
Fターム[4E070BA21]の内容
Fターム[4E070BA21]に分類される特許
1 - 10 / 10
ビードコアの製造方法
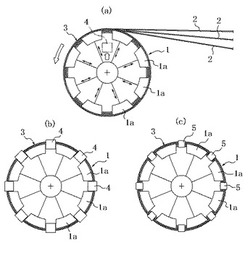
【課題】作業能率を向上させるとともに、成型したビード素材の意図しない形崩れのおそれを十分に取り除くことができるビードコアの製造方法を提供する。
【解決手段】複数本のビード素線2を相互に平行に整列させた姿勢で、複数個のセグメント1aからなって半径方向に拡縮径変形されるセグメントドラム1の周りに、所要の段数にわたって円環状に巻取ってビード素材3とする方法であって、セグメントドラム1を構成するセグメント1aの間で、セグメントドラム1上のビード素材3の周方向の複数個所に、ビード素線束3aを取り囲んで留め金具5を装着するとともに、各個の留め金具5の、半径方向の内外に相互に重なり合うオーバラップ舌片を、ビード素材3の半径方向外側から溶接接合する。
(もっと読む)
溶接接合方法

【課題】本発明は、2本の棒材を突き合わせ溶接する溶接接合方法に関し、突き合わせ溶接時の溶接熱で軟化した熱影響部において所定の破断荷重が確保される溶接接合方法を提供する。
【解決手段】2本の棒材1a,1bを突き合わせ溶接し、第2クランプ4a,4bで掴持された部分の温度が所定温度まで低下した時点で第2クランプ4a,4bによる掴持を解放し、第1クランプ3a,3bを互いに近接方向に加圧して溶接部2と第1クランプ3a,3bで掴持された部分との間に増肉部を形成する。
(もっと読む)
位置ズレ防止端子構造及び電子機器
【課題】バスバに対してリードの位置をガイド可能な位置ズレ防止端子構造及び電子機器の提供。
【解決手段】基台11に取り付けられる電子部品が有するリード20と、基台11に備えられるバスバ15と、バスバ15に形成されたリード20を保持する保持部14と、を備える位置ズレ防止端子構造において、バスバ15は、保持部14としてリード20をガイドする第1ガイド部15aと第2ガイド部15bと中間ガイド部15cを有し、第1ガイド部15aと第2ガイド部15bは、中間ガイド部15cよりリード20が通される側に突出し、中間ガイド部15cを挟むようにして対向し、第1ガイド部15aと第2ガイド部15bとの間の隙間がバスバ15の先端に向けて狭くなるよう形成され、リード20が基台11に設けられる挿通孔11aを貫通して挿入されると、第1ガイド部15aと第2ガイド部15bとにリード20がガイドされ、適切な位置に配置される。
(もっと読む)
場所打ちコンクリート抗用鉄筋かごの製作装置
【課題】省労力にて均整のとれた正確な鉄筋かごを製作するための装置を提供する。
【解決手段】環状鉄筋と直状鉄筋とを各々複数個接合して鉄筋かごを製作する場合に用いる装置において、基台上方に適宜支持部材を介して連続段部を有する固定保持板を連設するとともに、該固定保持板と所定距離を有して固定保持板と平行にかつ同一高さに可動保持板を、該段部を対向して設け、この双方の保持板距離間に、双方の保持板より低位置において連続段部を上方に向けてセンター保持板を連設し、固定保持板に対する距離可変手段を可動保持板とセンター保持板に設け、一方、駆動源を有する昇降装置部を設けるとともに、該昇降装置部に固定されるとともに各保持板間の連設間隙を昇降するアームを設けることにより、前記環状鉄筋を各保持板の段部間に立てて複数個位置させるとともに、アーム上に直状鉄筋を載置して、アーム昇降にて直状鉄筋を環状鉄筋内適所に位置させることにより、各鉄筋の固定と接合を容易とするよう構成したことを特徴とする。
(もっと読む)
端子溶接方法、ブラシレスモータの製造方法及びブラシレスモータ
【課題】簡単に溶接不良を抑制することができる端子溶接方法を提供する。
【解決手段】導電性金属材料よりなる結線ターミナル22と給電ターミナル32とは、互いに接合される部位が重ね合わされる。また、結線ターミナル22には、結線ターミナル22と給電ターミナル32との重ね合わせ方向に沿って接合される相手側の給電ターミナル32に向かって延びるとともに同給電ターミナル32に被さる一対の溶接爪41が設けられている。そして、重ね合わされた結線ターミナル22及び給電ターミナル32に対し溶接爪41に近接した位置で溶接を行って溶接爪41を溶融しつつ結線ターミナル22と給電ターミナル32とを接合する。
(もっと読む)
ユニット鉄筋の製造装置
【課題】少なくとも縦筋の先端部が当該縦筋の非折り曲げ部分と交差する位置に至るまで折り曲げて主筋に巻き付ける機構を備えたユニット鉄筋の製造装置を提供する。
【解決手段】両端側に配置される主筋2、2及び主筋2、2の間に複数配置される腹筋3、3をそれぞれガイドするガイド手段12、13と、ガイド手段12、13に案内された主筋2、2及び腹筋3、3と直交する位置に縦筋1を供給する縦筋供給手段30と、縦筋1の両端側を湾曲させ、少なくとも縦筋1の先端部が縦筋1の非折り曲げ部分と交差する位置に至るまで折り曲げて主筋2に巻き付ける曲げ加工手段20と、腹筋3、3と縦筋1との交点を溶接する溶接手段と、縦筋1の折り曲げ及び腹筋3と縦筋1との溶接が終了したユニット鉄筋を所定のピッチ幅で移動させる引張装置50とを備えて構成されてなる。
(もっと読む)
鋼棒の加工装置
【課題】形状やサイズの異なる加工品を容易に加工することができる鋼棒の加工装置を提供すること。
【解決手段】鋼棒1を送る鋼棒送り機構10と、この鋼棒送り機構10で送られた鋼棒1を略矩形状に折り曲げ形成する曲げ機構20とを備えた。曲げ機構20は、鋼棒1の外周部が当接可能な固定部22と、この固定部22とは鋼棒1を挟んで対向配置されるとともに固定部22に対して揺動自在に配置された可動ロール23と、この可動ロール23を固定部22に対して揺動させて鋼棒1を折り曲げる駆動機構とを有する構成とした。そのため、鋼棒送り機構10の鋼棒1の送り量を調整することで、種々のサイズの平面矩形状に形成した曲折鋼棒2を直線状の鋼棒1から加工することができる。
(もっと読む)
レゾルバのリード線固定構造
【課題】本発明は、外部引出しリード線の端部に溶接によって球状のかたまりを形成し、このかたまりを端子に溶接することにより、リード線の接続を容易かつ確実化することを目的とする。
【解決手段】本発明によるレゾルバのリード線固定構造は、端子盤(5)の各端子(6)に外部引出しリード線(10)を接続する場合、外部引出しリード線(10)の端部(10a)に溶接によって球状のかたまり(10A)を形成し、このかたまり(10A)を端子(6)に溶接で接続した構成である。
(もっと読む)
溶接式ワイヤネットの連続製造用機械
連続して機械に供給される単一のフレキシブルメタルワイヤ(20)を用いてワイヤネット(100)の連続帯材を製造する機械において、前記ワイヤネット(100)はメタルワイヤの同一模様の平面内反復によって構成され、それぞれの模様はメタルワイヤ帯材製造軸心方向に一定ピッチでずらして前のものに重ねられ、メタルワイヤ貯蔵段階、メタルワイヤの機械への連続供給段階、前記メタルワイヤを同一模様の連続に配置する形成段階、メタルワイヤ帯材形成面に向けた前記メタルワイヤ模様を連続して移動するための移送段階、それぞれの模様を平面内に維持し、次の模様の到着までに一定ピッチでそれをずらす段階と、模様を相互に固定する段階、を含むことを特徴とする機械。本発明は、形成されたワイヤネット(100)の帯材およびその製造方法にも関するものである。  (もっと読む)
(もっと読む)
格子けたを製作するための方法及び装置
少なくとも1本のアッパコードと、少なくとも1本のアンダコード(U,U′)と、アッパコードとアンダコードとの間で往復して延びるジグザグ状に曲げられた、アッパコード側の曲げ頂点及びアンダコード側の曲げ頂点を有する、それぞれアッパコード及びアンダコードに溶接された少なくとも1本の支材ワイヤ(Z,Z′)とから成る格子けた(G,G′)を製作するための方法において、1つの格子けた(G,G′)における支材ワイヤ(Z,Z′)の隣接した曲げ頂点(S,S′)の間隔(T,T′)を異なるように選択し、有利には格子けた(G,G′)の端部における前記間隔(T′)を、格子けた(G,G′)の中央域におけるよりも狭く選択し、アンダコード(U,U′)を様々な供給平面(X−X,X′−X′)内へ供給することができ、格子けた(G,G′)を規定された切断位置で、連続的に製作された材料ストランドから分断する。  (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]