
Fターム[4E081YC06]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 車両関係の溶接 (163) | エンジン (13) | マフラー、マニホールド (10)
Fターム[4E081YC06]に分類される特許
1 - 10 / 10
排気浄化装置
開口を有する部材の溶接構造
【課題】軽量化やコスト低減を図り、更に溶接の強度を高めるための、開口を有する部材の溶接構造を提供する。
【解決手段】開口を有するメイン部材11と、開口を有する取付部材12とを備え、取付部材12の開口14をメイン部材11の開口13に配置するようにメイン部材11と取付部材12を溶接する構造であって、
メイン部材11は板金で加工され、
メイン部材11の開口13は、円弧の隅部17を有する形状であり、且つメイン部材11側から取付部材12を溶接し得る溶接代19を備えるように取付部材12の開口14より大きく形成され、更にメイン部材11の隅部17の少なくとも1つは、取付部材12の隅部15との間隔Bcが辺部18へ向かって徐々に広がるように形成される。
(もっと読む)
排気管支持用ブラケットおよびその製造方法

【課題】中空構造のパイプ状部材を用いて支持用ブラケットを構成する場合において、従来と同等の支持強度を確保しつつ、溶接不良の発生を抑制することができる支持用ブラケットを提供する。
【解決手段】本発明の一実施形態に係る排気管3の支持用ブラケット1は、フレーム5から排気管3を支持するための支持用部材であり、中空構造のパイプ状部材により構成され、フレーム5(より詳しくは被溶接部6)に対して溶接により固設されるものであって、支持用ブラケット1における被溶接部6に対して溶接される部位である溶接部1dが、該溶接部1dの長さ方向に直交する断面視において略三角形の形状に形成される。
(もっと読む)
排気集合管の溶接構造
【課題】溶接部の応力集中を緩和し、疲労強度を低コストで向上させることのできる排気集合管の溶接構造を提供する。
【解決手段】エンジンの複数の排気口に対して取り付けられる取付フランジ2に溶接される排気集合管4の溶接構造において、最も外側の枝管4aの取付フランジ2に対する溶接部6は、プレ溶接部6aと増し溶接部6bとから形成されている。増し溶接部6bは、しごき成形により形成された溝部2eを埋めるとともに、プレ溶接部6aの下方の止端部6cを覆うように形成される。この増し溶接部6bは、垂直方向境界線8aよりも外側であり、且つ水平方向境界線10より下側の領域にのみ形成されている。排気集合管4の集合部は水平方向境界線10よりも下側に配置されている。
(もっと読む)
溶接構造
【課題】薄肉部材に薄肉部材よりも熱容量の大きな取付部材を重ねてアーク溶接しても、溶け落ちを防止できる溶接構造を得る。
【解決手段】薄肉部材1に薄肉部材1よりも熱容量の大きな取付部材2を重ね合わせてアーク溶接する。その際、薄肉部材1と取付部材2との間に、重ね合わせの面積よりも大きな板状部材4を介装すると共に、板状部材4には溶接の開始点と終了点とを板状部材4上に残して溶接箇所に応じたスリット10,12を形成する。そして、取付部材2と板状部材4とを溶接すると共に、同時にスリット10,12を介して薄肉部材1と板状部材4とを溶接する。スリット10,12は薄肉部材1と取付部材2との溶接箇所に沿って形成した。
(もっと読む)
溶接継手及びその製造方法
【課題】排気2重管とフランジとからなる溶接継手において、内管の端面の溶断を防止できる溶接継手及びその製造方法を提供する。
【解決手段】内管2及び外管3で構成される排気2重管1と板状のフランジ4とからなる溶接継手において、内管2の端面2aを外管3の端面3aよりも管軸1a方向内側に配置して内管2の端部2bと外管3の端部3bを少なくとも1箇所溶接W1し、外管3の端部3bをフランジ4の貫通孔4aに嵌合して貫通孔4aの内面と全周溶接し、全周溶接により形成された溶接ビードW2が内管2の端面2aと離間している。
(もっと読む)
排気マニホールドの接続構造
【課題】
排気マニホールドの被接続端面及び過給機のハウジングの被接続端面をインロー構造とし、かかるインロー構造を介して双方の被接続端面を嵌合することにより形成される開先形状部で双方を溶接した排気マニホールドの接続構造において、双方を嵌合するときにセット不良を起こさず、結果として溶接不良を生じない排気マニホールドの接続構造を提供する。
【解決手段】
排気マニホールドの被接続端面及び過給機のハウジングの被接続端面を傾斜角20〜40度の傾斜面が少なくとも1.5往復するインロー構造とした。
(もっと読む)
拡管加工性に優れたフェライト系ステンレス鋼溶接管およびその製造方法
【課題】 素管の2倍以上の拡管加工での溶接部あるいは溶接部近傍に発生する拡管加工割れの無い、拡管加工性に優れるフェライト系ステンレス鋼溶接管を提供するものである。
【解決手段】 Ti,Nbの1種または2種を、質量%で各々0.1〜0.5%含有するフェライト単相のフェライト系ステンレス鋼溶接管において、溶接部のビッカース硬さHVWと母材部のビッカース硬さHVMとの硬度差ΔHV(=HVW−HVM)が10〜40の範囲で、溶接部のビード厚さTWと母材部の肉厚TMとの比RT(=TW/TM)が1.05〜1.3である。また、成形、溶接後に周長で0.5〜2.0%の矯正をする。さらに、成形、溶接、矯正後に700〜850℃で焼鈍する。
(もっと読む)
他部材への溶接による二重管管端接続部位置決め構造
【課題】 外管に対する内管の位置決めが簡単に行なわれ、これにより、他部材に対する溶接作業を迅速かつ効率的に行なうことができる他部材への溶接による二重管管端接続部位置決め構造の提供。
【解決手段】 深絞りプレス成形時にディフューザ1を構成する異径管11の大径側管端に残る母材部11aの一部を外向き係止フランジ11bとして残し、この外向き係止フランジ部11bに遮熱パイプ2の大径側管端を係止させた状態で触媒コンバータ3の外筒31への溶接を行なう。
(もっと読む)
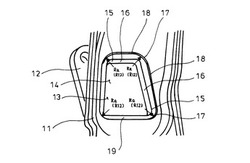
パイプなどの金属板部材を特に排気システム用のハウジングポートなどの金属鋳物部材に接合する方法
金属板部材(3)を金属鋳物部材(5)に接合するための方法が開示されている。本発明の方法によれば、金属板部材(3)と他の部材(5)はパルス溶接プロセスで互いに溶接される。前記方法は特に金属板のパイプ(3)が金属鋳物ハウジング(13)のポート(12)に溶接されることを可能にする。前記利点は排気マニホールド(3)及び、ターボチャージャ(5)などの排気ユニットを備えた排気システムのために用いることができる。 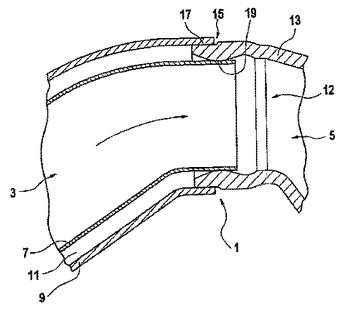 (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]