
Fターム[4E070AA03]の内容
Fターム[4E070AA03]に分類される特許
1 - 20 / 27
コイルばね、及び、コイルばねの製造方法
金属線圧縮体
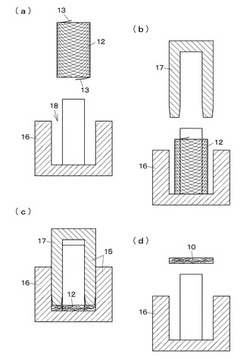
【課題】筒状金網を圧縮してなる、切粉を含まない金属線圧縮体を提供することを目的とする。
【解決手段】ステンレス鋼線等の金属線が丸編み等で編まれることにより形成された始端部から終端部まで編み目が切れていない所定長の筒状金網12が、圧縮成形機15等により筒状金網12の筒長方向に圧縮されてなるガスケット10、ワッシャ−若しくは内管支持体等又は筒状金網12の筒径方向に圧縮されてなるフィルタ若しくは緩衝材等の金属線圧縮体。
(もっと読む)
金属導線の加工方法及び加工装置

【課題】金型コストを低減させ、加工時間を短縮させ、省スペースで加工を行わせる。
【解決手段】対向する一つの上金型3と一つの下金型2との何れかにおいて、上金型の一回のストローク中に、真直で平行な一対の金属導線13を位置決め部材14で位置決めし、一対の金属導線の間に開きパンチ30を押し入れて一対の金属導線を外向きに開き、一対の金属導線の外向きに開かれた部分を開きパンチを支点に、押しピン34で駆動される一対の駆動部材15で内向きに押して屈曲させ、一対の金属導線の内向きに屈曲した部分をブロック部32に配置し、ブロック部32に向けて内向きに屈曲した部分を第二のブロック部23で押し潰す。対向するブロック部及び第二のブロック部の何れかに設けたダイス孔と抜きパンチと、抜きパンチを昇降駆動させる駆動手段とで、一対の金属導線の潰し部に孔をあける。
(もっと読む)
中空コイルばねおよびその製造方法
【課題】内面の腐食を防止することができ、かつ製品外観を良好とすることができる中空コイルばねおよびその製造方法を提供する。
【解決手段】端部封止工程では、ばね材Wの端部Waの肉を加工により集めて端部Waを封止する。加工としてスピニング加工を行うことが好適である。たとえば絞り用ローラRによってばね材Wの端部を径方向内側に向かって押圧しながら、必要に応じて適宜絞り用ローラRを軸線方向に移動させる。これによりばね材Wの端部Waは、図3に示すように閉塞されるから、蓋部材等の別部材を用いる必要がない。このような端部封止工程は、たとえば内表面処理工程を行った後、直ぐに行うことができる。端部封止工程後のコイル成形工程では、ばね材Wの端部Waを把持してばね材Wをロッドに巻き付ける場合でも、端部Waでの隙間形成が防止される。
(もっと読む)
圧縮成形物とその製造方法
【課題】 高いクッション性を発揮しつつ、製品形状の安定した圧縮成形物を提供する。
【解決手段】 金属線材がメッシュ状に製編された編成物の一次加工物1aを成形型50で圧縮して、成形型50に対応した形状の圧縮成形物を成形する圧縮成形物の製造方法であって、金属線材にバネ用線材を用いるとともに、一次加工物1aにおける圧縮成形時に張力を受ける部分11に外力Fを加えて、この部分11の目合いを張力の受ける方向に広げ、前記形状への成形を阻害する一次加工物1aの復元力を抑制させる。
(もっと読む)
撚線機のフライヤー弓
【課題】フライヤー弓の回転時の空気抵抗を軽減して、省エネルギー化に貢献するフライヤー弓を提供する。
【解決手段】長手方向端部10aの幅W0に比べて、長手方向中央部10bの幅W1が狭い平面形状を備える。長手方向中央部と長手方向端部との間の中間部は、当該長手方向中央部から当該長手方向端部に行くに従って、なめらかに幅が漸増する平面形状にすることができる。
(もっと読む)
スチールワイヤの製造方法
【課題】螺旋癖付けを施したスチールワイヤにおける癖付け量のバラツキを抑制して、均一な品質を有するスチールワイヤが得られるスチールワイヤの製造方法を提供する。
【解決手段】スチールワイヤに螺旋癖付けを施した後、螺旋癖付けされたスチールワイヤを、下記式(1)および(2)、
b2>d2+π2(c2−a2+(2a−2c)e) (1)
a<c (2)
(式中、aは筒状穴部の内径(mm)であり、bは筒状穴部の長さ(mm)であり、cは前記スチールワイヤの癖付け量(mm)であり、dは該スチールワイヤの癖付けピッチ(mm)であり、eは該スチールワイヤの線径(mm)である)で示される関係を満足する筒状穴部に通すスチールワイヤの製造方法である。
(もっと読む)
コイルばねの製造方法
【課題】疲労強度をさらに向上させることができるコイルばねの製造方法を提供する。
【解決手段】ばね素線に2段階のショットピーニング(第1のショットピーニング工程と第2のショットピーニング工程)が行なわれる。第1のショットピーニング工程では、第1のショットが第1の投射速度でばね素線に投射され、高い運動エネルギーによって表面から深い位置まで圧縮残留応力が生じる。第2のショットピーニング工程では、第2のショットが第1のショットよりも遅い第2の投射速度で投射される。第2のショットの運動エネルギーは第1のショットの運動エネルギーよりも小さい。第2のショットピーニング工程では、低い運動エネルギーによって、表面に近い部分の圧縮残留応力が増加する。
(もっと読む)
ヘリコイド絞り圧延機を利用したコイルバネの製造方法
本発明は、コイルバネの製造時、同一の強度を有しながらもコイルバネの重量を大幅に減らすと同時に、環境に優しくコイルバネを製造することができ、一つのコイルバネ材料を使用して様々な材料径を有するコイルバネを製造することができるヘリコイド絞り圧延機を利用したコイルバネの製造方法に関する。
本発明の一つの特徴に従ったヘリコイド絞り圧延機を利用したコイルバネの製造方法は、フリーストレイテナーによって直線状に矯正されたコイルバネ材料を表面処理装置へ供給し、コイルバネ材料の外面にショットブラスティング処理又はスカーフィング処理をする表面処理ステップ;表面処理されたコイルバネ材料を第一の加熱装置へ供給し、所定温度まで加熱する第一次加熱ステップ;第一次加熱されたコイルバネ材料をヘリコイド絞り圧延機の複数の上部圧延ローラーと下部圧延ローラーとの間に連続的に供給し、製造されるコイルバネの材料径と同一になるようにコイルバネ材料を連続的に圧延して直径を減少させる断面減少圧延ステップ;材料径が減少されたコイルバネ材料の直径を直径測定装置によって測定し、長さ測定装置によって長さを測定した後、切断装置を利用して前記コイルバネ材料を必要な長さに切断する切断ステップ;切断されたコイルバネ材料を第二の加熱装置へ供給して前記断面減少圧延ステップと材料切断ステップとを行いながら低下したコイルバネ材料の温度を補償するために所定温度まで再加熱する第二次加熱ステップ;第二次加熱されたコイルバネ材料をコイリングマシンによってコイルバネ形態に成形するコイルバネ成形ステップ;及び成形されたコイルバネを油焼き入れ処理した後、焼き戻し処理をする熱処理ステップ;を含む。  (もっと読む)
(もっと読む)
圧縮コイルばねと、コイルばねの製造装置および製造方法
【課題】耐久性を高める上で有効な残留応力を有する圧縮コイルばねを提供する。
【解決手段】コイルばねの材料をA1変態点以下の温度で芯金に巻付けることにより、降伏応力を越える曲げ変形を与える。またこの曲げ変形を与えると同時に、材料に引張およびねじりの少なくとも一方の荷重を与えることにより、塑性加工(コイリング)を行なう。コイリング後に前記荷重が除荷される。このばねは、曲げ外側に圧縮残留応力が残留し、曲げ外側の表面から材料中心に向って圧縮残留応力が減少している。また曲げ外側の表面と材料中心との間に圧縮残留応力から引張残留応力に変化する応力変化部が存在する。この応力変化部と材料中心との間に、引張残留応力が最大となる引張応力ピーク部が存在し、この引張応力ピーク部から曲げ内側に向って、引張応力が減少する。曲げ内側の表面には、曲げ外側の圧縮残留応力よりも絶対値が小さい引張残留応力または圧縮残留応力が残留している。
(もっと読む)
ゴム製品補強用スチールコード
【課題】車両用タイヤや工業用ベルト等のゴム製品の補強材として使用されるゴム製品補強用スチールコードを、超偏平で且つ耐疲労性に優れたものとする。
【解決手段】3本の素線からなる芯の周りに側となるN(N=5〜13)本の素線を撚り合わせた3+N構造のスチールコードを、芯素線11が全て互いに略平行で、コード断面において略直線状に一方向に並ぶことによりコード断面が超偏平な形状となり、且つ、その芯素線11が式、P=0.22Pc〜0.43Pc、d1=1.02d〜1.05d(ただし、P:くせピッチ(mm)、Pc:側素線の撚りピッチ(mm)、d1:見掛けの外径(mm)、d:芯素線径(mm))を満たすことで、芯素線11が伸びやすくなって、芯素線11と側の素線12に引張荷重が分散されるようにする。
(もっと読む)
コイルバネ用カセットピグテール形成機
【課題】サイクル時間を減少させつつ二重ピグテールを与え、傷を最小に抑えて、正解に形成された二重ピグテールコイルバネを確保するピグテール形成機を提供する。
【解決手段】ピグテール形成機は、カセット基部26に固定されたB形成ヘッド18と、支持台22と、を含む。カセット基部26はA形成ヘッド16を取付ける基部20上に配置され、製造する必要のある別の二重ピグテールコイルバネに比較的迅速に切り替える。形成ヘッドおよび支持台をカセット基部26に固定することにより、バネの配置と適切な製造が確実となる。あるいは、A形成ヘッドもカセット基部に取付けることができる。
(もっと読む)
線材特殊曲げ加工機
【課題】特殊な形状の曲げ加工を施すことができる線材特殊曲げ加工装置を提供する。
【解決手段】連続して供給される線材Wの曲がり癖を矯正する矯正部1と、線材Wを次の工程へ送る送りローラを有する送り部2と、線材Wを挿通させ、かつ内部に回転駆動部を有する曲げ加工機本体3と、その他端側に突出する加工アーム4で片持ち状に回転自在に支持された切断部5を有する切断ユニットと、曲げ加工部6を有する曲げ加工ユニットとを備えて成り、切断部5はその内部を挿通する線材Wに沿って曲げ加工部6に対して移動して接近離反自在とし、曲げ加工部6による曲げ加工の動作の前、又は後に線材Wの任意の位置で切断し、曲げ端部が向かい合う形状、線材の曲げ端部が短い、或いはU字曲げのような特殊加工形状に線材Wを加工可能に構成している。
(もっと読む)
ビードコアの成型装置および製造方法
【課題】底面に対し垂直な側面部を有する断面多角形状のビードコアを、簡易かつ効率的に製造するためのビードコアの成型装置および製造方法を提供する。
【解決手段】金属ワイヤ1を巻き取るためのガイド部21を有するビードフォーマと、ビードフォーマに近接して配置され、金属ワイヤ1を担持する開口部を有し、開口部に担持した金属ワイヤ1をガイド部21の幅方向に移動可能なピッチローラと、を備えるビードコアの成型装置である。ガイド部21が、底部21Aに対し垂直な壁部12Bと、底部21Aおよび壁部21Bを繋ぐ傾斜部21Cと、を有する。底面に対し垂直な側面部を有する断面多角形状のビードコアを製造するにあたり、上記ビードコアの成型装置を用いて断面多角形状ビードコアの成型を行うビードコアの製造方法である。
(もっと読む)
ゴム被覆線状部材の形成方法及び環状構造体
【課題】線状部材をその両端の接続性を良好にしつつ滑り止めとしての未加硫ゴムで被覆することができるゴム被覆線状部材の形成方法の提供。
【解決手段】撚り線11を切断して両端の揃った複数の線状部材3を形成する。芯線4を外周線5から長さ方向に引き出して、線状部材3の両端に凹部3a及び凸部3bを形成する。凹部3a及び凸部3bを嵌合して複数の線状部材3を連続させる。連続する線状部材3を未加硫ゴム3cで被覆する。隣り合う線状部材3の凹部3a及び凸部3bを嵌合しているので、凹部3a及び凸部3bを除く部位のみが被覆される。凹部3a及び凸部3bの嵌合を外して分割する。線状部材3の両端の凹部3a及び凸部3bを除く部位を未加硫ゴム3cで被覆したゴム被覆線状部材6を得る。
(もっと読む)
コイルワイヤ成形方法および装置
【課題】リールに巻かれた線材の繰出しからコイルワイヤ成形までを1工程で行うことができ、且つ高速で成形できるようにする。
【解決手段】フライヤーと一体に回転する繰出しリール24により繰り出された線材Sをフィードローラ10によりコイリング機構Kに取り込み、コイリングピン13,14によりシャフト1の軸芯を曲率中心としてフライヤーの回転方向とは逆方向にコイル巻きし、その際、下流側のコイリングピン14がフライヤーの一回転毎に固定リング18の内周面16の膨らみ部分17にローラ21が嵌まり込むことにより、コイル1周毎に部分的に曲率の小さい変形部分が形成され、略密着状態で偏平な帯状のコイルワイヤWとなって下方に送り出されるようにする。
(もっと読む)
環状構造体
【課題】線状部材の両端を接続して環状に形成しつつ、全周に渡って均一な剛性かつ十分な引張強度を得ることができるビードワイヤなどの環状構造体の提供。
【解決手段】芯線4の周囲の複数本の外周線5を撚り合わせた構造の線状部材3から芯線4を引き出して、両端に凹部3a及び凸部3bを形成する。線状部材3をゴム製筒体2の周方向に配置して、両端の凹部3a及び凸部3bを嵌合させる。接続部の肉厚や剛性が他の部位とほぼ等しくなる。線状部材3の両端をその凹部3a及び凸部3b間に侵入したゴムを介して十分な引張強度で接続し、環状のビードワイヤ1を構成する。
(もっと読む)
コイルバネ端部成形装置およびコイルバネ端部成形方法
【課題】半成品バネの軸線方向または半径方向の動きを規制するための係止構造が不要であり、生産性の高いコイルバネ端部成形装置およびコイルバネ端部成形方法の提供。
【解決手段】1対の水平に配設された平行ローラ8と、芯金22と、芯金22の周面に隣接して設けられ、芯金22と一体的に上下および回転するストッパ20と、芯金22に近接離間可能に設けられ、芯金22と協働して半成品バネ30を把持するクランプ冶具24と、半成品バネ30をストッパに20向かって押動するプッシャ12とを備え、芯金22の軸線が平行ローラ8と半成品バネ30との軸線の間にある状態において、クランプ部2は、平行ローラ8と芯金22との軸線との形成する三角形の内側で半成品バネ30を把持して軸線の周りに半成品バネ30の巻回方向に回転して半成品バネ30の一端部にピッグテール部を形成するコイルバネ端部成形装置およびコイルバネ端部成形方法。
(もっと読む)
タイヤビードのビードワイヤー両端末結線装置
【課題】 ビードワイヤーの両端末結線作業の作業効率を従来に比べて向上させることができるタイヤビードのビードワイヤー両端末結線装置を提供する。
【解決手段】 互いに所定の間隔を隔てて対峙し、タイヤビードのビードワイヤー両端末近傍部を切断する一対のカッターと、結線用チューブを収容する半円柱状のチューブ保持溝とチューブ保持溝の両端に小径端部が接続する半円錐台状の一対の案内溝とが表面に形成された一対の半部分から成る結線用チューブ保持部材とを備える。
(もっと読む)
線条材曲げ加工機
【課題】線条材の曲げ加工を効率よく、かつ適正な形状を保持して曲げ加工を行えるようにした線条材曲げ加工機を提供する。
【解決手段】線条材曲げ加工機Aは、線条材曲げ加工部1と、矯正・送り部2とを備え、線条材曲げ加工部1は片持ち状に突出し、かつ回転自在に設けられた突出アームの先端に線条材Wを加工する芯がね4a、及びアーム基部に切断部4bを有する線条材加工手段4を加工機本体の一側に有し、矯正・送り部2は他側に線条材の曲げ癖を矯正する矯正部6と線条材を送る送り部5とを移動基盤8上に有する。移動基盤8は基台10上で往復動自在に設けられている。このため、上記加工機Aでは、加工機Aの前方に設置された前加工機Pで前加工するために所定長さ分線条材Wを前進後退させても矯正部6と送り部5とが移動基盤8と共に移動するため、矯正部6による無用な変形が加えられることを防止している。
(もっと読む)
1 - 20 / 27
[ Back to top ]