
Fターム[4E087CB11]の内容
Fターム[4E087CB11]の下位に属するFターム
断面減少率、圧下率 (72)
加圧モーション(スライド曲線) (5)
シールド(被覆鍛造) (4)
雰囲気 (9)
Fターム[4E087CB11]に分類される特許
1 - 13 / 13
異なる粒状構造の領域を有する構成部品及びその製造方法
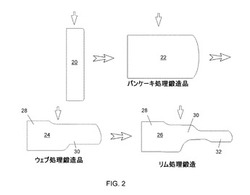
【課題】異なる粒状構造2つ又はそれ以上の領域をもつ構成部品を製造するプロセス、及びこのプロセスで製造された構成部品を提供する。
【解決手段】鍛造ステップをプリフォーム20に施して、構成部品の第1の領域に対応する第1の部位28を有するプロファイル24をもたらす段階を含む。プリフォームは、合金の析出物が固溶化するソルバス温度を有する析出強化合金から形成され、鍛造ステップは、第1の歪み速度及び合金のソルバス温度以下の第1のサブソルバス温度で行われる非最終鍛造ステップを含む。後続の鍛造ステップをプロファイルに施して、第1の部位及び構成部品の第2の領域に対応する第2の部位32を含む最終プロファイル26をもたらす段階を含む。後続の鍛造ステップは、後続の歪み速度及び後続のサブソルバス温度で行われる。次に、最終プロファイルに熱処理を施して、最終プロファイル内に粒成長を引き起こす。
(もっと読む)
超音波塑性加工の荷重予測方法、荷重予測システム、荷重制御システムおよび装置

【課題】超音波を工具または素材に重畳する超音波塑性加工の荷重低減量を簡便な方法で精度良く予測する方法を提供する。
【解決手段】金属、樹脂や塑性変形性を有する材料を工具で負荷しながら、工具および/または被加工材に超音波振動を重畳して成形する超音波塑性加工において、超音波振動を付与しない場合の加工中の荷重と変位の関係を求める第1の手順と、重畳する超音波の変位幅である振幅の二倍の変位を負荷した際に生じる弾性荷重の変化幅を求める第2の手順と、第1の手順で得られた荷重から第2の手順により得られた弾性荷重の変化幅だけ除荷して除荷荷重を求める第3の手順と、第1の手順の荷重と第3の手順の荷重の平均荷重を求めて予測荷重とする第4の手順からなる。
(もっと読む)
薄板状のSiC/Al系複合材の製造方法
【課題】ボイドが存在する恐れが少なく、製造コストが安価な薄板状のSiC/Al系複合材の製造方法を提供する。
【解決手段】溶融AlにSiC粉末と溶融Alに対して1〜3重量%のMgとを添加した溶湯Mを生成する工程と、溶湯Mを鋳造して中間板状体Cを形成する工程と、中間板状体Cを1MPa以下の加圧力で熱間鍛造して薄厚化し、厚さ2mm以下の薄板材を形成する工程とを備える。
(もっと読む)
鍛造装置
【課題】簡易な構成で、被加工物の加工精度を向上させることが可能な鍛造装置を提供すること。
【解決手段】線状または管状の被加工物2を鍛造で加工する鍛造装置は、被加工物2を所定形状に加工するための加工溝18a、19aが形成されるダイス3と、ダイス3に振動を付与する振動付与機構とを備えている。ダイス3は、振動付与機構からの振動が伝達される振動伝達部17aと、振動伝達部17aからZ方向に立ち上がるように形成される立上部20、21とを備えている。加工溝18a、19aは、立上部20、21の先端側に形成されている。この鍛造装置では、振動付与機構からの振動で立上部20、21の先端側がX方向に振動して、加工溝18a、19aで被加工物2を加圧する。
(もっと読む)
鍛造ビレット及びホイール
【課題】機械的強度が優れ、しかも、機械的強度が均一なホイールを製造することができる鍛造ビレット及びそれから得られるホイールを提供する。
【解決手段】軽金属合金を溶融鋳造して鋳造ビレット4とし、該鋳造ビレット4を一方向又は多方向に加圧圧縮してなる鍛造ビレット10であって、鍛流線を有し、且つ下記式を満たす鍛造ビレット10である。H1/H2>2(式中、H1は、鋳造ビレットの加圧される方向の長さを示し、H2は、鍛造ビレットの加圧された方向の長さを示す。)
(もっと読む)
マグネシウム合金材料を製造する方法
【課題】従来のマグネシウム合金に比べて、高い強度を有するマグネシウム合金を提供することを目的とする。
【解決手段】マグネシウム合金材料を製造する方法であって、少なくともアルミニウムと亜鉛とを添加元素として含む、マグネシウム合金の被加工材料を準備するステップと、前記被加工材料を降温多軸鍛造処理するステップと、前記降温多軸鍛造処理された被加工材料を、最大20%の圧下率で圧延処理するステップと、を有することを特徴とする方法。
(もっと読む)
車輪支持用転がり軸受ユニットの製造方法
【課題】冷間加工を含む製造工程によって車輪支持用転がり軸受ユニットを容易に製造することが可能な車輪支持用転がり軸受ユニットの製造方法を提供する。
【解決手段】車輪支持用転がり軸受ユニット1のハブ輪2を、鋼製素材に複数工程の熱間鍛造を順次施して所定の形状に段階的に成形し冷却した後に、冷間加工を施すことにより得る。複数工程の熱間鍛造のうち最終工程の熱間鍛造は、冷間加工が施される被冷間加工部位Tの加工温度、導入されるvon Mises歪の量、熱間鍛造パラメータPF を制御しつつ行う。また、複数工程の熱間鍛造の後の冷却工程は、熱間鍛造パラメータPF に応じて冷却速度を制御しつつ行う。さらに、冷間加工が施される被冷間加工部位Tにおいては、熱間鍛造及び冷却工程によって、日本工業規格JIS G0551に規定の方法で測定された旧オーステナイト結晶粒度が、粒度番号で7以上9以下となっている。
(もっと読む)
車輪支持用転がり軸受ユニットの製造方法
【課題】高い疲労強度を有し長寿命な車輪支持用転がり軸受ユニットの製造方法を提供する。
【解決手段】車輪支持用転がり軸受ユニット1のハブ輪2を、鋼製素材に複数工程の熱間鍛造を順次施して所定の形状に段階的に成形することにより得る。複数工程の熱間鍛造のうち最終工程の熱間鍛造は、車輪取り付け用フランジ10の付け根部分Sの加工温度、導入されるvon Mises歪の量、熱間鍛造パラメータPF を制御しつつ行う。また、複数工程の熱間鍛造の後の冷却工程は、熱間鍛造パラメータPF に応じて冷却速度を制御しつつ行う。
(もっと読む)
高速冷間加工用鋼、並びに高速冷間加工部品およびその製造方法
【課題】加工中は冷間加工性に優れ、加工後は良好な硬さを示す高速冷間加工用鋼を提供すること。
【解決手段】C:0.03%〜0.6%、Si:0.005〜0.6%、Mn:0.05〜2%、P:0.05%以下、S:0.05%以下、N:0.008〜0.04%、をそれぞれ含有し、残部は鉄及び不可避的不純物からなり、該不純物において、Al:0.001%以下、Ti:0.002%以下、Nb:0.001%以下、V:0.001%以下、Zr:0.001%以下、B:0.0001%以下、Ta:0.0001%以下、Hf:0.0001%以下を満たし、かつ、14[Al]/27+14[Ti]/47.9+14[Nb]/92.9+14[V]/50.9+14[Zr]/91.2+14[B]/10.8+14[Ta]/180.9+14[Hf]/178.5≦0.002%を満足する高速冷間加工用鋼を製造する。
(もっと読む)
平行移動視差による材料内部変形の3次元可視化方法及び装置
【課題】 3次元的に塑性変形する複雑形状部品の加工において、加工性の検討や成形品の欠陥の原因を解明するため成形品内部変形の様子を可視化する方法及び装置を提供する。
【解決手段】 材料内部に標点を埋め込んだ金属材料の変形特性と類似したモデル材料を用いて、前記モデル材料をモデル型に装填し、所定の加工量だけ工具で加圧すると同時に、単一焦点から放射線を照射することにより前記標点を放射線用TVカメラで撮像する。次に、視差を形成するために前記モデル型を放射線用TVカメラの撮像面と平行に横方向へ平行移動させ、単一焦点から放射線を照射することにより前記標点を放射線用TVカメラで撮像する。これらの操作を加圧終了まで繰り返した後、撮像画像から標点の2次元座標を演算して、これらの視差を形成する2次元座標から3次元座標を演算し、標点の3次元データと前記モデル型の形状データとを重ね合わせて表示する。
(もっと読む)
鍛造/鋳造方法
粉末金属部品を鋳造又は鍛造する方法が開示される。一例の方法は第1ロッドと、前記第1ロッドを囲む第1ラムと、ダイキャビティを有するダイプレートと、前記第1ロッドと反対側の第2ロッドと、前記第2ロッドを囲む第2ラムを含むプレスを使用し、第1ロッドと第2ロッドは前記部品の内径内で嵌合するように位置決めされる。本方法において、前記部品は前記ダイキャビティ内に位置決めされ、前記第1ロッドと前記第2ロッドの一方は前記部品の内径内のコアロッドとして設置され、前記第1ラムと前記第2ラムの少なくとも1つは前記第1ラムと前記第2ラムの他方に向かって移動し、前記第1ラムと前記第2ラムは前記部品の壁部と接触し、鋳造又は鍛造する。  (もっと読む)
(もっと読む)
鋼製軟窒化機械部品の製造方法
【課題】熱間鍛造後に熱処理を省略して機械加工しても、その後軟窒化処理を施すことにより疲労強度が高い機械部品が得られる鋼製軟窒化の製造方法を提供する。
【解決手段】Si、Mn、S、Cr、Mo、Nb、Ti、V、Ni及びNを所定量含有し、残部がFe及び不可避的不純物からなり、前記不可避的不純物のうちP含有量を所定量以下に規制し、前記含有元素の含有率からなる関係式の値を特定の範囲内とする組成の鋼材を、1150〜1280℃に加熱した後、熱間鍛造にて成形し、その後0.5〜1.5℃/秒で冷却して、ミクロ金属組織中のベイナイト組織の比率を50%以上にした熱間鍛造品を、機械加工した後、550〜650℃で30分間以上軟窒化処理する。
(もっと読む)
コンロッド製造方法、コンロッド製造用金型装置、及び、該製造方法により製造されたコンロッド
【課題】ダミーウェイトを付加せずに振動発生を抑制可能なコンロッドを製造するコンロッド製造装置を提供する。
【解決手段】相互に対向する方向に相対移動可能な上型20及び下型40と、上型20を保持する上型ホルダ30と、下型40を保持する下型ホルダ50と、を備え、小端部2、大端部3、及び、小端部2と大端部3とを継ぐロッド部4を一体で鍛造成形してコンロッドを製造するためのコンロッド製造用金型装置10であって、上型20及び下型40は、相互に逆方向に膨張可能に上型ホルダ30及び下型ホルダ50にそれぞれ保持されている。
(もっと読む)
1 - 13 / 13
[ Back to top ]