
Fターム[4E087CA52]の内容
Fターム[4E087CA52]に分類される特許
1 - 16 / 16
耐腐食性と耐応力腐食割れ性を向上したアルミニウム鍛造材の製造方法
複合部材の製造方法、複合部材及び複合部材の製造装置
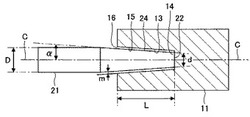
【課題】第2部材の一端に第1部材を接合でき、軸肥大技術を利用して製造可能な複合部材の形状の自由度を向上できる複合部材、製造方法及び製造装置を提供する。
【解決手段】第1部材11の有底穴13に第2部材21の一端側を収容し、第2部材21の端部22を有底穴13の底部14に当接させ、第1部材11と第2部材21の他端側とを支持して荷重を負荷することで、第2部材21の一端側に圧縮応力を生じさせつつせん断応力を繰り返し生じさせて、第2部材21の一端側を肥大化させ、第2部材21の肥大した部位を第1部材11に圧接させることで、第2部材21の一端に第1部材11を接合する。
(もっと読む)
歯車構造体の製造方法及び歯車構造体の中間構造体

【課題】歯車構造体の歯車を塑性流動によって固定する際に、筒状部材の外形の一部が変形したとしても、該筒状部材に形成される歯車の形成精度を高く維持する。
【解決手段】中空軸(筒状部材)24の外周に、第1歯車(一方の歯車)26と第2歯車(他方の歯車)28を軸方向に隣接して形成する歯車構造体22の製造方法であって、中空軸24の外周に、第1歯車26を組み込むための基礎歯(溝)26Aを形成する第1工程と、中空軸24の外周に、第2歯車28を、該第2歯車28の軸方向両端部での歯底円径28d1、28d2が異なるように形成する第2工程と、基礎歯26Aの外周に、第1歯車26の歯車本体26Bを軸方向に沿って押し込み、該歯車本体26Bを塑性流動によって前記基礎歯26Aの外周に固定することによって該第1歯車26を形成する第3工程と、を含む。
(もっと読む)
軸の肥大部形成方法および製造装置
【課題】肥大部を大きく形成でき、結合力を確実に向上させることのでき、肥大化の工程が生産効率よく行える軸の肥大形成方法および製造装置を提供する。
【解決手段】金属製の軸10を被嵌合部材20に嵌め合わせ、その嵌め合わせた部分を該基準軸線CLに対して所定の屈曲点にて屈曲することにより軸10の径を増大させて、被嵌合部材20と軸10とを固定する肥大部形成方法および製造装置である。そして、軸20の屈曲点を、該軸10の軸線方向に移動させて、軸線方向に大きい肥大部を形成する。
(もっと読む)
クランクシャフトの製造方法
【課題】さらなるクランクシャフトの軽量化を図るためにプロジェクション溶接を採用した溶接方法を採用しつつ、必要な接合強度を確実に確保できるクランクシャフトの製造方法を提供する。
【解決手段】カウンターウェイト5の接合面6aから突設される2箇所の突起部7・7と、隣り合う突起部7・7の間に形成される溝部8と、クランクアーム4の接合面6bから突設される3箇所の突起部9・9・9と、隣り合う突起部9・9・9の間に形成される2箇所の溝部10・10と、を形成しておき、突起部7・7を溝部10・10に圧入するとともに、最も外側に形成される二つの外壁部9a・9b以外の突起部9である内壁部9cを、溝部8に据え込みつつ、各部材4・5をプロジェクション溶接する工程と、その後、外壁部9a・9bを、それぞれが隣接する突起部7・7に向けて押圧して、各部材4・5をかしめる工程と、を備える。
(もっと読む)
かしめ補助治具
【課題】内輪の外周面を拘束する部材が当該内輪に対して傾くことを防止することができ、内輪の外周面を良好に拘束できるかしめ補助治具を提供すること。
【解決手段】かしめ補助治具10は、その周方向に分割された全体として環状をなす分割リング13と、この分割リング13を環状に連結している連結プレート14と、軸方向下方に加圧されることにより分割リング13に中心向きの圧力を加えることができるベースプレート15とを備えている。分割リング13は、複数のピース16を有しており、各ピース16は、嵌合スロット21に嵌合された突部18を有している。各ピース16は、連結プレート14の下面14dに密着するように連結プレート14に取り付けられている。
(もっと読む)
金属製品の製造方法
【課題】複数の金属部品を強固に接合させて構造寸法の自由度を向上させ、手間やコストを低減する。
【解決手段】軸線方向一方側の端部の開口部を端部に向けて拡大させる錘台状の傾斜内面11bを備えた筒状の第1の金属部品11と、第1の金属部品の内側に配置可能な軸状の第2の金属部品12と、傾斜内面と同方向へ傾斜するとともに傾斜内面の傾斜角度θより小さい傾斜角度φを有し、傾斜内面の軸線方向と直交する平面との交差形状と相似形の交差形状を有するとともに傾斜内面の他方側の端部よりも外形の大きい他方側の端部を有する錘台状の傾斜外面13aを備えた筒状の第3の金属部品13とを設ける。第3の金属部品を第1の金属部品の開口部から第1の金属部品と第2の金属部品の間に挿入し、軸線方向に押し付けて傾斜外面を傾斜内面に軸線方向に当接させながら塑性変形させて接合する。
(もっと読む)
歯車構造体とその製造方法
【課題】低コストの歯車構造体を実現する技術を提供する。
【解決手段】歯車構造体100は、準備工程と歯切り工程と嵌合工程と荷重工程を経て製造される。準備工程では、第1直径部と第2直径部を有するギアブランクを準備する。歯切り工程では、第1直径部の外周に歯車2の歯4を切るとともに、第2直径部の外周に歯車2の歯溝と一直線上に並ぶ溝を切る。第2直径部は、歯車2のハブ6である。嵌合工程では、リング8を第2直径部(ハブ)6に嵌合する。荷重工程では、リング8の内周面が第2直径部6の溝内に塑性流動し、リング8が第2直径部6に固定されるまでリング8を軸線方向に荷重する。
(もっと読む)
中空軸を有するフランジ組立体、現像ロール、軸付平板状部材、ローラ部材、及び中空軸を有するフランジ組立体の製造方法
【課題】平板状部材と円筒状の軸部材とを簡単な方法で精度良く接合してなる中空軸付フランジを提供する。
【解決手段】中空軸を有するフランジ組立体は、塑性変形可能な金属材料からなり、貫通孔を有する平板状部材と、前記平板状部材よりも硬質の金属材料からなり、前記貫通孔に係合する円筒部と、前記円筒部の一端部に一体的に形成された環状フランジ部と、前記環状フランジ部に連接して前記円筒部の外周に形成された円周溝とを有する円筒状の軸部材とを有し、前記平板状部材と前記貫通孔に挿入した前記軸部材とを加圧接合して、前記環状フランジ部を前記平板状部材に埋め込むことにより、前記平板状部材の一部を塑性変形により前記円周溝に充填してなる構造を有する。
(もっと読む)
塑性締結方法および塑性締結部品
【課題】同軸度に対する厳しい要求に対しても十分に対応できる塑性締結方法および塑性締結部品を提供する。
【解決手段】第1歯車1の嵌合面に、縮径円筒面10と拡径円筒面11とを連続に形成すると共に、第2歯車3の嵌合面に、前記拡径円筒面11に摺接する円筒面12と前記縮径円筒面10に食込むスプライン歯13と連続に形成し、拡径円筒面11と円筒面12とを圧入時のガイド面として利用して、スプライン歯13を縮径円筒面10に食込ませながら第1歯車1と第2歯車3とを圧入嵌合させ、十分な接合強度と優れた同軸度とを有するサブ組立体(塑性締結部品)を得る。
(もっと読む)
機械要素接合方法
【課題】機械要素を対象部材に強固に接合できるようにする。
【解決手段】一端からボルト1が突出し且つ他端に接合穴4が形作られている台座3を、接合穴4形成端がボルト1を取り付けるべき対象部材2の表面に向き合うように配置し、次いで、ツール本体7を回転させながら対象部材2の裏面に押し付け、摩擦熱と塑性流動により軟化した対象部材2の材料をツール本体7で撹拌しながら台座3の接合穴4へ押し込み、この後、ツール本体7を対象部材2から引き離し、接合穴4に入り込んだ対象部材2の塑性変形部位を硬化させる。
(もっと読む)
機械要素接合方法
【課題】機械要素を対象部材に強固に接合できるようにする。
【解決手段】一端からボルト1が突出し且つ他端に突起4が形作ってある台座3を、突起4形成端がボルト1を取り付けるべき対象部材2の表面に向き合うように配置し、ツール本体7を回転させながら対象部材2の裏面に押し付け、摩擦熱によって軟化した対象部材2に台座3の突起4をめり込ませ、対象部材2の表面に台座3を拡散接合する。
更に、ツール本体7を対象部材2から引き離し、突起4がめり込んだ対象部材2の塑性変形部位を硬化させる。
(もっと読む)
鍛造成形装置および鍛造成形品
【課題】強度が必要な部分の鍛造部品から該鍛造部品とは異なる材料から成る部品が突出されて成る鍛造成形品が鍛造成形装置で容易に得られるようにする。
【解決手段】下金型11の上方に、金属材料から成るワークWを鍛造成形して鍛造部品14Aを得るための鍛造空間18ならびに該鍛造空間18に通じるインサートホール25を下金型11と協働して形成する上金型12が昇降可能に配置され、ワークWとは異なる金属材料から成るとともにインサートホール25内に挿入されるインサート部材15Aの一端側が、上金型12および下金型11の鍛造動作に同期して押し込み手段13により鍛造空間18内に押し込まれ、インサート部材15Aの一部が鍛造部品14Aから突出して成る鍛造成形品16Aが得られる。
(もっと読む)
積層部接合方法
【課題】積層部、特に、異種の材質同士を積層した積層部を、摩擦撹拌接合用工具で接合する。
【解決手段】貫通孔18が設けられた有孔ワーク12をAl合金製ワーク10上に積層し、積層部16を形成する。次に、回転動作する摩擦撹拌接合用工具14のプローブ20を貫通孔18に挿入して、Al合金製ワーク10の上端面を摩擦撹拌する。これにより、該上端面及びその近傍の肉が貫通孔18の内周壁に沿って上昇し、円環状隆起部28が形成される。円環状隆起部28が冷却硬化して貫通孔18の内周壁に接合することにより、Al合金製ワーク10と有孔ワーク12とが接合される。この際、貫通孔18の内周壁に設けられたねじ山22が円環状隆起部28の側周壁に噛合し、楔として機能する。なお、貫通孔18から肉を流出させ、抜け止め部30を設けるようにしてもよい。
(もっと読む)
内燃機関用排気バイパス弁機構
【課題】従来技術下では、板状部材貫通孔の軸状部材加締め変形側の角部が比較的鋭角に構成されており、板状部材貫通孔に対向する軸状部材に径方向の接合力が得られず、高温環境下での使用等においては緩み等の問題が発生していた。
【解決手段】板状部材の貫通孔に挿入された軸状部材の両側を加圧し、軸状部材の一端に加締め変形を与えることによって、板状部材の両面の第一,第三接合面間に発生する挟着力と軸状部材の周囲に形成される第二,第四の接合面において、軸状部材の外径側への膨らみ変形によって発生する緊迫力とで接合力を得る。この為、上記貫通孔の軸状部材加締め側角部に第四の接合面としての緩やかな傾斜面(面取り形状)を構成させる。
【効果】第一接合面と第三接合面間に発生する挟着力に、第二,第四接合面に発生する緊迫力が加算され、より高く安定した接合力を得ることが可能である。
(もっと読む)
結合体及び結合方法
【課題】一方の部材に形成された凸部を他方の部材に形成された凹部に形成された尖(せん)頭突起に押し付けて塑性流動させることによって、複数の部材を、特別な設備を使用することなく、かつ、多量のエネルギーを消費することなく、容易な操作によって、強固に結合することができるようにする。
【解決手段】幅狭の入口14及び幅広の奥部15から成り、底面16に尖頭突起を備える凹部が形成された母材11と、凸部が形成され、該凸部が前記尖頭突起の尖頭18を起点とする塑性流動を起こして前記凹部に嵌(かん)合することによって、前記母材11に結合される結合材21とを有する。
(もっと読む)
1 - 16 / 16
[ Back to top ]