの照射中心までの距離をWとし、高エネルギービームBのデフォーカス径をDとするとき、照射位置Wをデフォーカス径の2分の1以上(W≧D/2)とすると共に、接合界面温度が第2の板材(アルミニウム系合金)2の融点を超えないようにする。
(もっと読む)
溶接接合体およびタービンロータ

【課題】溶接による溶落ちおよび垂下が内部に落下する事態を防ぎ、かつ溶接後の亀裂の発生を防止すること。
【解決手段】第一部材11の接合面11aと第二部材12の接合面12aとを突き合わせて溶接によって接合した状態で内部が中空となる溶接接合体において、第一部材11の中空となる内壁面11bから突出して設けられ、各接合面11a,12aを突き合わせた状態で各接合面11a,12aの内側縁から離隔しつつ、各接合面11a,12aが溶融される溶融部13の内側を覆って先端15aが延在して形成されているとともに、内壁面11bから突出する基端15bが内壁面11bに対して湾曲面15cを介して連続し、各接合面11a,12aの内側の全周に渡って連続して形成された突片15を備える。
(もっと読む)
電子ビーム加工機
【課題】パルスビームを高周波化できるとともに、パルスビームの最大値や最小値の値を任意にコントロールでき、品質の高い溶接を可能にする電子ビーム加工機を得ることである。
【解決手段】電子銃の陰極とバイアス電極間に電圧を印加して電子ビームを制御するバイアス電源が、直列に接続された、高安定電源と高応答電源とで形成されており、高安定電源が、ビーム電流を計測する電流検出回路から出力されたビーム電流信号に基づき、ビーム電流をフィートバック制御する電圧を出力し、高応答電源が、パルス信号発生器で発生したパルス基準信号により制御されたパルス電圧を出力するものである。
(もっと読む)
接合体、接合体の製造方法および電池パック
【課題】接合強度に優れ、信頼性の高い接合体、接合体の製造方法及び電池パックを提供すること。
【解決手段】実施形態に係る接合体10は、第1金属部材1と、第2金属部材2と、接合部3とを含む。第1金属部材1は、Alを含み、Cuの含有量が5.7重量%未満である。第2金属部材2は、Cuを含み、Alの含有量が9.4重量%未満である。接合部3は、第1金属部材1と第2金属部材2とを接合する。また、接合部3は、Si、Ni、Mn、Co、Zn、Ge、Au、AgおよびPdからなる群より選択される少なくとも1種の元素を含む。
(もっと読む)
ビーム溶接部材およびこれを備えた差動装置
【課題】部品強度や耐久性等の部品性能を低下させることなく溶接割れを防止するに好適なビーム溶接部材およびこれを備えた差動装置を提供する。
【解決手段】前記第1,2部材の溶接用開先部14,24より内周側の軸方向端面を第1部材と第2部材との嵌合部分11,21まで互いに離間させて貫通空間を形成する。即ち、前記第1,2部材の溶接用開先部14,24の半径方向内周側に形成される貫通溶接のための貫通空間が、第1部材と第2部材との嵌合部分11,21まで内周側に拡大されている。
(もっと読む)
ビーム溶接部材およびこれを備えた差動装置
【課題】溶接欠陥を防止するに好適なビーム溶接部材およびこれを備えた差動装置を提供する。
【解決手段】第1部材としての例えばデフリングギヤ2は第2部材としての例えばデフケース3の外周に内周部21を嵌合させて支持され、第1部材と第2部材とが互いに当接する環状の面の一方側において外部空間に臨む端部に形成した溶接用開先部14,24に、フィラーワイヤを供給しつつ溶接用開先部14,24を貫通させて、前記溶接用開先部より奥側の第1,2部材間に設けた貫通空間Aに達する貫通溶接により接合されたビーム溶接部材である。そして、前記第1,2部材の貫通溶接のための貫通空間Aが、第1部材若しくは第2部材に設けた連通孔40を介して外部空間と連通されている。
(もっと読む)
タービンロータ及びタービンロータの製造方法
【課題】電子ビーム装置を1台使用することでシャフトとタービンホイールの電子ビーム溶接が可能であり、しかも従来の電子ビーム溶接によって生じていたシャフトの溶接変形を低減することが可能なタービンロータ及びタービンロータの製造方法を提供する。
【解決手段】タービンホイールと、棒状に形成されたシャフトとを電子ビーム溶接により接合するタービンロータの製造方法において、前記シャフトのタービンホイールとの接合部は、シャフト中心側から順に少なくとも平面部と溝部を有しており、前記タービンホイールのシャフトとの接合部の平面に、前記シャフトの平面部を対面して接触させて面当て部を形成し、前記タービンホイールとシャフトの外周側から前記溝部が存在する深さまで電子ビーム溶接を行って、周方向に前記溝部まで溶接部を形成する。
(もっと読む)
溶接方法の設計方法、溶接方法及び溶接接合体
【課題】一定の条件を満たす金属ガラス及び結晶金属を選択することにより十分な強度を持つ接合体が得られる溶接方法を提供する。
【解決手段】金属ガラス1と結晶金属2とを接触させた界面又はその界面近傍の前記金属ガラスにエネルギーを加え、前記金属ガラスを加熱して溶融させた溶融層を形成して溶接する溶接方法であって、前記金属ガラスと前記結晶金属とが接合された後の前記溶融層はガラス形成能を有し、前記金属ガラスは、前記金属ガラスの固体を再加熱するときのTTT曲線のノーズ時間が0.2秒以上のガラス形成能を有し、前記金属ガラス及び前記結晶金属は、溶融していない前記結晶金属と溶融した前記金属ガラスとの濡れ率が25%以上となる前記金属ガラスの温度と、前記結晶金属の融点との温度範囲が100K以上である。
(もっと読む)
ビーム溶接装置、及びビーム溶接方法
【課題】ワークに対して照射するビーム出力を適切に変化させながら連続溶接を行うことが可能なビーム溶接装置を提供する。
【解決手段】ビーム溶接装置は、ワークに対してレーザビームや電子ビームなどのビームを照射することによって、ワークが封止されるように溶接を行う。具体的には、ビーム溶接装置は、ビーム出射手段によってビームを出射し、照射位置変更手段によって、ビームの照射位置をワーク内で移動させてワークを連続溶接させる。更に、ビーム溶接装置は、ビーム出力変更手段によって、1つのワークに対する溶接時にビーム出力を変化させる。これにより、ワークの角等に深い溶接跡や穴が開いてしまうことを防止しつつ、1つのワークを均等に封止することが可能となる。また、ワークに発生し得るリークを効果的に防止することができる。
(もっと読む)
建設機械の作業機構成部材と補強部材の接合方法
【課題】作業機構成部材が作業負荷を繰り返し受けても補強部材の補強機能を十分に維持することができ、かつ、両部材が溶接後に凹状に変形するのを抑制できる建設機械の作業機構成部材と補強部材の接合方法を提供する。
【解決手段】作業機構成部材4の一方の面4aに補強部材5の一方の面5aを接合する建設機械の作業機構成部材と補強部材の接合方法において、作業機構成部材4の一方の面4aと補強部材5の周縁部5bとを隅肉溶接するほか、補強部材5の他方の面から熱を加えて作業機構成部材4まで溶け込ませた深溶け込み溶接部8を形成し、作業機構成部材5の他方の面から熱を加えて補強部材5まで溶け込ませた深溶け込み溶接部9を形成する。
(もっと読む)
電子ビーム溶接方法
【課題】 溶接部の溶け込みピークが狙い位置からずれることなく安定した溶接を行うことができる電子ビーム溶接方法を提供すること。
【解決手段】 本発明の電子ビーム溶接方法では、ベース12に対してキャリア11に備わる各支柱13a,13b,13cの底面(溶け込み形状EBW)を溶接するために、位置aから位置cまでの区間を0.2mmピッチで区切り、溶接区間の左右端から中央に向かって電子ビームEBを高速偏向して左右交互に各区間ごとに必要なパルス照射回数を照射して、各区間における溶け込み深さを制御する。このとき、ビーム電流を常に一定に制御する。
(もっと読む)
鉄系合金部材とアルミニウム系合金部材の異種金属溶接接合体
【課題】 従来の鋼と5000系アルミニウム合金など鉄系合金部材とアルミニウム系合金部材の接合技術の背景に鑑み、これらの不利や問題点を全面的に解消し、同質部材同志の溶接と実質的に変わらない優れた接合強度と高い生産性などの利点を享受し得る異種金属接合体を提供すること。
【解決手段】 鉄系合金部材とアルミニウム系合金部材が鉄系合金部材側からの入熱により溶接された異種金属溶接接合体であって、前記鉄系合金部材において溶解凝固した鉄系合金の溶解凝固部Bと前記アルミ合金部材に溶け込んで凝固した鉄系合金の溶け込み凝固部Cとが連続して一体的に構成された溶接凝固部を有すると共に、前記溶解凝固部の断面積S2が、前記溶け込み凝固部の断面積S1の4.0〜14倍であることを特徴とする異種金属の溶接接合体。
(もっと読む)
溶加材なしにレーザ溶接する方法、およびその方法で形成される電気装置
本発明は、第1の金属要素(20)と第2の金属要素(16)とを相互連結するための溶接方法に関する。第1の要素(20)は、支持体を形成しているかまたは支持体(12)に追加される。上記方法では、第1の要素(20)の支持部分(20B)に連結するための連結端部(22)が設けられた溶接部分(20A)が、第1の要素(20)に形成される。自由端面(F)が、第1の要素(20)の溶接部分(20A)に、連結端部(22)の反対側に形成される。ビーム(24)の軸(X)が溶接部分(20A)を自由端面(F)から連結端部(22)に向けて通過するように、エネルギービーム(24)が、第1の要素(20)の溶接部分(20A)に向けられることにより、第1の要素(20)の主要部の少なくとも一部分を溶解させ、溶解した主要部は、該主要部が崩れることによって第2の要素(16)と接触するようになる。  (もっと読む)
(もっと読む)
1 - 13 / 13
[ Back to top ]