
Fターム[4E070FA01]の内容
Fターム[4E070FA01]の下位に属するFターム
Fターム[4E070FA01]に分類される特許
1 - 11 / 11
金網
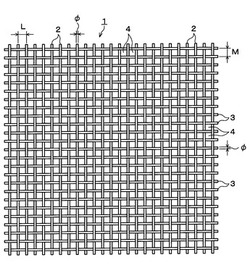
【課題】軽量でかつ剛性を兼ね備えた金網を提供することを目的とする。
【解決手段】縦線2と横線3を格子状に織った金網1であって、縦線2と横線3は、質量%でC:0.6〜1.3%、Si:0.01〜1.50%、およびMn:0.05〜2.0%を含有し、長手方向にラメラ状に並んだパーライト組織を有し、線径0.1〜2mmの鋼線材からなり、前記縦線と前記横線の少なくとも一方はクリンプ加工され、引張強度が800〜4500MPaであり、前記縦線同士および前記横線同士の線間隔が0.2mm〜30mmであり、前記縦線と前記横線の交差位置における前記鋼線材のクリンプ角度θ°が95≦θ<180、公称引張強度が800MPa以上である。
(もっと読む)
棒鋼の抵抗溶接方法および抵抗溶接システム

【課題】予熱を適切に行うことにより、棒鋼の溶接部を焼き入れ状態に移行させずに、焼き戻し工程を必要とすることなく硬度および靭性に優れた溶接部を形成可能な棒鋼の抵抗溶接方法を提案すること。
【解決手段】棒鋼の抵抗溶接方法は、予熱装置を用いて、溶接対象の棒鋼の溶接部を約200℃に予熱する予熱工程と、スポット溶接機を用いて、予熱後の溶接部をスポット溶接する溶接工程とを備えている。予熱温度を200℃程度にすることにより、スポット溶接後の溶接部の冷却時間を長くでき、硬度が400Hv以下で靭性に優れたスポット溶接部が得られる。焼き戻し制御、溶接電流制御などが不要となり、生産管理が容易で生産性良くスポット溶接を行なうことが可能になる。
(もっと読む)
レニウムタングステンリボンかしめ部品
【課題】レニウムタングステンリボンの少なくとも一方の端部に溶接によらず、かしめ固定により端子を取り付けたレニウムタングステンリボンかしめ部品において、レニウムタングステンリボンと端子との密着性を向上させ、端子からのレニウムタングステンリボンの脱落を抑制すると共に、かしめ部分におけるレニウムタングステンリボンの断線も抑制すること。
【解決手段】レニウムタングステンリボンの少なくとも一方の端部に溶接によらず、かしめ固定により端子が取り付けられたレニウムタングステンリボンかしめ部品であって、前記レニウムタングステンリボンの光学式表面粗さ測定による算術平均表面粗さRaが0.10μm以上0.80μm以下であるもの。
(もっと読む)
フラット・カードまたはローラ・カードのための鋸歯型全鋼製針布を作製するための鋸歯ワイヤ
【課題】経済的な生産、摩耗に対する高い耐性、および、円滑な表面を許容するという鋸歯ワイヤを提供する。
【解決手段】フラット・カードまたはローラ・カードのために炭素、ケイ素、マンガンまたはクロムを含有する合金鋼から成る鋸歯型全鋼製針布を作製するための鋸歯ワイヤが提供される。特に、経済的な生産、摩耗に対する高い耐性、および、円滑な表面を許容するという鋸歯ワイヤを提供するために、上記合金鋼は、0.93〜1.10重量%の炭素、0.15〜0.35重量%のケイ素、0.20〜0.45重量%のマンガン、および、1.35〜1.60重量%のクロムを含む。
(もっと読む)
グリップリングの製造方法
【課題】グリップリングの製造方法において、合口部の切削加工を自動機による連続加工にすることにより、生産性の向上をはかる。
【解決手段】グリップリングの製造方法において、線材を矯正加工した後、所定の寸法に切断して短尺のバ−材1をつくり、それの両端部、すなわち、コイリング加工後のリング両端の合口部に相当する個所の切削加工を、線材をリング形状に加工する工程(コイリング加工)に先立って、行う構成とすることにより、この加工を連続的な機械加工により行うようにして、生産性の向上を可能にした。
(もっと読む)
ステンレス鋼製金網入りガラス板の製造方法
【課題】ガラスリボン挿入にステンレス鋼製金網がばたつくことなく、マス目形状が揃いステンレス鋼製金網入りガラスリボンを裁断する際、廃棄部位が少ないステンレス鋼製金網入りガラス板の製造方法を提供する。
【解決手段】ステンレス鋼製金網1を、溶融した状態で進行するガラスリボンにステンレス鋼製金網がなすマス目の対角線がガラスリボンの進行方向に平行および直交するように挿入し封入内在させてなるステンレス鋼製金網入りガラス板Gの製造方法において、鋼線の引張り強さが常温で600N/mm2以上、800N/mm2以下の範囲であり、金網の両端部より内側に2.0〜40.0mmの位置に、径0.35〜0.8mmの炭素鋼線9を溶接固定し、端部付近を結合させたステンレス鋼製金網1を、ガラスリボンの両端部より内側に、10.0〜240.0mmの範囲に挿入させる。
(もっと読む)
ステンレス鋼クラッド銅線の製造方法
【課題】高品質のステンレス鋼クラッド銅線を生産性よく製造する製造方法の提供を目的とする。
【解決手段】(イ)芯材となる銅素線を準備する段階と、(ロ)該芯材が最終的に全容積の70〜95%の比率となるステンレス外装帯材で被包するとともに、その縁部の突合せ溶接によって前記芯材の表面露出を防止したクラッド線材を得る段階と、(ハ)該クラッド線材を最後には除去される第二外装材でダブル被覆して複合線材を形成する段階と、(ニ)該複合線材に減寸加工と熱処理加工とを必要に応じて繰り返して行い、かつその加工の間に前記ステンレス外装帯材の溶接部組織をオーステナイト組織に安定化する細径化段階と、(ホ)前記細径化段階又は細径化後のいずれか時点で、前記複合線材から前記第二外装材だけを分離除去する段階と、を含むことを特徴とするステンレス鋼クラッド銅線の製造方法。
(もっと読む)
大バルクハウゼンジャンプ発現性パルス発生素子用のクラッドワイヤの製造方法、パルス発生素子及びパルス発生装置
【課題】従来、電磁ピックアップ型、ホール効果型センサや、複合磁性線型等のパルス発生装置があったが、前者は移動速度によって誘起電圧が異なったり、鋭いパルスが得られなかったり、また後者は印加磁界の厳密な制御を要し、パルス信号も検出コイル1ターン当たり2mV程度で実用化には問題があった。
【解決手段】Fe、Co、Vを主成分とする金属リボン材と、Fe、Niやそれらの合金又はガラス繊維、耐熱性プラスチック、炭素繊維、耐熱性金属等から選択される芯材からなるクラッドワイヤを線引し、その過程で熱処理とひねり応力を印加して大バルクハウゼンジャンプの発生素子とし、またクラッドワイヤの磁界変化を検出する手段とワイヤの長さ方向に交流磁界を印加する手段を備え、検出コイル1ターン当たり10mVのパルス信号を得る。
(もっと読む)
ステンレス極細線の金網及びその製造方法
【課題】目が均一、取扱容易、高精度で、変形しにくく、長寿命の精密フィルターやプリント印刷用金属メッシュ織物等に好適なステンレス極細線の金網及びその製造方法を提供。
【解決手段】互いに重なる部分でステンレス極細線の一部がつぶれて接触するように成形されたステンレス極細線の金網のステンレス極細線のオーステナイト基地中に等価円直径で表す粒径が2μm以下の炭化物を分散させる。また、ステンレス極細線の直径を10〜50μmとする。さらに、炭化物の密度を外側から芯に向かって漸減させる。オーステナイト系ステンレス鋼線を用いて、製織し、重なる部分を押圧成形し、金網とした後、金網を浸炭炉中で浸炭し、オーステナイト基地中に炭化物を分散させることにより製造する。浸炭は真空浸炭方法により行う。
(もっと読む)
高強度コイルばねおよびその製造方法
【課題】本発明の課題は、従来の高強度コイルばねよりもさらに高い強度と耐疲労性とを有する安価な高強度コイルばねとその製造方法を提供することである。
【解決手段】化学成分と機械的性質とを制御したオイルテンパー線を素材として、
窒化処理により形成される白層の厚さが4μm以下で、かつ表層部(表面から0.02mm付近)の硬さがHv700〜900、および表面から0.3mmの内部硬さがHv580以上であるコイルばねとする。
(もっと読む)
金属クラッディングされた金属マトリックス複合体ワイヤの製造方法
金属クラッディングされた金属マトリックス複合体ワイヤ(20)の製造方法。この方法は、金属マトリックス中に実質的に連続し長手方向に配置された複数の繊維を含む金属マトリックス複合体ワイヤ(26)の外部表面(24)に延性金属クラッド(22)を付随させるものである。 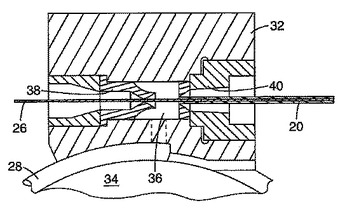 (もっと読む)
(もっと読む)
1 - 11 / 11
[ Back to top ]