
Fターム[4E068CE06]の内容
レーザ加工 (34,456) | レーザ光と加工物の相対移動 (3,368) | 多軸走査型(3軸以上) (215) | ロボットによるもの (99)
Fターム[4E068CE06]に分類される特許
41 - 60 / 99
レーザヘッドトーチの調整方法、レーザヘッドトーチ及び溶接ロボット
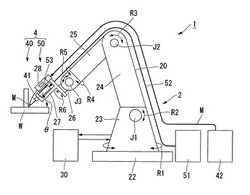
【課題】溶接ロボットにおいてレーザヘッドトーチを目標の方向に正確かつ効率的に調整することが可能なレーザヘッドトーチの調整方法、レーザヘッドトーチ及びレーザヘッドトーチを提供すること。
【解決手段】レーザトーチ53が設けられる手首部26と、この手首部26に連接される少なくとも1つのアーム部25と、前記手首部26のティーチング操作を記憶する制御部30とを備えた溶接ロボット1であって、前記手首部26又は前記レーザヘッドトーチの光軸との相対的な向きが保持されるように角度計測機器28を設け、前記角度計測機器28の測定値に基づいて前記手首部26、アーム部25を作動させることにより前記レーザヘッドトーチ53が目標とする目標角度に調整することを特徴とする。
(もっと読む)
化粧品の製造方法、化粧品の製造装置、及び、化粧品

【課題】化粧品の表面に所望する模様などを正確に形成することができる化粧品の製造方法及び化粧品の製造装置と、表面に所望する模様などが正確に形成された化粧品を得る。
【解決手段】本発明の製造装置は、化粧料を所定形状に成型してなる成型品を、所定形状の部分体に切断するレーザー光発信器と、前記レーザー光発信器を支持しているとともに所定範囲でレーザー光照射位置を変化自在なレーザー光発信器支持部と、前記部分体を所定範囲内の所望する位置に移送する移送手段とを有している。本発明の製造方法は、前記成型品それぞれに、レーザー光を照射して所望形状に切断し、複数の部分体を形成する部分体形成工程と、受皿内において、前記複数の部分体を所定の模様となるようにそれぞれ嵌合配置する嵌合配置工程とを有している。これら製造装置又は製造方法によって本発明の化粧品を得る。
(もっと読む)
耐熱超合金から成るワークを溶接する方法と装置
本発明は耐熱超合金から成るワーク(9)を溶接する溶接装置に関する。この装置は、ワーク表面(10)に入熱領域(11)を発生するための熱源(3)と、入熱領域に溶加材(13)を供給するための供給装置(5)と、熱源(3)と一方では供給装置(5)との、他方ではワーク表面(10)との相対運動を発生するための移送装置(15)とを有している。この溶接装置はさらに、材料の凝固時における冷却速度が少なくとも8000ケルビン温度/秒であるように溶接出力並びに入熱領域(11)の直径が調整されるように相対運動を実施する制御プログラムを備えた制御装置(17)を有している。 (もっと読む)
レーザ溶接方法、この溶接方法によって形成された溶接物、およびレーザ溶接システム
【課題】レーザ溶接の工程時間を短縮する。
【解決手段】レーザ照射装置を停止させる際に、移動途中の減速域A2−A3で溶接点へ向けてレーザ照射を開始し、レーザ照射を継続させつつレーザ照射手段を停止させ、停止後の区間A3−A4で所定の加工パターンの溶接を行い、さらに増速区間A4−A5でもレーザ照射を継続する。
(もっと読む)
金属メッキ板のレーザー溶接方法
【課題】ブローホール等の溶融欠陥の形成の無い、良好な溶接を確実に実現する亜鉛メッキ鋼板のレーザー溶接法を提供する。
【解決手段】下板11と上板12の重ね合わせ部分における経路K1に沿って、エネルギー密度が高く、狭い照射領域19aを有した第1のレーザー光18aを移動させながら照射することにより、狭い照射領域19aの鋼板部分を溶融させると共に、狭い照射領域19aを含んでその周辺の重ね面の亜鉛を蒸発、脱気させる。そして、第1のレーザー光18aの照射後に、同じ経路K1に沿って第1のレーザー光18aよりもエネルギー密度が低く、且つ第1のレーザー光18aよりも広い照射領域19bを有した第2のレーザー光18bを移動させながら照射することにより、広い照射領域19bの鋼板部分を溶融して、溶接接合させる。
(もっと読む)
金属メッキ板のレーザー溶接方法
【課題】溶接条件の最適化を容易にし、しかも、溶接しようとする経路が曲線の場合であっても、ブローホール等の溶融欠陥の形成の無い、良好な溶接を確実に実現することができるメッキ鋼板のレーザー溶接法を提供する。
【解決手段】下板11と上板12の重ね合わせ部分における経路K1に沿って、エネルギー密度が低く、広い照射領域19aを有した第1のレーザー光18aを移動させながら照射することにより、広い照射領域19aに対応した重ね面の亜鉛を蒸発、脱気させる。そして、第1のレーザー光18aの照射後に、同じ経路K1に沿って第1のレーザー光18aよりもエネルギー密度が高く、第1のレーザー光18aよりも狭い照射領域19bを有した第2のレーザー光18bを移動させながら照射することにより、狭い照射領域19bの鋼板部分を溶融して、溶接接合させる。
(もっと読む)
重ねレーザ溶接装置、および重ねレーザ溶接方法
【課題】簡単な構成で、被溶接部材が傾いている場合であっても、加圧する部分を確実にその傾きに倣わせて被溶接部材を密着させてレーザビームにより接合する。
【解決手段】本発明の重ねレーザ溶接装置は、重ね合わせた複数の被溶接部材W1,W2を加圧して互いに密着させ、レーザビームLBを溶接箇所に照射するもので、重ね合わせた複数の被溶接部材W1,W2に対して移動可能に設けられており内部にレーザビームLBが案内されるノズル1と、このノズル1の先端に保持された球状部材2とを備え、ノズル1の先端内側には、球状部材2を摺動可能に保持するための球状部材保持部10が形成されており、球状部材2は、ノズル1内に案内されたレーザビームLBを透過させるレーザビーム透過部20と、その先端開口周囲にわずかに突出するよう形成されて、重ね合わせた複数の被溶接部材W1,W2に当接され加圧する加圧部21とを有している。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】ワークの加工部位の裏面を効率よくシールドガスで覆い、高品位のレーザ加工面を得る。
【解決手段】ワーク6の加工部位の裏面側に配設され、外周囲からワーク6の加工部位の裏面側に流れ込むガス流28、29を生成し、このガス流をワークのレーザ加工部位の裏面を覆うようにガス流を指向させる指向性付与手段Fと、ワークのレーザ加工部位の裏面を覆ったガス流29を、レーザ加工時に発生するスパッタと共に加工部位の裏面から遠ざかる方向に導出する中空の筒体21とを設ける。
(もっと読む)
レーザ溶接装置
【課題】ワークを治具に投入するときの作業性を高め得るレーザ溶接装置を提供する。
【解決手段】レーザ溶接装置は、レーザビーム21を照射してレーザ溶接を施すワーク100をセットするための受け面35が形成された下治具30(第1の治具)と、下治具に対して相対的に接近離反移動自在に設けられ下治具に重ね合わされる上治具40(第2の治具)と、上治具に設けられワークを受け面に押し付けるためのクランプ手段50と、を有する。下治具にはワークを保持する機能を持たせ、上治具にはワークを押え付ける機能を持たせ、下治具および上治具のそれぞれに異なる機能を分担させ、クランプ手段を下治具に設けていない。
(もっと読む)
キーホールを安定化させることのできるノズルを使用するレーザー溶接法
本発明は、溶接ノズル(B)を使用してレーザービーム(A)で溶接する方法であって、前記ノズルは、軸(X−X)を有し、少なくとも1つの上部表面(6)と、下部表面(7)と、周縁壁(5)とを備えたノズル本体(1)と;ノズル本体(1)の上部表面(6)と下部表面(7)との間に延び、前記周縁壁(5)の表面から窪んだ外側チャネル(2)を規定する軸方向キャビティ(2)と;ノズル本体(1)を貫通して上部表面と下部表面(6、7)との間に開けられた複数の内側通路(3)とを具備している方法に関する。本発明のレーザー溶接方法は、溶融金属浴と機械的に相互作用する動力学的ガスジェットを与え、さらに前記浴の流体力学的な流れのより好適な制御、したがってより良好なレーザー溶接効率を可能にする。 (もっと読む)
レーザ溶接方法およびレーザ溶接システム
【課題】ポロシティの発生を防止して、溶接品質を向上させることのできるレーザ溶接方法を提供する。
【解決手段】防錆層53を持つ鋼板51、51同士の間に隙間を与えて、防錆層53が蒸発し、かつ鋼板が溶けない熱量となるようにレーザ光60をプレ照射し、その後、鋼板同士を接触させて溶接可能な熱量となるようにレーザ光を照射して溶接する。プレ照射により隙間から完全に防錆層物質を蒸発させた後、溶接を行うこととなるためポロシティの発生を防止することができる。
(もっと読む)
金属部品のレタッチ方法
【課題】高温でろう付けすることによって接合された金属部品をレタッチする方法であって、レタッチレーザがパルスモードで使用される方法を提案すること。
【解決手段】本発明は、高温でろう付けすることによって接合された金属部品をレタッチする方法に関する。ろう付けされた区域は、レタッチレーザを用いてレタッチされ、レタッチレーザのピークパワーは、1500Wから3000Wの間であり、レタッチレーザは、パルスモードで使用される。
(もっと読む)
レーザ加工ロボット
【課題】 大出力のレーザ発振器を用いて高速でかつ高精度でレーザ加工をおこなうことができ、被加工物や治具等との干渉が少ないレーザ加工ロボットを提供する。
【解決手段】 垂直多関節形ロボット1の第3軸J3により駆動されるアーム10の先端部に、第3軸J3の軸線に対して直角方向に延びる第4軸線S4とこの第4軸線に直交する第5軸線S5の回りに2つの回転自由度を有し先端に集光部24をそなえた手首部20であって、第4軸線S4に沿って入射したレーザビームを第5軸線S5上に設けた2つのベンドミラー25,26により第5軸線S5を経て集光部24へ偏向するレーザビーム伝送路を内部にそなえてなる手首部の基部20aを、取付けるとともに、手首部の基部20aに向って第4軸線S4と同軸状にレーザビームを出力するレーザ発振器30を、アーム10に搭載した。
(もっと読む)
溶接方法と溶接用レーザ加工ヘッド
【課題】ルーフパネルのルーフサイド部でのブレージングに際して、しわや応力の集中による表面ひずみの発生を抑制できるようにした方法を提供する。
【解決手段】ルーフパネル1のフロントエンド部1aおよびリアエンド部1bのレーザブレージングに続いて、双方のルーフサイド部1cをルーフサイドレールと接合するべくレーザブレージングを施す。その際、ルーフサイド部1cの長手方向中央部を終点として矢印PL1,PR1で示すように1パス目のブレージング行い、それに続いて同じく長手方向中央部を終点として矢印PL2,PR2で示すように2パス目のブレージング行う。その結果、ルーフパネル1の中央部においてブレージングに伴うしわや応力を広く分散させて、表面ひずみを抑制できる。
(もっと読む)
ハイブリッド溶接装置
【課題】ハイブリッド溶接は、高速溶接を行う溶接方法であるため、アーク溶接も大電流での溶接となる。ところが溶接開始時から大電流にすると、関節ロボットにハイブリッド溶接機を取り付けて溶接を行う場合、レーザと同期を取るためにロボットが停止している間、過入熱となる可能性がある。また、溶接開始時、レーザの熱が入らないと溶け込みが浅くなり、溶接ビードが凸形状になる可能性がある。
【解決手段】レーザとアークを複合して被溶接材の溶接を行うハイブリッド溶接装置において、溶接開始時に、通常のアーク溶接電流より低いアーク溶接電流を流し、前記低いアーク溶接電流が流れたことを確認してから、レーザ照射を開始し、前記レーザ照射の開始を確認してから前記通常のアーク溶接電流値に切り換えて溶接を実施する。
(もっと読む)
レーザ切断装置、レーザ切断方法及びレーザ切断システム
【課題】簡易な制御によって様々な形状の部品をレーザ切断できると共に、切断済みの部品への粉塵等の付着や疵付きを防止でき且つその部品を確実に支持して送り出すことができるレーザ切断装置、レーザ切断方法及びレーザ切断システムを提供する。
【解決手段】本レーザ切断装置5は、板状の材料11を送り方向に移送する材料移送手段Aと、材料に向けてレーザ光を照射可能な加工ヘッドBと、加工ヘッドを材料の送り方向X及び幅方向Yに移動させるためのヘッド移動手段Cと、加工ヘッドの下方部の上流側で材料を支持し、且つ、加工ヘッドの送り方向への移動に伴って材料の支持領域R2を送り方向に拡縮する上流側支持手段(ベルトコンベア機構F)と、加工ヘッドの下方部の下流側で切断済みの部品を支持し、且つ、加工ヘッドの送り方向への移動に伴って切断済みの部品の支持領域R1を送り方向に拡縮する下流側支持手段(ベルトコンベア機構E)と、を備える。
(もっと読む)
レーザ加工方法
【課題】移動手段に設けた加工ツールによりワークの加工線をレーザ加工する際に、加工線に沿ってトーチを正確に移動させ、高精度な溶接を行う。
【解決手段】トーチ20を停止させた状態で、マスタワークWmに対応して、加工ツール14を第1センサシステム22が照射位置Pmを計測するとともに、第2センサシステム24が先行位置Qmを計測する。照射位置Pmとワーク形状を示す基準データにおける照射位置Piとの第1偏差Δxを加工線に沿った系列データとして求める。トーチ20からレーザを照射させた状態で、実ワークWに対応して加工ツール14を加工線に沿って移動させながら、第2センサシステム24先行位置Qrを計測する。先行位置Qr先行位置Qmとの第2偏差Δyを系列データとして求める。第1偏差Δx及び第2偏差Δyに基づいて実際の照射位置Prを演算して、加工ツール14の位置を補正する。
(もっと読む)
レーザ溶接方法、被溶接物、及びレーザ溶接装置
【課題】フランジ幅が短い場合であってもローラの脱線がないレーザ溶接方法及びレーザ溶接装置、並びに当該レーザ溶接方法で溶接された被溶接物を提供すること。
【解決手段】レーザ溶接装置で、長手方向を溶接方向とし当該長手方向において略同一幅を有するフランジ部をステッチ溶接する際、フランジ部の幅方向における端部からの距離が所定値以上となるよう、ステッチごとのレーザ溶接開始点の位置を補正し、ステッチ長をS、フランジ部の長手方向の全長をL、幅方向の中心位置が全長L内においてばらつく幅をσ、溶接目標となる軌跡T0からの実際の溶接線T1のずれをΔxとしたとき、
S≦L・Δx/σ
を満たす長さのステッチ長にてステッチ溶接を行なう。
(もっと読む)
レーザ溶接装置、レーザ溶接方法
【課題】貫通痕が少ないレーザ溶接方法およびそのための装置を提供する。
【解決手段】加工用パターンの開始時点k1では、ワークW1およびW2を貫通する程度の入熱量h1となるようにレーザ光を照射し、その後の区間k2はワークW1およびW2を貫通しない程度の入熱量h2となるようにレーザ光を照射する。
(もっと読む)
レーザ溶接装置
【課題】溶接品質の向上を図ることが可能なレーザ溶接装置を提供すること。
【解決手段】レーザ溶接装置1は、第1及び第2の基体10,12と、LMガイド22と、駆動モータ14と、レーザヘッド16dと、第1及び第2の緩衝材18,20とを備える。LMガイド22は、第1及び第2の基体10,12を案内する。駆動モータ14は、第1の基体10を駆動させる。レーザヘッド16dは、第2の基体12に搭載されている。第1及び第2の緩衝材18,20は、第1の基体10と第2の基体12との間に配置されている。そのため、駆動モータ14によって第1の基体10が駆動されることで、第2の基体12が第1の緩衝材18を介してLMガイド22による第1の基体10の案内方向と同一方向に駆動されることとなる。
(もっと読む)
41 - 60 / 99
[ Back to top ]