
Fターム[4E068CE06]の内容
レーザ加工 (34,456) | レーザ光と加工物の相対移動 (3,368) | 多軸走査型(3軸以上) (215) | ロボットによるもの (99)
Fターム[4E068CE06]に分類される特許
81 - 99 / 99
レーザ加工装置およびレーザ加工方法

【課題】 多間接ロボットの動作に起因するファイバ長さの過不足を解消して光ファイバの破損を防止することができ、レーザ加工範囲を拡大することができるレーザ加工装置を提供する。
【解決手段】 屈曲可能な多間接アーム10を有する多間接ロボット2と、多間接ロボット2のアーム先端に設けた集光装置21と、レーザ光を励起、増幅するレーザ発振器32と、レーザ発振器32から発振されたレーザ光を集光装置21へ伝達する光ファイバ31とを備え、集光装置21から被加工物へレーザ光を照射して加工するレーザ加工装置1であって、光ファイバ31の伝達経路に、集光装置21までの経路長を変更可能な光学手段40を介設した。
(もっと読む)
レーザ溶接方法

【課題】鋼板同士を所定の厚み分の隙間が開いている状態のままレーザ溶接することにより、レーザ溶接時に分解ガスが発生せず、金属板の過熱により微量の蒸発ガスが発生したとしてもそのガスが開放されることによって、ブローホールが生ぜず、安定した良好な溶接ビードを得、溶接強度を向上させる。
【解決手段】少なくともいずれか一方の鋼板が亜鉛メッキ鋼板からなるワーク11,12を溶接するためのレーザ溶接方法であって、前記ワークに定められている溶接点以外の部位に所定の厚みの仮止め部材14を介在させて両鋼板を仮止めし、前記ワークに定められている溶接点を前記所定の厚み分の隙間が開いている状態でレーザ溶接を行う。
(もっと読む)
ロボット動作教示方法
【課題】レーザ溶接によるリモート溶接のロボット動作を確実に教示することのできるロボット動作教示方法を提供する。
【解決手段】ロボットシミュレーション装置に、レーザ溶接可能範囲をロボットの一部として設定し、この溶接可能範囲を移動させて溶接点との干渉チェックを行って、干渉する部分を溶接可能時間とし、溶接点ごとに溶接可能時間の重複しない部分Aではその後の溶接時間が速くなるように溶接可能範囲の移動速度を速め、溶接できない部分Cでは溶接可能範囲に入るように溶接可能範囲の移動速度を遅くする。
(もっと読む)
レーザ溶接方法及びレーザ溶接ロボット
【課題】 溶接工程のサイクルタイムを短縮し、加工能率を向上することができるレーザ溶接方法及びレーザ溶接ロボットを提供する。
【解決手段】 ロボット本体と、ロボット本体に装備され、加工対象物に向かってレーザ光を照射するレーザヘッドと、を備えたレーザ溶接ロボットを用い、レーザヘッドから照射されたレーザ光を移動させて、加工対象物の多数箇所を順次溶接するレーザ溶接方法において、非溶接時にレーザ光を出射したままの状態で、焦点をぼかしてレーザ光を次の溶接箇所まで移動させる。非溶接時に、焦点をぼかした状態でレーザ光を移動させることも可能である。
(もっと読む)
レーザ溶接装置、レーザ溶接システム、およびレーザ溶接方法
【課題】光ファイバが自在に移動可能なレーザ溶接装置を提供する。
【解決手段】レーザを所定方向へ反射させる放物面鏡101と、放物面鏡101の焦点位置に光ファイバ6のレーザ射出端61を保持し、レーザ射出端61を支点として光ファイバが自在に移動、回転することができるように光ファイバ6を保持するボールジョイント102とを有し、レーザ加工ヘッド3の動きによらず光ファイバ6が自在に動くことができ、かつ、レーザの照射方向は放物面鏡101によって常に一定方向となるようにした。
(もっと読む)
レーザ溶接教示装置及び方法
【課題】 スキャナ動作の教示を簡単にし、ロボットの溶接作業時間の短縮を可能にするレーザ溶接教示装置及び方法を提供する。
【解決手段】 レーザ溶接教示装置10は、ワークWに対し溶接作業を行う溶接ロボット12を制御するロボット制御装置14に接続されて、ロボット制御装置14に対し種々の指示を送る。溶接ロボット12の作業ツール16には、レーザ発振器18が接続されるとともにレーザスキャナ20が設けられる。高速移動可能なレーザスキャナ20を用いることにより、エアカット動作時のロボット12の動作が大幅に削減され、システム全体としてのサイクルタイムも大幅に短縮される。
(もっと読む)
レーザ溶接装置、レーザ溶接システム、およびレーザ溶接方法
【課題】レーザの合焦点におけるスポット径を焦点距離に依存せずに変更することができるレーザ溶接装置を提供する。
【解決手段】レーザを収束させて合焦点に合焦させる第1のレンズ31と、第1のレンズ31に入射するレーザを拡散させる第2のレンズ32と、レーザ発信器から導かれたレーザの拡散を防止して第2のレンズ32へ導く第3のレンズとを有し、第1〜第3のレンズ31〜33の相互間の距離を変更することで、第1のレンズに入射されるレーザの拡散角度および光束幅を変更することで、焦点距離を変更すると共に、焦点距離に依存させずに合焦点におけるスポット径を変更する。
(もっと読む)
ロボットシステム
【課題】ロボットが教示経路に沿って移動するとともに、工具の駆動軸を制御して操作者が所望する加工経路上にレーザビームを移動させるロボットシステムを提供する。
【解決手段】複数の駆動軸を有するロボット1と、ロボット1の先端部に取り付けられ複数の駆動軸を有する工具3と、ロボット1および工具3の各駆動軸を制御するロボット制御装置と、工具3に接続されたレーザ発振器5とを備えるロボットシステムにおいて、ロボット1はロボットの駆動軸の駆動によって工具3を移動せしめ、工具3は工具の駆動軸の駆動によってレーザ発振器5から入射されるレーザビームを対象物へと照射し、ロボット制御装置2は、ロボット1の駆動軸と工具3の駆動軸とを同期して制御するようにした。
(もっと読む)
レーザブレージング加工方法および加工装置
【課題】ーザ加工ヘッド周りの構造のコンパクト化と簡素化を図り、レーザブレージング加工設備として効率良くレーザブレージング加工を行えるようにした装置を提供する。
【解決手段】加工点位置(レーザ光照射位置)Pよりも接合進行方向前方側に位置する加圧ピン8を設け、加圧ピン8にパネルガイド溝15とフラックス吐出口17を形成する。パネルガイド溝15にてパネルW2側のフランジ部Fを受容して、そのフランジ部Fに倣わせるようにして加圧ピン8をレーザ加工ヘッドとともに移動させながら、加工点位置(レーザ光照射位置)Pとなるべき内隅部Rフラックスfを塗布する。その上で、溶加材ワイヤにレーザ光を照射してブレージングビードを形成する。
(もっと読む)
レーザ溶接の制御装置および制御方法
【課題】レーザ溶接によるリモート溶接の作業効率を向上させる制御方法を提供する。
【解決手段】ロボットアームに取り付けられたレーザ加工ヘッド3を、一つの溶接点201の溶接中にも次の溶接点202方向へ向けて一定速度でその位置をa〜jに移動させつつ、反射鏡11は一つの溶接点201の溶接終了までその溶接点201方向にレーザ100が照射されるように回動させ、一つの溶接点の溶接終了時に反射鏡11を高速回動させて次の溶接点201にレーザ100を向ける。これを連続する溶接点201〜206の溶接が終了するまで繰り返す。
(もっと読む)
空気中を通過する可変光学経路区間を備えたアクティブビーム供給システム
レーザエネルギ供給システムはリレーイメージングシステムを備える。レーザエネルギを受け取るよう配置された入力光学装置、入力光学装置に対する入射角が調節可能な伝送ミラー、及び、ロボット搭載光学組立品が、レーザエネルギを移動可能なターゲット像平面に向けるように構成されている。レーザエネルギは、伝送ミラーから受光ミラーまでの空気中において、長さ及び入力光学装置に対する角度が変更可能な基本的に一直線の区間を含む光学経路をたどる。加工ヘッドに搭載された診断用装置によって処理が容易となる。  (もっと読む)
(もっと読む)
車両マーキング装置
レーザーを用いて信頼性のある態様で車両のウインドウにマークを付与することを可能とするために、本発明は、レーザービームを生成するレーザーエミッタ(4)と、レーザービーム搬送手段(5)と、マークを画成する経路内にレーザービームを偏向させる手段を含むマーキングヘッド(6)と、互いに対して関節結合された少なくとも2つのアーム部(7,8)を含むアームとを含む車両マーキング装置であって、マーキングヘッドがアーム部の1つに設けられ、マーキングヘッド(6)がマークされるべき車両部分に接触する位置まで移動されることができるようにした車両マーキング装置を提供する。アーム部(7,8)を駆動する手段が設けられる。マークが車両の選択された部分上に作成されることができるように駆動手段、レーザーエミッタ(4)及びマーキングヘッド(6)を制御するコントローラ(17)が設けられる。 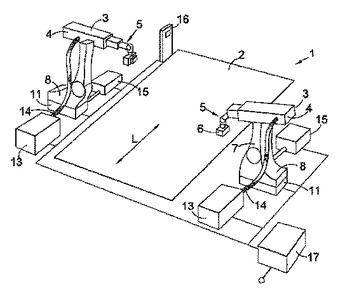 (もっと読む)
(もっと読む)
レーザ加工機
【課題】集光性がYAGレーザ又は他のレーザと比べて劣ることが無く、かつ、従来技術において必要であった光ファイバへ集光するレーザ発振器用集光レンズ光学系及び光ファイバを除くことができ、エネルギ損失を低減できるレーザ加工機を提供する。
【解決手段】加工点の近くに取付けたレーザダイオードと、希土類元素が添加されたコアとこのコアの外周を取囲む第1クラッドとこの第1クラッドの外周を取囲む第2クラッドとから成りレーザダイオードから出力された励起光が入力されて、レーザ光に変換されて増幅しレーザトーチ用集光レンズ光学系に直結したダブルクラッドファイバと、ダブルクラッドファイバから出力されたレーザ光を集光して被加工物に照射するレーザトーチ用集光レンズ光学系とを備えたレーザ加工機。
(もっと読む)
レーザ加工装置
【課題】 レーザ加工装置における加工効率の向上。
【解決手段】 ロボット制御装置10が制御するロボット軸#1〜#6で動作する6軸ロボット1のアーム先端部に加工ツール2を搭載する。加工ヘッド3は、横移動機構支持ベース6に設けられた横移動機構(リニアモータ)7上に設けられ、支持ベース6は、縦移動機構5上で移動可能なキャリア4で支持される。縦横の移動機構5、7は、ロボット制御装置10が制御する付加軸#7、#8で駆動される。ワークWの非加工区間P2−P3、P5−P6等については、付加軸#7、#8のみの動作で加工ヘッド3を高速移動させ、サイクルタイムを短縮する。付加軸を移動させた場合には、その都度、アーム先端部に固定された点Fに対する制御点(ツール先端点)A、Bの相対位置のデータを修正する。
(もっと読む)
レーザ加工用ロボット及びロボットシステム
【課題】 レーザ加工作業中に光ファイバに生じ得る絡みや撓みの問題を解消でき、しかもロボットの外形寸法の増加を効果的に抑制できるレーザ加工用ロボットを提供する。
【解決手段】 マニピュレータ14の腕部28は、第1制御軸44に関して固定配置される第1部材48と、第1制御軸44に関して回転可能に第1部材48に支持され、手首部26を有する第2部材50とを備え、配線通路52が第1及び第2部材の内部に連続して形成される。第1部材には光ファイバ導入口54が設けられ、第2部材の手首部には光ファイバ導出口56が設けられる。レーザ加工ツール18は、第2制御軸46に関して旋回可能な装着部60と、装着部に内設され、光ファイバ22から出射されたレーザ光を反射してノズル部64のレーザ光通路62に導く反射部66とを備え、光ファイバの出力端面22aが、光ファイバ導出口56と反射部66との間に位置決めされる。
(もっと読む)
スポット接合用摩擦撹拌接合装置
【課題】 接合ツールの磨耗を低減することができるスポット接合用摩擦撹拌接合装置を提供する。
【解決手段】 被接合物3に形成される被接合部分3aに接合ツール4を没入させる前に、被接合部分3aにレーザ光を照射させて、被接合部分3aを軟化温度に達するまで加熱させる。これによってツール没入直後の摩擦接触によってする被接合部分3aの加熱を、レーザ光による加熱で置き換えることができる。接合ツール4が被接合部分3aに接触する段階では、既に被接合部分3aは高温に加熱されて軟化している。したがって被接合部分から接合ツール4に与えられる抵抗力および衝撃力を小さくすることができる。このようにして接合ツール4、特に先端のピン部6にとって磨耗損失の点で最も過酷な接合初期の摩擦発熱過程をレーザ加熱で置き換えることで、接合ツール4に生じる磨耗を低減することができる。
(もっと読む)
レーザ照射を伴うアーク溶接のアーク開始方法、該方法を行なう溶接装置及び制御装置
【課題】ハイブリッド溶接において、溶け落ちを防止しつつアーク開始を確実に起きない、溶接品質を向上させる。
【解決手段】ロボット制御装置から、レーザ照射開始指令が、アーク発生前のレーザパワー指令条件とともにレーザ発振機に対して指令される。アーク発生前のレーザパワー指令は、入熱量を抑えるもので、(*1)〜(*3)の中から母材材質、厚さ等の条件に応じて選択する。アーク溶接開始指令は、溶接電圧、ワイヤ送給速度指令とともに、アーク溶接電源に対して指令される。アーク溶接指令がなされ、ワイヤが母材に接触するまでは、無付加電圧となる。また、ワイヤ送給速度はアークが発生するまでは遅く指令される。
ワイヤが母材に接触し、アークが発生するとそれが検出され、レーザパワー指令条件が加工用の条件に変更される。
(もっと読む)
レーザ、制御装置、遠隔制御装置、およびレーザ加工する方法
レーザ加工ヘッドを遠隔操作する制御装置は、レーザ加工ヘッドとレーザ加工ヘッドから離れた位置にある作動手段を含む。変換手段は、レーザ加工ヘッドと作動手段との間に接続される。変換手段は、作動手段の動作をレーザ加工ヘッドの動作に変換する。変換手段は、レーザ加工ヘッドに連結される第1端部と、作動手段に連結される第2端部とを有するケーブル制御手段を含む。レーザ加工ヘッドは、ロボットアームに滑走可能に連結されている。作動手段は、レーザ加工ヘッドをロボットアームに対して相対的に直線状に動かす。高さセンサ装置は、レーザ加工ヘッドと加工製品との間の測定に基づいて高さ信号を生成する高さセンサを含む。高さセンサ電子回路部は高さセンサから離れた位置にあり、高さ信号を受信する。 (もっと読む)
レーザ照射による金属組織の微細化方法及び装置
【課題】 鉄基合金の溶接接合部等所望の部位の結晶組織を微細化し、金属材料に機械的特性わけても疲労強度むらのない材料を得ることができる金属組織の微細化方法および装置を提供すること。
【解決手段】 鉄基合金材料に材料表面が溶融しない条件下に1回乃至20回のレーザ照射による急速加熱および急速冷却を施す。疲労による損傷を受けた鉄基合金材料の該疲労損傷部にレーザビームを照射して溶融・凝固せしめた後、該溶融・凝固部およびその近傍に、材料表面が溶融しない条件下に1回乃至20回のレーザ照射による急速加熱および急速冷却を施す。
(もっと読む)
81 - 99 / 99
[ Back to top ]