
Fターム[4E068AE02]の内容
Fターム[4E068AE02]に分類される特許
1 - 12 / 12
切断方法及び切断装置

【課題】CCDカメラの光軸が切断領域に対し傾斜したり、光軸を中心として回転した場合、この傾斜や回転を確認して補正する。
【解決手段】被切断材D、Eが配置された切断領域Bを含む撮影領域Cを上方からCCDカメラ1で撮影した画像を処理することによって認識し、切断トーチ6により切断する。被切断材D、Eが配置された切断領域Bを含む撮影領域Cに予め複数の基点を設定して各基点の位置を記憶しておき、撮影領域Cを上方に配置されたCCDカメラ1によって撮影し、撮影した画像を処理して撮影された各基点の位置を認識し、認識された各基点の位置と予め記憶された各基点の位置を比較して撮影された画像を補正することによって切断領域に配置された被切断材を認識する。
(もっと読む)
切断効率が高いカッターフレーム

【課題】長方形形状のベース材料から1種類以上の長方形形状の単位断片を切断するための、切断効率の高いカッター配列構造を提供する。
【解決手段】予め決められた傾斜で切断する複数のカッターを包含してなるカッターフレームであって、カッターが長方形形状の単位断片211,212に対応するように形成されて、単位断片の2個が傾斜方向に対して直角の方向で配置され、一側部で互いに接触してなるものであり、最も左側の末端の仮想頂点座標が(Cx、Cy)とし、最も右側の末端の仮想頂点座標が(Dx,Dy)であるとし、単位断片の左側または右側で互いに一致する場合、最も右側の末端の頂点座標(D’x、D’y)が、仮想配列よりも高い切断面積比を有する配列において、Dxより小さいD’x、Dyより大きいD’yを有する。
(もっと読む)
レーザー切断装置で切断される加工物及びその加工物から切断される製品部材の面取り方法
【課題】加工物からレーザーによって切断される製品部材の外周表面に発生するエッジで指等を傷つけずに、且つ、製品部材の生産性を向上させるレーザー切断装置で切断される加工物及びその加工物から切断される製品部材の面取り方法を提供する。
【解決手段】加工物10の製品部材領域14aから製品部材14となる形状の殆どをレーザーで切断し、製品部材領域14aの一部と除去部材領域16aとを短い長さの連結部22で連結した状態にする。その後、加工物10におけるレーザー切断部20の上下の位置に金型28a,28bを押圧して溝30を形成し製品部材領域14aに形成したレーザー切断部20の外周における面取りを行なう。その後、製品部材領域14aと除去部材領域16aとの連結部22を分離して加工物10から製品部材14を分離する。その後、製品部材14の連結部22の箇所に面取り等の加工作業を行って、製品部材14の面取り作業を完了する。
(もっと読む)
長方形の断片を高切断効率で製造する方法
【課題】長方形の単位断片を、長いベース材料シートから予め決められた角度で切断フレームを使用して連続的に製造する方法を提供する。
【解決手段】ラミネート構造のベース材料シート100を製造してロール200状に巻き上げ、ベース材料シートを連続的に供給し、長方形の単位断片400に対応する構造で取り付けられているか、または、形成されている切断フレーム300を使用して切断し、カッターを連続的に配置した時に、カッターの対向する側方末端の形状が互いに一致するように配置されており、一回の切断工程に対する長さが、縦方向におけるカッターの対向する側方末端間の分離間隔と等しく、切断フレームの任意の高さで互いに等しくなるようにベース材料シートが部分的に重なり合った状態で行い、長方形の単位断片を切断した後に発生するスクラップ101をロール状に巻き上げ、及び、切断した長方形の単位断片を移動させる。
(もっと読む)
端材の管理方法および管理システム
【課題】切断装置の準備作業による占有時間の減少、大量の端材の一括準備作業による作業効率の向上、作業者のスケジュール調整を無くしての人的コスト低減、及び歩留まりを向上させる端材の管理方法および管理システムを提供する。
【解決手段】1または複数の切断装置によって生成された端材が切断装置から取り外され、端材置き場に格納される。格納されていた端材にマーカが付与され、撮像手段によって撮像され、切断すべき製品を示す図形が割り当てられた後に、端材が切断装置に据え付けられる。さらに、当該端材が撮像され、機械座標系における切断すべき製品を示す図形の位置のデータが取得され、制御手段の指示に従って、機械座標系における切断すべき製品を示す図形の位置のデータに基づき、この製品を示す図形が割り当てられた端材から製品が切断される。
(もっと読む)
板金加工方法
【課題】金属板に波形部と位置決め用の複数の孔とを高い精度で加工成形できるとともに、後工程の加工も精度良く実行することができる板金加工方法を供する。
【解決手段】共通のプレス金型により金属板2にプレス曲げ加工による波形状の波形部wを成形すると同時に、プレス打ち抜き加工による位置決め用の複数の孔p,qを穿孔し、波形部wに対して所定距離離れて平行に複数の孔p,qを配列した成形金属板2を加工形成する板金加工方法。
(もっと読む)
レーザ加工装置、レーザ加工方法、板金部材
【課題】 板材から所定の輪郭形状を備える製品を切り出す際、製品の輪郭となる切断面の複数個所を切断せずに残して板材と製品を「ミクロジョイント」で繋いでいる。ミクロジョイントを切断して製品と板材を分離すると、「ジョイントバリ」が残る。
【解決手段】 板状部材3である被加工物に対して、レーザ照射により形成されたレーザ加工軌跡4aにより板状部材3と区分された製品2を、輪郭形状の一部においてレーザ照射を停止することにより形成したジョイントによって板状部材3に保持した板金部材において、レーザ加工軌跡4aを介して板材3に対向する製品2の端面に対して製品2の内側方向に食い込んだ形状の食い込み部にジョイントを形成し、製品2の端面から食い込み部にかけてカーブを形成することとした。
(もっと読む)
カッティングのための制御ルールおよび変数
本発明は、ビームカッティング技術を用いて1つの材料からいくつかの部材(31、32、33、34)をマシンカッティングするための方法およびシステムに関する。本発明は、2次元の形状またはパターンをカッティングするための制御ルールおよび変数のセットを提供する。1つのルールまたはいくつかのルールの組合せが、カッティングされる形状またはパターンにより、カッティング動作に用いられ、その形状またはパターンは、その1つの材料から部材(31、32、33、34)を形成する。本発明は、具体的には、自由形状の部材のダスター(3A)の成形のためのルールを備え、それらの部材は、それらの部材の形状が許す限り、そのカッティングビームの厚さのみが、隣接する部材間に見つけられるように互いに非常に近接して位置決めされることを教示する。 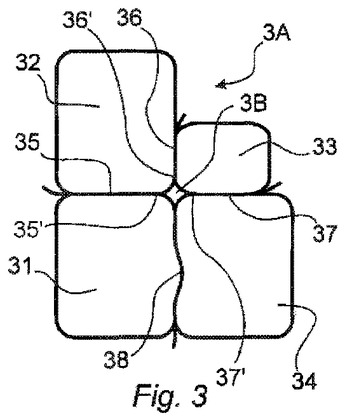 (もっと読む)
(もっと読む)
溶断開先加工機
【課題】直角、曲線、直線等が入組んだ複雑な形状のワークの開先溶断で連続して切断ノズルの方向を切断部に直交して自動開先溶断面取を行う。
【解決手段】回転駆動されるワーク7と、回転自在に保持された軸体4と、それに設けられた2個のガイド8をワークの方向に加勢、押圧し、ワークに接触する事で2個のガイドが共にワークに接するように回転揺動駆動され、ワーク側の接線方向に支点を有するアームと、その支点を中心にスイングし2個のガイドの隙間を通ってワークに接する接触子18と、接触子と同じ動きをする溶断開先手段よりなり、ワークが回転する事で切断手段がワークの外周に直交して開先溶断をする。
(もっと読む)
板金加工方法
【課題】レーザー切断加工により切断加工した切断製品を折り曲げ加工する際、母材と干渉することなく安定した状態で精度の高い折り曲げ加工を行うことが出来、更に連続的に移送して連続的に板金加工を行うことが出来る板金加工方法を提供する。
【解決手段】この発明の実施形態では、先ず金属板等の母材1からレーザー加工機(図示せず)により切断製品Wの外形を切断する際、少なくとも一箇所(この実施形態では3ヵ所)の支持接合部4a,4b,4bを残して外形を切断し、そして、この外形を切断する際に、次工程(半完成曲げ工程)で折り曲げ加工する切断製品Wの加工外形部が変形して前記母材1と干渉しない切断間隙hを設けて切断する。即ち、この切断間隙hは、予め母材1から切断した切断製品Wを次工程のプレスマシン2(曲げ加工機)により折り曲げて加工する際に切断製品Wの変形量を測定しておき、この変形量に対応した寸法で切断間隙hを形成するものである。
(もっと読む)
レーザ加工方法
【課題】 加工手順として必要なピアッシング孔の穿孔は残しながら、単位加工時間に対して占めるピアッシング孔穿孔時間の割合を減少させ、全加工時間を短縮する。
【解決手段】 1枚の原板2に対して複数の部材からなるネスティングデータ1を生成し、このネスティングデータ1に従ったレーザ加工の切断により、前記複数の部材を材料取りするに際し、ネスティングデータ1におけるピアッシング孔穿孔データを複数の部材切断データ13,15で共通に設け、前記ピアッシング孔穿孔データに基づいて穿孔したピアッシング孔21からこのピアッシング孔穿孔データを共通にする各部材に向けて助走線12を形成するレーザ加工方法である。
(もっと読む)
レーザ加工方法及び装置
【課題】 レーザ加工による穴加工時に切抜かれる切抜き片に損傷を与えることなく穴加工を行うことのできるレーザ加工方法及び装置を提供する。
【解決手段】 レーザ加工ヘッド15からワークWへレーザ光LBを照射すると共にワークに対して前記レーザ加工ヘッド15を相対的に移動して、閉曲線41によって囲繞された穴をレーザ加工するレーザ加工方法であって、前記閉曲線によって囲繞された領域内又は領域外からレーザ加工を開始して前記閉曲線位置へ前記レーザ加工ヘッドが到達した到達位置Sから前記閉曲線41に沿ってのレーザ加工を行い、前記到達位置Sに前記レーザ加工ヘッド15が再び到達し前記閉曲線に沿って前記到達位置Sを前記レーザ加工ヘッド15が僅かに通過したときにレーザ出力をほぼ零又は零にすると共に、ワークWに対するレーザ加工ヘッド15の相対的な移動速度を非停止状態で制御するレーザ加工方法及び装置である。
(もっと読む)
1 - 12 / 12
[ Back to top ]