
Fターム[4E068DA01]の内容
Fターム[4E068DA01]に分類される特許
41 - 60 / 92
高融点合金で作られた外科用縫合針のレーザー孔開加工後の応力緩和
孔開けされた外科用縫合針を応力緩和する方法が開示される。焼きなましすることなく応力緩和するために、少なくとも孔開けされたボアホール周辺の金属が加熱処理される。  (もっと読む)
(もっと読む)
抜き型の製造方法および抜き型

【課題】製造効率に優れ、かつ、きわめて優れた帯刃部の形状精度を有する抜き型の製造方法と上記製造方法によって得られた抜き型を提供する。
【解決手段】切削加工により所定のパターンを有する帯刃部13を形成すること、および、該帯刃部において帯刃がなす頂点部分近傍の内側の切削加工の切削残部に、超短パルスレーザーを照射して該切削残部を除去することを含む、抜き型の製造方法と、上記製造方法によって得られた抜き型が得られた。
(もっと読む)
レーザ焼き入れ工具

【課題】 工作機械の工具保持部に着脱自在となるようなレーザ焼き入れ工具を提供する。
【解決手段】工作機械の工具保持部(不図示)に係合可能な係合部(101)と、供給されたレーザ光の通路となる導波路(102)と、該導波路を通過したレーザ光をワークに照射するトーチ部(103)とによりレーザ焼き入れ工具を構成する。導波路(102)は、所定の部材(104)の内部に形成された中空通路であり、通路の内面には反射処理が施され、かつ、レーザ光は前記面にて反射されながら中空通路(102)を透過される。
(もっと読む)
板金加工方法
【課題】レーザー切断加工により切断加工した切断製品を折り曲げ加工する際、母材と干渉することなく安定した状態で精度の高い折り曲げ加工を行うことが出来、更に連続的に移送して連続的に板金加工を行うことが出来る板金加工方法を提供する。
【解決手段】この発明の実施形態では、先ず金属板等の母材1からレーザー加工機(図示せず)により切断製品Wの外形を切断する際、少なくとも一箇所(この実施形態では3ヵ所)の支持接合部4a,4b,4bを残して外形を切断し、そして、この外形を切断する際に、次工程(半完成曲げ工程)で折り曲げ加工する切断製品Wの加工外形部が変形して前記母材1と干渉しない切断間隙hを設けて切断する。即ち、この切断間隙hは、予め母材1から切断した切断製品Wを次工程のプレスマシン2(曲げ加工機)により折り曲げて加工する際に切断製品Wの変形量を測定しておき、この変形量に対応した寸法で切断間隙hを形成するものである。
(もっと読む)
切削工具及びうねり形状の作製方法
【課題】切削加工において工具と被加工材料の摩擦を低減し、切削工具の長寿命化、切削動力の低減、仕上げ面性状の改善を図ること。
【解決手段】工具の表面に幅1μm〜20μm、深さ0.1μm〜10μmのおおきさの微細なうねり形状を設けることを特徴としている。微細なうねり形状を設けることで、うねりが油溜まりとしての作用や接触面積の減少を促し、工具と被削材の間の摩擦が低減され、切削抵抗、工具摩耗を抑制することができるようになる。
(もっと読む)
金属粉末および/またはセラミック粉末とレーザ光線とを用いて金属粉末および/またはセラミック粉末から環状の回転対称のワークピースを製造する方法および装置
本発明は、ダイ用のリングまたはコアのような、金属粉末および/またはセラミック粉末から製作される環状の回転対称のワークピース(5)の製造方法および装置であって、特に粉末を圧縮成形するための、あるいは金属製の工作物または構造部品を中実体成形するための工具用の環状の回転対称のワークピースの製造方法および装置に関する。既知の先行技術の欠点を改善するため、異なる品質への短時間の転換が可能になるような、かつ、プロセスの技術的な努力が少ないことを特徴とする方法が提案される。本発明は、ビームコア(3)、または少なくとも1つのビームコアを有する軸形態の要素を、回転可能なクランプ装置(2)の中にクランプして回転させることを提案する。このビームコア(3)は、高温耐熱性の材料から製作され、かつ、外径が被製造ワークピース(5)の内径に等しいかあるいはそれより小さい少なくとも1つの部分(4)を有する。クランプ装置(2)から定められた距離において、レーザヘッド(1)によって、金属粉末および/またはセラミック粉末を、ビームコア(3)の外周面上に溶融してワークピースブランクの最終的な壁面厚さが形成されるまで層状に被覆する。冷却後、ビームコア(3)をワークピースブランク(5)から部分的にまたは完全に除去して、ブランク(5)の内側および/または外側を最終寸法に達するように機械加工する。提案された方法は、回転対称のワークピースの小規模生産において経済的な製造を可能にする。 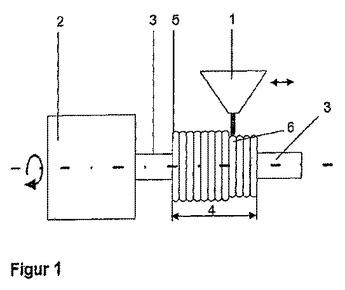 (もっと読む)
(もっと読む)
レーザアブレーションされたシームレスロールツール
ほぼ円筒形のワークからレーザ加工されたツールを生成するためのシステム。システムは、レーザ光を生成するレーザと、レーザ光を画像に成形するためにレーザ光内に設置されるマスクと、ワークの外側表面にレーザ光画像を結像するための光学系と、を含む。システムは、ワークの外側表面をアブレーションするために、ワークの回転運動及び並進運動をレーザの作動と同調させ、そうして、円筒形のツールを形成するようにワークの表面内にミクロ構造を生じさせる。  (もっと読む)
(もっと読む)
レーザ加工用マスクおよびレーザ加工方法
【課題】レーザ加工用マスクに形成されるレーザ光通過用孔である開口の形状を変更し、金属材料などからなる被加工物の表面に、レーザ加工により、数μm〜十数μmの微小な寸法を有し、寸法精度および形状精度が非常に高い凹凸パターンを形成する。
【解決手段】レーザ加工用マスク1は、厚み方向に貫通する複数の開口10を有し、各々の開口10は、開口10の中心10aから周縁部に向けて偶数個の突起11、12、13、14が放射状に延びる十字状の形状を有している。
(もっと読む)
レーザ加工による研磨方法、研磨装置及び研磨された切削工具
【課題】研磨加工でマイクロクラックやダイヤモンド粒子の黒鉛化を発生させず、切り刃稜線からの距離に不変の研磨深さが得られるようにすること。
【解決手段】繰り返し超短光パルスレーザビーム3を集光レンズ2で集光した際の集光ビーム加工エネルギ領域断面径2δを集光レンズ2の光軸21方向で所定の範囲略一定にする断面径一定ステップと、集光レンズ2の光軸21を研磨対象7の研磨面72に略平行となるように調節する光軸調整ステップと、集光レンズ2による超短光パルスレーザビーム3の集光ビームウエスト部位31を研磨部位73に存在するように調整する集光ビームウエスト部位調節ステップと、集光レンズ2による集光ビームウエスト部位31を研磨部位73に沿って所定の移動速度で相対的に移動させる移動ステップと、を有することを特徴とするレーザ加工による研磨方法。
(もっと読む)
溝部を有する金型の製法及びハニカム構造体成形用の成形溝部を有する成形金型の製法。
【課題】精度良く、短時間に成形金型を作製する。
【解決手段】ハニカム構造体成形用の成形溝部を有する成形金型の製法であって、
所定の形状に加工された成形金型基体10の一方の面10bから所定の孔径の成形材料導入孔11を形成し、次にレーザ加工により成形金型基体10の他方の面10aから成形材料導入孔11の軸芯を通る所定の概形成形溝部13を形成し、次に概形成形溝部13を放電加工により成形材料導入孔11の径より小さい溝幅Mを有し一部が成形材料導入孔11と連通する所望の整形成形溝部16に形成する。
(もっと読む)
加工工具の製造方法及び加工工具
【課題】 レーザ光の熱影響を抑制して加工によるダイヤモンド膜の膜厚の制御が容易に行える加工工具の製造方法及びこれにより作製された加工工具を提供すること。
【解決手段】 切刃を被覆膜で被覆する工程と、被覆膜に紫外線レーザUVを照射する工程とを備える。すなわち、ダイヤモンドが紫外線を吸収しやすいことから、紫外線レーザ光UVを照射することで被覆膜の加熱を抑制できる。これにより、切れ味を必要としない黒鉛などの加工用途だけでなく、切れ味を必要とするアルミニウム合金などの高精度加工の用途に用いることが可能な鋭利な刃先を有する加工工具を製造できる。
(もっと読む)
フェムト秒レーザ加工による針状体アレイの製造方法
【課題】マイクロニードルの作製方法において、マスクを必要としない単純な作製工程により、作製に要するコストと時間を低減することを目的とする。
【解決手段】フェムト秒レーザ加工によりマスターモールドを作製する工程と、マスターモールドに対して転写成型を行う工程により、針状体アレイを作製する。マスターモールドは、フェムト秒レーザを被加工基材に照射することにより、被加工基材表面にテーパ角度を持った未貫通穴を複数形成する。次に、このマスターモールドに対して熱硬化性樹脂による転写成型を行うことで2次モールドを作製し、その2次モールドに対して同様の処理を行うことで3次モールドを作製し、さらにその3次モールドに対して生体適合性のある材料による転写成型を行い、針状体アレイを作製する。
(もっと読む)
金型の加工方法とそれに用いる加工装置
【課題】隣接して照射するレーザ光による熱の影響がなく、研削または切削された成形部を高精度に仕上げ加工を行うことができる金型の加工方法を提供する。
【解決手段】金型4に設けた成形部5上の一点26にレーザ光9を照射しながら、前記金型4を一定時間回転させた後、前記レーザ光9の照射点を金型4の回転半径に沿って移動させることで、前記成形部5を仕上げ加工する加工方法であって、前記金型4の回転数をレーザ光9の照射点に応じて変化させることで、前記レーザ光9の加工量を制御した。
(もっと読む)
レーザによるダイヤモンド切削工具とその製造方法
【課題】ダイヤモンド切削工具に取り付けられるダイヤモンドチップの長寿命化を図る。
【解決手段】ダイヤモンドバイトなどのダイヤモンド切削工具の先端に取り付けられるダイヤモンドチップの形状成形後にチップの加工物との接触面に超短パルスレーザ光を照射して5nmないし3000nmの周期構造の微細凹凸面を形成する。チップと接触面の摩擦抵抗が軽減されるので、切削時の抵抗が少なくなるので、チップの長寿命化が図れる。
(もっと読む)
金型加工装置
【課題】金型をホルダーから外すことなく、成形部の粗加工から仕上げ加工まで行うことができる金型の加工装置を提供する。
【解決手段】除振台11と、この除振台11上に、金型4を保持するホルダー20と、このホルダー20に保持された前記金型4を、回転、回動、移動させるための複数の軸とを有した多軸ステージ10と、前記金型4を研削または切削加工することで成形部5を粗加工する工具28と、この工具28を保持して回転または移動させる移動軸とを有する機械加工部7と、この粗加工した成形部5にレーザ光8を照射して仕上げ加工するためのレーザ光照射部9とを備えた加工装置であって、前記工具28は、前記レーザ光8の光路に対して一定の角度で傾斜して設けられており、前記粗加工した後、機械加工部7の移動軸と多軸ステージ10の軸で前記金型4と工具28のいずれか一方を移動させて、前記成形部5にレーザ光8を照射して仕上げ加工を行う。
(もっと読む)
金型の加工方法とそれに用いる加工装置
【課題】隣接して照射するレーザ光による熱の影響がなく、研削または切削された成形部を高精度に仕上げ加工を行うことができる金型の加工方法を提供する。
【解決手段】金型4に設けた成形部5上の第一の点27にレーザ光9を照射しながら、この第一の点27を始点として前記レーザ光9の照射点28を所定の間隔で移動させることで、成形部5に第一の仕上げ加工29を行う第一の工程と、この第一の仕上げ加工29の終点30から、レーザ光9を第二の点31に移動させた後、この第二の点31を始点として前記レーザ光9の照射点32を所定の間隔で再び移動させることで、前記第一の仕上げ加工29に隣接した前記成形部5に、第二の仕上げ加工33を行う加工方法であって、前記第一の仕上げ加工29の終点30と、第二の仕上げ加工33の始点31とを一定の間隔で離して設けた。
(もっと読む)
ハニカム構造体成形用金型の製造方法及びそれに用いる溝加工装置
【課題】溝深さが深くなっても、加工量の低下を抑制し、効率よく溝加工を行うことができるハニカム構造体成形用金型の製造方法及びそれに用いる溝加工装置を提供すること。
【解決手段】溝加工装置1は、金型素材80を保持する保持部19と、金型素材80の溝形成位置に対して高圧水を噴射して水柱72を形成するノズル部13と、水柱72の中を通して溝形成位置に対して照射するレーザ光71を導出するレーザヘッド12と、ノズル部13に高圧水を供給する高圧水供給部14と、金型素材80上の水を吸引するための吸引口33を備えた水吸引部3と、保持部19とノズル部13及び水吸引部3とを相対移動させ、レーザ照射位置Lを溝形成位置に沿って移動させると共に、水吸引部3による水吸引位置を移動させる駆動部とを有する。水吸引部3の吸引口33は、レーザ照射位置L近傍のスリット溝82内に滞留している水を吸引することができるよう配置されている。
(もっと読む)
ハニカム構造体成形用金型及びその製造方法
【課題】スリット溝から押し出される材料に速度差が生じても、その材料によって形成されるセル壁が波打ち形状となることを抑制することができるハニカム構造体成形用金型及びその製造方法を提供すること。
【解決手段】ハニカム構造体成形用金型8は、材料を供給するための供給穴81と、供給穴81に連通して格子状に設けられ、材料をハニカム形状に成形するためのスリット溝82とを有する。スリット溝82の溝幅Wは、供給穴81側からスリット溝82が形成されている溝形成面820に向けて徐々に広くなっており、かつ、スリット溝82の内面821の傾斜角αは、溝形成面820に垂直な方向に対して5′〜18′である。
(もっと読む)
ハニカム構造体成形用金型の製造方法及びそれに用いる溝加工装置
【課題】レーザ光の散乱や遮断を抑制することができ、レーザ光によるスリット溝の加工を効率よく高精度に行うことができるハニカム構造体成形用金型の製造方法及びそれに用いる溝加工装置を提供すること。
【解決手段】溝加工装置は、金型素材を保持する保持部と、金型素材の溝形成位置に対して高圧水を噴射して水柱を形成するノズル部と、水柱の中を通して溝形成位置に対して照射するレーザ光を導出するレーザヘッドと、給水源15から供給される供給水を昇圧する昇圧シリンダ141を備え、昇圧シリンダ141により昇圧された高圧水をノズル部に供給する高圧水供給部14と、保持部とノズル部とを相対移動させ、レーザ照射位置を溝形成位置に沿って移動させる駆動部とを有する。給水源15と高圧水供給部14の昇圧手段141との間には、供給水に含まれる気体を除去する脱気ユニット3が設けられている。
(もっと読む)
ハニカム構造体成形用金型及びその製造方法
【課題】スリット溝から押し出された直後の材料の緻密性を従来よりも高めることができ、成形後の工程においてハニカム構造体にクラック等の不具合が発生することを抑制できるハニカム構造体成形用金型及びその製造方法を提供すること。
【解決手段】ハニカム構造体成形用金型8は、材料を供給するための供給穴81と、供給穴81に連通して格子状に設けられ、材料をハニカム形状に成形するためのスリット溝82とを有する。スリット溝82の溝幅Wは、供給穴81側からスリット溝82が形成されている溝形成面820に向けて徐々に狭くなっており、かつ、スリット溝82の内面821の傾斜角αは、溝形成面820に垂直な方向に対して3′〜5′である。
(もっと読む)
41 - 60 / 92
[ Back to top ]