
Fターム[4E068CA17]の内容
Fターム[4E068CA17]に分類される特許
641 - 658 / 658
被加工物保持装置
【課題】 レーザ光が照射されたとしてもアブレーション現象の発生を抑制し,被加工物に貼り付けられたテープの溶融を防止可能な,被加工物保持装置を提供すること。
【解決手段】 テープが貼り付けられた被加工物にレーザ光を照射して被加工物を加工するレーザ加工装置に使用される被加工物保持装置36が提供される。この被加工物保持装置36では,被加工物のテープが貼り付けられた面を保持する被加工物保持部361を備え,この被加工物保持部361の少なくとも保持面361a側の材質は,PTFEであることを特徴とする。かかる構成により,被加工物保持部361の保持面361aは,ビームエネルギーの吸収率が小さいPTFEで形成されているので,レーザ光の照射を受けたとしても,アブレーション現象が発生しにくい。このため,被加工物保持部361が過度に加熱されないので,被加工物に貼り付けられたテープが溶融することがない。
(もっと読む)
レーザ溶接用ワーククランプ装置

【課題】リモートレーザ溶接法にて広範囲の溶接を行うにあたり、溶接部位の矯正のための加圧拘束とアシストガスの供給を効率良く行えるようにしたレーザ溶接用ワーククランプ装置を提供する。
【解決手段】クランプシリンダ11にて進退駆動されることによりワークWの溶接部位を加圧拘束するクランプ治具6を設ける。クランプ治具6のうち溶接ビードBw形成位置に対応する部分に穴をあけてガスチャンバー部12を形成するとともに、ガスチャンバー部12に連通するアシストガス導入通路13を設ける。アシストガスガス導入通路13を通してガスチャンバー部12にアシストガスを導入し、クランプ治具6による溶接部位の加圧拘束状態でガスチャンバー部12に予めアシストガスを滞留させる。
(もっと読む)
被覆鋼板の重ね溶融溶接方法
【課題】面倒かつ困難な隙間管理をすることなく、溶接時に被覆鋼板間の被覆材料がガス化することに起因するブローホール等の溶接欠陥を抑制する。
【解決手段】Znめっき鋼板1の重ね溶融溶接方法において、低融点溶加材としてのCu系溶加材4を溶融池7中に混入させる。これにより、溶融池7内の外周域であって両鋼板1、1間のZnめっき層2、2に接する部位における温度をZnの沸点以下とする。この溶融池7の最外周に接するZnめっき層のZnは溶融するのみで沸騰することがない。このため、両鋼板1、1間のZnめっき層2がガス化して発生するガス量を低減させて、溶融池7内に侵入するガス量を低減させることができる。また、溶融池7が素早く凝固して形成された溶接部6が溶融池7内のZn蒸気の行く手を阻むため、Zn蒸気が溶融池7内に滞留することなく溶融池7を素早く抜け出る。
(もっと読む)
容器本体を製造する方法及び容器本体
接合シェル及び弁(62)を有する弁部材を容器ジャケット部材(24)に固定するため、溶接ステップを実施し、この溶接ステップの場合、弁部材の接合シェルが、弁(62)を有する上の閉鎖要素(31a)としてレーザー溶接によって容器ジャケット部材(24)に固定され、この場合、肩状の横断面湾曲部が、端面(24a)に向かって容器ジャケット部材(24)に沿って形成されていて、この肩部(60a)に沿って隣接している閉鎖要素(31a)の縁領域が気密に押圧され、レーザーの接合継目(42)によって気密に接合され、この容器ジャケット部材(24)の端面(24a)が、容器の内側に存在する。容器本体の場合、弁座の形成及び固定が省略でき、経費のかかるひだ付けが省略できる。これに応じて、充填部の近くの接合シェルを固定する装置が省略できる。したがって、標準的な弁座の直径より小さい直径であるエアゾール容器も製造され得る。  (もっと読む)
(もっと読む)
超合金から形成される部品のレーザー溶接方法及び装置
本発明は、レーザー(12)の出力が溶融池の温度によって制御されることを特徴とする超合金のレーザー溶接方法と、レーザービーム源(12)、処理制御器(30)、温度記録ユニット(28)、および溶加材の供給装置(24)を備え、処理制御器(30)が、温度記録ユニット(28)およびレーザー源(12)に接続された調整装置(34)を備えることを特徴とする、超合金のレーザー溶接装置(10)と、に関するものである。 (もっと読む)
ボアホールの製造方法
本発明は、金属材料、層状金属材料、及び少なくとも1層のセラミック層を含む材料中において、ボアホールの深さに関連して当該ボアホールの半径に要求される調整に従ってレーザー光線の強度が調節されるレーザー輻射により、高アスペクト比のボアホールを製造する方法に関する。本発明は、レーザー光線軸からの距離wにおいてセグメントw0内での強度IがΔIだけ単調に減少し、ボアホールの半径rBがレーザー光線の半径である前記セグメントw0よりも大きく(rB>w0)なるよう、強度Iの空間変化ΔIとセグメントw0に対する数値が高く設定されるように、ボアホールの変化する底に関して、レーザー光線の強度の空間分布が調節されることを特徴とする。 (もっと読む)
レーザコーティング剥離のための色感知
共通の光学パスを用いて、コーティングされた表面(50)にレーザパルスを供給し、コーティングされた表面から反射した照明光(34)を、光検出器及び解析器に向けるコーティング除去装置を提供する。このコーティング除去装置は、レーザ光源(12)、ビームスプリッタ(14)、走査光学素子(16)、不要物除去装置(26)、1つ以上の照明器(18)、光検出器(20)、比較器(22)及び制御論理回路(24)を備える集積デバイスである。これに代えて、レーザ光源を集積デバイスの外部に設け、光ファイバを用いてレーザ光源を集積デバイスに接続してもよい。 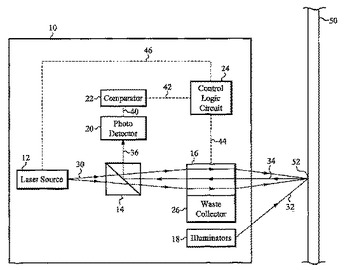 (もっと読む)
(もっと読む)
溶接ビームを使用して、微粉添加剤で加工物の表面を処理する方法
本発明は、溶接ビーム(5)を使用して粉末状溶加材(3)で加工物(1)の表面を処理する方法に関し、前記粉末状溶加材は加工物表面上の加工領域(9)の溶接ビーム(5)に導入される。本発明の目的は、粉体消費量に関して上記方法を最適化することである。これを達成するために、粉末状溶加材(3)は、溶接ビーム(5)が当たる前に、フィルム(11)によって加工領域(9)に固定される。  (もっと読む)
(もっと読む)
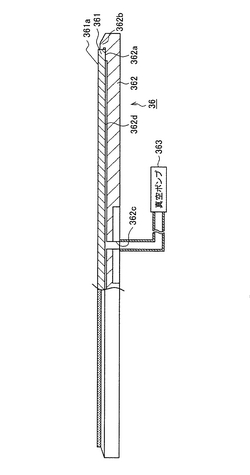
放射線によりワークピース表面を構造化するために使用される装置用の真空抽出装置
本発明は、その動作位置において放射線とワークピース表面との相互作用領域を覆うフード(10)を含む。フード(10)は、真空ライン(13)が接続可能な後部面(11)と、フード(10)の動作位置においてワークピース(20)に対向して位置する縁端部(19)を含む2つの横壁(16)と、これら横壁(16)の間に、これに対して横方向に延び、2つの横壁(16)とともにフード(10)の真空チャネル(14)を画定する、2つのガイド壁(17,18)からなる。また、2つのガイド壁の一方(17)の端部(21)がフード(10)の動作位置においてワークピースに対向して位置し、他方のガイド壁(18)が、フードの動作位置においてワークピースの表面に対向して位置する凸型の円筒湾曲を有し、この湾曲の近くに、少なくとも1つの開口を有し、これを通過して、ワークピース表面を彫刻するための放射線がガイドされる。  (もっと読む)
(もっと読む)
有色レーザマーキング
本発明は、ポリマー含有書込み媒体の溶着に基づく、プラスチックのプラスチック表面への有色レーザマーキングおよびレーザ書込みに関する。 (もっと読む)
レーザ溶接工程制御システムおよび方法
特に造船および他の産業のための完全に統合された自動レーザ溶接工程制御システム(LWPCS)および構造部品の製作を制御するための方法。LWPCSは、ジョイントおよび溶接品質属性を工程制御変数として規定し、これらの溶接品質変数を、レーザ出力、ワイヤ送り、GMAW電圧およびアクティブなシーム追従などのより伝統的な工程パラメータとともに、閉ループ監視制御システムに統合する。LWPCSはセントラルプロセッサと複数のサブシステムとを含み、サブシステムは、レーザビーム位置決め、視覚的監視および画像処理、アクティブな溶接品質監視および検査、適応ビーム送出、シーム追従を制御する。サブシステム間のクロスコミュニケーションはセントラルプロセッサによって管理される。工程制御に加えて、システムは、溶接工程中に溶接品質属性を抽出し、溶接品質を即時に文書化する。  (もっと読む)
(もっと読む)
キャビティを生成する方法および装置
本発明は、工作物にキャビティを生成する方法に関する。この方法では、キャビティを生成するために、レーザビームをビームガイドに通して、工作物の表面に案内する。レーザビームは、焦点位置をキャビティの深さ方向に少なくとも一時的に変更できるように制御されている。工作物(5)にキャビティ(6)を生成する装置は、物質を除去するレーザビームを生成するレーザ光源(1)、レーザビームの焦点位置を調節する焦点調節装置(3)、工作物の表面にレーザビーム(20)を案内するビームガイド(4)、および焦点調節装置(3)ならびにビームガイド(4)を制御する制御装置(7)を含む。制御装置は、焦点調節装置(3)によって、レーザビームの焦点位置をキャビティの深さ方向に少なくとも一時的に変更可能とする制御を行うように設計される。  (もっと読む)
(もっと読む)
材料の精密加工のための方法と装置
この高精度材料加工法、特に生体組織のための方法においては、パルス長50 fs〜1 ps、パルス周波数50 kHz〜1 MHz、および波長600〜2000 nmを有するレーザーパルスが、加工すべき材料に作用させられる。 (もっと読む)
材料加工方法および装置
本装置(50)は、居住可能な建造物の表面を加工する。本装置(50)は、相互作用領域にレーザ光を供給するように適合させたレーザの基本ユニット(300)を含み、レーザ光が、建造物から材料を取り除く。レーザの基本ユニット(300)は、レーザ発生器(310)と、レーザ発生器(310)に連結されたレーザヘッド(1200)とを含んでいる。レーザヘッド(200)は、相互作用領域から材料を取り除くように適合され、それにより、建造物内における活動への破壊性を減少させ得る。本装置(50)は、建造物に取り外し可能に連結され、レーザヘッド(1200)に取り外し可能に連結されるように適合させた固定用メカニズム(1110)をさらに含んでいる。本装置(50)は、レーザの基本ユニット(300)に電気的に接続された制御器(500)をさらに含んでいる。制御器(500)は、使用者の入力に応答して、レーザの基本ユニット(300)に制御信号を送信するように適合されている。 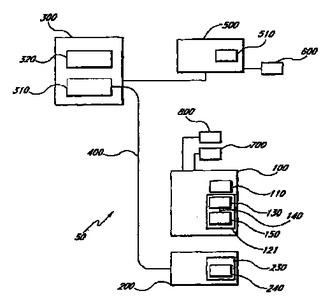 (もっと読む)
(もっと読む)
レーザ溶接装置及び部品溶接方法
【課題】 設備を簡素化し、適正位置で部品同士を接続できるレーザ溶接装置を提供する。
【解決手段】溶接する部品各々を保持する部品保持手段13,15と、前記部品の被溶接部分にレーザを照射するレーザ照射手段20と、前記部品保持手段で保持された状態で前記部品に生じている応力を検出する応力検出手段30と、溶接前に前記部品が互いに適正位置に位置決めされたときにおける前記応力検出手段からの応力データである基準応力データと、前記レーザ照射手段により前記部品が溶接された後における前記応力検出手段からの応力データである溶接後応力データとを比較して、溶接後の前記部品に生じている応力状態が前記適正位置での応力状態となるように、修正用レーザを照射させる応力修正手段40とを含むレーザ溶接装置1である。
(もっと読む)
レーザ加工ヘッド及びこれを備えたレーザ加工装置
【課題】 反射ミラーなどを要しない簡易な構成とし、ヘッドのコンパクト化、高集光性及び長焦点化が可能であり、また、アーク電極や切断ガスなどの供給が容易なレーザ加工ヘッド及びこれを備えたレーザ加工装置を提供する。
【解決手段】 レーザ光を平行にするコリメート光学系62と、半割れレンズ67を有し、この半割れレンズ67の光軸位置をコリメート光学系の光軸位置に対してこれらの光軸と直交する方向へずらしてコリメート光学系を出たレーザ光52が全て半割れレンズに入射するようにし、この半割れレンズによって前記レーザ光をワーク55に集光照射する集光光学系62と、半割れレンズの分割面67c側に半割れレンズの光軸に沿って配設されたMIG電極57などの加工手段とを備えてレーザ加工ヘッド54を構成し、このレーザ加工ヘッドを備えてレーザ加工装置を構成する。
(もっと読む)
被加工部のモニタリング方法及びその装置
【課題】 インプロセスで被加工面の酸化膜の形成をモニタリングする。
【解決手段】 レーザー切断を行った後にレーザー溶接を行うに際し、レーザー切断面に酸化膜が形成されていない時にレーザービームを照射した際における溶接部の基準発光強度と光学センサ10で検出した溶接部の実発光強度とを比較手段11で比較し、酸化認識手段13で基準発光強度に対して実発光強度が高いと判断された場合に溶接面への酸化膜の形成を認識し、インプロセスで被加工面の酸化膜の形成をモニタリングする。
(もっと読む)
レ―ザ加工装置および加工方法と被加工物
【課題】 固体レーザによるビアホール加工の生産性を改善することを目的とする。
【解決手段】 2つ以上の波長を発生するレーザ発振器を具備し、高調波発生装置またはビーム切り替えにより、波長を選択する手段を配して、主加工を基本波で従加工を高調波で行う事により、スミア発生の少ないビアホール加工を高生産性維持しながら実現する。
(もっと読む)
641 - 658 / 658
[ Back to top ]