
Fターム[4E068CH06]の内容
Fターム[4E068CH06]に分類される特許
1 - 20 / 24
シールドガス流量制御装置
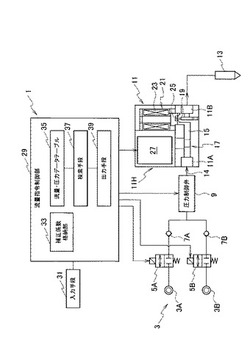
【課題】共通の体積流量計を用いて種類の異なるシールドガスの流量を制御することのできるシールドガス流量制御装置を提供する。
【解決手段】種類が異なるシールドガス3A,3Bを供給する複数のシールドガス供給源3と、レーザ溶接加工位置へシールドガスを噴射するガス噴射ノズル13と、当該ガス噴射ノズル13と前記シールドガス供給源3とを接続した接続管路14中に配置され、前記ガス噴射ノズル13へのシールドガスの流量を制御するための体積流量計11と、当該体積流量計11に流入されるシールドガスの圧力を所望の圧力に制御自在の圧力制御弁9とを備え、前記体積流量計11に対してシールドガスの流量を指令する流量指令制御部29に、前記圧力制御弁9の設定圧とシールドガスのガス種とガス流量とを関連付けして格納した流量・圧力データテーブル35を備えている。
(もっと読む)
インジェクタ体の噴射孔加工方法

【課題】製造工数を少なくすることができるインジェクタ体の噴射孔加工技術を提供することを課題とする。
【解決手段】第1の噴射孔の下孔が貫通した後はレーザ出射側をレーザ入射側より低圧にすることで第1の噴射孔を通過するガスの流量を計測し、第2の噴射孔はレーザ出射側をレーザ入射側より低圧にすることでそれまで開けた複数の噴射孔を通過するガスの流量を計測するようにした噴射孔加工方法において、インジェクタ体の壁部にレーザ光を照射するレーザ照射工程と、噴射孔を通過するガスの流量を計測する流量計測工程と、計測した流量を予め決定した目標流量と比較する比較工程と、計測した流量が前記目標流量に到達したときにレーザ光の照射を停止するレーザ停止工程と、を繰り返して複数個の噴射孔を形成する。
【効果】製造工数を少なくすることができるインジェクタ体の噴射孔加工技術を提供することができる。
(もっと読む)
鋼板のレーザ溶接方法およびその装置
【課題】スパッタによる光学部品損傷の防止、および被溶接材へのスパッタの付着を防止することができるレーザ溶接方法を提供する。
【解決手段】複数の結晶体から構成される発振機11から放出され、光ファイバ12により伝送され、光学系14で集光されたレーザビームを用いて突き合わされた鋼板を溶接する方法であって、光学系と鋼板との間に、レーザビームの照射により形成される溶融池Cから飛散するスパッタに向け、横方向から、前記溶融池に直接あたらないように気体を噴射する第1の気体噴射手段17を配置し、該第1の気体噴射手段の噴射口の下端に沿う延長線Akと溶融池との垂直距離が3mm以下の範囲となるように溶融池の直上を横切って気体を噴射しながらレーザビームを照射して溶接することを特徴とする。
(もっと読む)
レーザ反応表面処理方法およびレーザ反応成形加工方法
【課題】鋳鉄をエキシマレーザによりアブレーション加工して表層部の黒鉛を分解除去し、その部分に陥没部を無数に形成させ摺動面を形成する方法は、装置価額が高価なエキシマレーザを使用しなければならず、汎用性が乏しい。また、黒鉛ブロック、窒化ケイ素部品などの難切削材の加工は切削工具による切削・除去加工が困難であり、その加工速度が非常に制限される。
【解決手段】本発明は、球状黒鉛鋳鉄や可鍛鋳鉄などの表面をより波長の長いレーザで加熱しつつ、反応ガスをノズルで供給し、表層部の黒鉛を炭素と酸素又は二酸化炭素(CO2)との反応させ、ガス化して除去し、陥没部を多数形成させる。この処理表面が摺動部品の摺動特性を改善できる。またカーボンブラックや窒化ケイ素などの難切削材料の切削・成形加工を反応ガスを用いて溝掘り加工、彫刻加工などの除去・成形加工をするレーザ反応加工を解決手段として提案している。
(もっと読む)
切断機
【課題】 排気室の排気口近傍に排煙を到達させられるだけの風量を排気室に送り込むことができるようにする。
【解決手段】 切断機は、テーブル(12)内部を仕切って並設された複数の排気室(34A−34F)と、各排気室の一端側に設けられた送風口(126A−126F)と、各排気室の他端側に設けられた排気口(136A−136F)と、テーブルの外側に移動しながら、少なくとも一つの排気室にその排気室の送風口から風を送る、移動方向に並べられた複数のファン(151A−151F)とを備える。複数のファンは、一つの排気室の送風口に二以上のファンが対向するような間隔で並べられており、それら二以上のファンにより同時に一つの排気室に風を送るようになっている。
(もっと読む)
レーザ光線を使用してワークピースを加工する装置
ワークピースホルダとレーザ加工ユニットと前記レーザ加工ユニットおよびワークピースホルダを互いに相対的に移動させる駆動ユニットと装置制御装置とガス供給装置とからなる、特に金属をレーザ切断する装置等の、レーザ光線を使用してワークピースを加工するための装置において、前記ガス供給装置が少なくとも1個のガス源と前記レーザ加工ユニットに割り当てられたガスノズルと前記ガスノズルと前記少なくとも1個のガス源を結合する配管構成と前記配管構成内に配置されガス制御ユニットと結合された少なくとも1個の比例圧力制御弁(4)を備える。前記比例式圧力制御弁(4)は圧電気圧式のパイロットステージ(14)とそれによって付勢される気圧式の出力ステージ(13)を含む。 (もっと読む)
レーザ溶接装置
【課題】不活性ガスの加熱することにより溶接中の被溶接物の溶接部付近を冷やすことなく、溶け込み深さ、溶接強度を安定させ、且つ溶接部の酸化防止をするレーザ溶接装置を提供する。
【解決手段】吸収率の低い被溶接物にレーザ溶接をするレーザ溶接装置であって、被溶接物にレーザを照射するときに用いる開口部と、不活性ガスを供給するための開口部を備える加工ヘッドと、供給もとより送られてくる不活性ガスを予め設定した温度に加熱してシールドガス供給配管に加熱した不活性ガスを供給するガス加熱器と、加工ヘッドに接続され、加熱した不活性ガスを加工ヘッドに供給するシールドガス供給配管と、シールドガス供給配管から分岐し、開口部と被溶接物付近に加熱した不活性ガスを供給するサイドガス供給配管と、を備えるレーザ溶接装置である。
(もっと読む)
溶接部の品質を制御する方法
【課題】溶接部の品質を制御し、改善するための方法を提供する。
【解決手段】熱源の周囲にシールドガスカーテン7を生成する工程と、前記シールドガスカーテン7から放射状に外側に位置し、放射状に外側向きの速度成分を有するシュラウドガスカーテン16を生成する工程とを含む。前記シールドガスカーテンと前記シュラウドガスカーテンを構成することによって、結果として生じる前記溶接部の力学的な及び/又は表面の特性を制御する。また、シールドガスを実質的に溶接位置の周辺近くに閉じ込めて集中させる方法、及び溶接操作においてシールドガスを実質的に再生して再利用する方法に関する。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】安定した良好な溶接を容易に行なうレーザ加工装置を得ること。
【解決手段】加工ヘッドから出射するレーザ光1を板材2a,2bに照射して板材2a,2b同士の溶接を行なうレーザ加工装置において、加工ヘッドは、レーザ光1を板材2a,2bの溶接位置に出射するとともに、板材2a,2bの溶接位置から空気を遮断するシールドガス5をレーザ光1の出射軸と同軸方向で板材2a,2bの溶接位置に吹き付ける内側加工ノズル31と、内側加工ノズル31の周縁部を囲うよう配設されて、板材2a,2bの溶接位置から空気を遮断するシールドガス6をレーザ光1の出射軸と同軸方向で板材2a,2bの溶接位置に吹き付ける外側加工ノズル32と、を備え、第1のシールドガスの比重を、第2のシールドガスの比重よりも大きくする。
(もっと読む)
鋼板の重ね部のレーザー溶接方法
【課題】高強度薄鋼板のレーザー溶接に関し、重ね部の溶接部の割れを低減できる溶接方法を提供する。
【解決手段】複数の鋼板を重ね合わせ、重ね部の最上段の上面にレーザービームを照射し、最下段の鋼板下面まで溶融させつつ溶接する方法において、重ね部の溶融部近傍の上面および下面に露点が15℃以下のシールドガスを供給して溶接する。
(もっと読む)
レーザ加工ヘッド及びレーザ加工方法
【課題】レーザ加工用ガスの噴射圧力を微調整することが容易なレーザ加工ヘッド及びレーザ加工方法を提供すること。
【解決手段】レーザ加工ヘッド1は、ノズル部10と流路20,22とを備えている。流路20,22にドライエアGBが供給されると、ドライエアGBが流路20,22を流れることにより負圧が発生する。ノズル部10の内室11と流路20,22の中途とは連通路32,34を介して連通しているので、発生した負圧により、内室11のシールドガスGAは流路20,22に吸引されることとなる。その結果、噴出孔12におけるシールドガスGAの噴射圧力が低下する。ドライエアGBの流量を変えれば、流路20,22に吸引されるシールドガスGAの量を変えることができ、噴出孔12におけるシールドガスGAの噴射圧力を変えることができる。
(もっと読む)
脆性材料の割断方法、および脆性材料の割断装置
【課題】材料ごとに異なる最適な条件を見つけるために費やす多大な時間と材料を削減し、安定した割断が可能なレーザ割断装置及び方法を提供する。
【解決手段】レーザビーム照射点と亀裂の先端近傍の温度を非接触式温度計で計測し、割断が可能な温度領域にあるかを判定し、レーザ出力、材料送り速度、冷却量、レーザビーム径の制御を行い脆性材料割断の最適条件を自動設定した。
温度を一定に保持する囲われた空間(恒温槽)でノズルから冷却材を噴射し気体の流れで冷却材の流れをガイドし、先端近傍を冷却し、かつレーザビーム走査方向前方を冷却せず、割断が可能となるための温度領域の維持を容易にした。
脆性材料を点または線で接触させることで熱の分散を防ぎ、材料を拘束せず割断を促進させた。
(もっと読む)
孔加工方法及び孔加工装置
【課題】管状ワークの閉塞端に必要な開口面積の孔をレーザ加工する際の、孔径の把握をより正確に行い、必要な開口面積の孔をより精密に加工する。
【解決手段】管状ワークWにレーザLを照射して、管状ワークWの閉塞端に孔をレーザ加工する際に、ワーク温度が急激に上昇して、供給手段から管状ワーク内部へと供給されるアシストガスが膨張する。すると、計測手段26により計測される、管状ワーク内部へ供給されるアシストガスの供給量は、実際のアシストガスの流量よりも少なくなってしまう。そこで、管状ワークW内部のアシストガスの膨張量がレーザ出力に比例することを利用して、補正手段32により、アシストガスの供給量の計測値を、アシストガスの膨張に起因するアシストガス供給量の減少分で補正する。補正後の値から管状ワークWの閉塞端に開けられた孔径を求め、正確な孔径を把握する。
(もっと読む)
レーザー加工装置用アシストガス供給方法およびレーザー加工機用アシストガス混合装置。
【課題】レーザー加工装置のアシストガス供給方法において、アシストガスに含まれる酸素ガスの濃度を任意に管理できるレーザー加工装置用アシストガスの供給方法を提供する。
【解決手段】アシストガス供給源2から供給されるアシストガスにレーザー加工機駆動用圧縮空気供給源3−1から供給される圧縮空気を混合した混合ガスをレーザー加工機に供給するレーザー加工機用アシストガス混合装置4において、アシストガス供給源2からアシストガスを供給するアシストガス供給配管51と駆動用圧縮空気供給源3−1から圧縮空気を供給する圧縮空気供給配管52とが接続され、圧縮空気供給配管52に圧縮空気供給源3から供給される圧縮空気の微小な流量を制御可能な流量制御弁を設け、アシストガス供給配管51の下流と圧縮空気供給配管52の下流を接続し、アシストガスに圧縮空気を管理して混合する。
(もっと読む)
孔加工方法及び孔加工装置
【課題】管状ワークの閉塞端に、必要な開口面積の孔をより精密に加工する。
【解決手段】閉塞端を有する管状ワーク内にアシストガスを加圧供給して、前記閉塞端にレーザビームを照射し、開けられた孔からのアシストガス流出量に基づき孔径を把握することにより、必要な開口面積の孔を加工する方法。穿孔中、一回又は数回レーザビームLをオフにすることによって、それ以前の比較的小さなアシストガス流出量Qの振れに対し、比較的大きなアシストガス流量Qの振れf1、f2が、レーザビームのオン・オフの時間に対応して発生した場合には、ドロスが発生していると判断することができる。かかる場合には、アシストガス流出量Qの触れf1、f2を抑制するように、レーザ加工条件を変更する。
(もっと読む)
UOE鋼管の製造方法
【課題】小入熱で、かつ、溶接パス数が少ない溶接手法を確立し、生産性の向上とHAZ靭性の確保を両立させた革新的なUOE鋼管の製造方法を提供する。
【解決手段】UOE鋼管の製造方法において、(a1)X開先の外面側の開先角度を20°以上40°以下とし、(a2)X開先の外面側を、ガスシールドアークと、出力が1kW以上20kW以下のレーザとの複合熱源を用いて1パスで溶接し、その後、(b)X開先の内面側を、サブマージアーク溶接を用いて1パスで溶接し、合計2パスで溶接を完了する際、(d)下記式(1)を満たす流量(B)のシールドガスを、溶接線の左右両側のガスノズル口から供給する。
3≦B/A≦30 …(1)
A:ガスノズル口の面積(cm2) B:シールドガスの流量(リットル/分)
(もっと読む)
レーザ溶接方法
【課題】溶融部の断面形状を所望の断面形状に形成可能なレーザ溶接方法を提供する。
【解決手段】レーザ溶接方法では、重ね合わされた複数の被溶接部材1,3からなるワーク5に対してレーザビームLを相対的に走査すると共に、レーザビームLの照射位置Pへアシストガスを供給しながら、ワーク5に溶融部7を形成することで被溶接部材1,3同士を接合する。そして、レーザ溶接方法では、形成される溶融部7の断面形状が所望の断面形状になるように、ワーク5へのレーザビームLによる入熱量Qinを、ワーク5のワーク情報、溶融部7の設計用断面情報及び所望の断面形状に対応して予め設定されている形状パラメータαを利用して算出し、算出された入熱量Qinに応じてレーザビームLの出力E及び走査速度Vの少なくとも一方を決定する。また、上記形状パラメータαに基づいてアシストガスGのガス供給条件も決定する。
(もっと読む)
レーザ加工装置及びレーザ加工方法
【課題】加工対象物の表面上のレーザビームが入射する位置を比較的簡単に調整することができるレーザ加工装置及び加工方法を提供する。
【解決手段】加えられる圧力に応じて変形する柔軟物4bを含んだステージ4の、柔軟物の上に加工対象物5を保持する。ステージに保持された加工対象物の表面にガスを吹き付けて柔軟物4bを変形させることにより、加工対象物5の表面のうちレーザビームが入射する領域を、レーザビームの進行方向に変位させる。
(もっと読む)
孔あけ加工方法および孔あけ加工装置
【課題】精度のよい孔あけ加工を簡易かつ短時間でおこなうことのできる孔あけ加工方法および孔あけ加工装置を提供する。
【解決手段】レーザー光LをワークWの一方面W1に照射して貫通孔を形成する第一の工程と、レーザー光Lを螺旋状に回転させながらトレパニング径を大きくしていくことにより、所定径の貫通孔を形成する第二の工程と、からなり、少なくとも第二の工程において、レーザー光Lの照射方向と同軸方向にアシストガスがワークに照射される孔あけ加工方法である。この孔あけ加工方法に使用される孔あけ加工装置は、レーザー発振器1とコリメートレンズ31と複数のガルバノミラーと集光レンズ33とからなる集光光学系3と、アシストガスの圧力調整や種類を選択調整できる手段から構成されている。
(もっと読む)
レーザ微細溶接方法及び装置
【課題】レーザ微細溶接において、溶接部の変色やプルームの発生を防止し、2次加工を不要にして、コストの低減と、溶接品質の向上を図る。
【解決手段】レーザ光をワークの溶接部に応じて所定の微小スポット径及び所定の出力に調整し、中心軸のレーザパワー密度を拡大して照射するとともに、レーザ光の全周で所定の流量のアルゴンアシストガスをレーザ光の照射方向に噴射し、溶接部に向けて吹き付け、レーザ光の溶接速度が予め設定した基準速度よりも低下する低溶接速度域でアルゴンアシストガスの流量を増加させる。
(もっと読む)
1 - 20 / 24
[ Back to top ]