
Fターム[4E087DB13]の内容
鍛造 (11,151) | 他の加工処理との組合せ (1,433) | 非機械加工 (382) | 焼結 (15)
Fターム[4E087DB13]に分類される特許
1 - 15 / 15
タービンローター用シャフトの製造方法
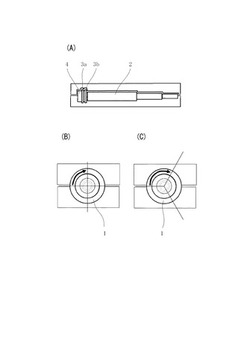
【課題】切削加工無しで、フランジと軸部の寸法、軸部に対するフランジの直角度、円周振れ、真円度を所望する精度に納めることができるタービンローター用シャフトの製造方法を提供する。
【解決手段】最終製品の目標値に対して、フランジ(3a,3b)の外径が+0.0%〜+0.6%、フランジの厚みが−0.8%〜−0.0%、軸部(2)の直径が+0.0%〜+0.6%以内、円周振れ公差が0.5mm以内、軸部に対するフランジの直角度公差が0.5mm以内にあり、且つ焼結密度が相対密度95%以上の焼結品をプレスする工程を含み、当該プレス工程において、回転軸を含む面でタービンローター用シャフトを2等分した形状の上型と下型で、焼結品をプレスし、1回目のプレス後、120°以内で位相を変えて2回目のプレスを行い、以後、順次120°以内で焼結品を回転させて360°以上回転するまでプレスを行う。
(もっと読む)
疲労強度に優れた粉末鍛造品、粉末鍛造用混合粉末、および破断分割型コンロッド
【課題】高価な元素を添加しなくても、十分な被削性、靭性を確保したうえで、疲れ限度:400N/mm2以上の優れた疲労特性を得ることができる粉末鍛造品と、その粉末鍛造品の原料として用いられる混合粉末、およびその粉末鍛造品を用いて製造される破断分割型コンロッドを提供することを課題とする。
【解決手段】真密度比が97%以上であると共に、成分組成が、質量%で、C:0〜0.45%、Cu:0.5〜4%、P:0.1〜0.7%で、残部が鉄および不可避的不純物であり、且つ、C、Cu、Pの含有量が、[Cu]+22[C]+28[P]>14という条件式を満たす。但し、前式で[ ]は、各元素の含有量(質量%)を示す。
(もっと読む)
コンロッドの製造方法及びコンロッド鍛造用金型

【課題】鍛造の際にステム部の抜穴にバリの発生を抑制することができる、コンロッドの製造方法及びコンロッドの鍛造用金型を提供する。
【解決手段】大径穴51をもつ大端部52と、小径穴53をもつ小端部54と、大端部52と小端部54とを連結し抜穴55が開口するステム部56とをもつコンロッドの形状に近似する粗成形品6を、鍛圧することによりコンロッドを製造する方法において、粗成形品6の抜穴55にピン4を嵌挿させて粗成形品6を鍛圧する。
(もっと読む)
可変ケース深さの粉末金属歯車及びその製造方法
本発明は、複数の歯及び複数の歯に鍛造された可変ケース深さ分布を備える歯車、及び、その製造方法を提供する。複数の歯の各々は、第一表面部及び歯元を有している。可変ケース深さ分布は、複数の歯の各々に形成されており、第一表面部上に大きな耐磨耗性及び歯元内に大きな耐衝撃性を示す。  (もっと読む)
(もっと読む)
軸受ユニットの製造方法
【課題】スリーブ内に軸受を固着した軸受ユニットの製造方法において、内周面に凹部を有するスリーブを容易に形成可能として、生産効率の向上を図る。
【解決手段】円筒状の焼結体からなり、軸受嵌合孔の一端部に大径部6a、6bを有するスリーブ分割体2、3を、ダイ20のダイ孔20aに接合面2a、3aどうしを突き合わせるようにして支持する。次いで、コアロッド21を嵌合孔2b、3bの中心に挿入するとともに、焼結体からなる円筒状の軸受5を各スリーブ分割体2、3とコアロッド21との間に挿入する。そして、スリーブ用圧縮パンチ22、23および軸受用圧縮パンチ24、25で軸受5を軸方向に圧縮して、凹部6を有するスリーブ4を形成するとともに内周面4aに軸受5を接合して、軸受5の内周面5aに中逃げ部7を有する軸受ユニット1を形成する。
(もっと読む)
金属複合材料の製造方法及び金属複合材料からなる部材
【課題】マグネシウム、アルミニウム、亜鉛又はそれらの合金のヤング率、剛性、強度、熱伝導性、耐クリープ性を向上させた金属複合材料であって鍛造加工し得る金属複合材料の製造方法、及び金属複合材料からなる部材を提供すること。
【解決手段】マトリックス金属としてマグネシウム、アルミニウム、亜鉛又はそれらの合金を用いること、多孔質プリフォームは連続気孔を持ち、空隙率が80%以上であり、空隙サイズの平均直径が0.1mm以上であること、及び473K以上に予熱された多孔質プリフォームを金型内に収容し、マトリックス金属の溶湯をダイカスト鋳造法、低圧鋳造法又は重力金型鋳造法により多孔質プリフォームの空隙中に充填すること、からなる金属製多孔質プリフォームとその空隙中に充填されたマトリックス金属とからなる金属複合材料の製造方法、及び金属複合材料からなる部材。
(もっと読む)
複合材製品の製造方法
【課題】後工程でセラミックスとマトリックス金属との比率を調整することができる複合材製品の製造方法を提供する。
【解決手段】複合材製品の製造方法は、マトリックス金属材料11と、マトリックス金属材料よりも融点が高い補強部材12を準備する工程と、補強部材に、マトリックス金属材料を浸透させることで金属基複合材料43を製造する工程と、金属基複合材料を、マトリックス金属材料の融点以上に加熱し、マトリックス金属材料11の一部を分離させて調整済み複合材料58を得る工程と、調整済み複合材料を、成形型71で塑性加工することで製品72を得る工程と、からなる。調整済み複合材料を得る工程での加熱残熱で高温状態にある調整済み複合材料を圧縮成形する。
(もっと読む)
焼結鍛造部材の製造方法
【課題】簡単で優れた封孔処理が可能であり、焼結鍛造部材の品質を格段に向上できる焼結鍛造部材の製造方法を提供する。
【解決手段】焼結鍛造部材を製造する製造方法において、炭素を含む鉄系金属粉末を圧粉成形した圧粉成形体を予備焼結処理する第1工程と、次に予備焼結体をHV100〜350の硬度の鋼製ショット材でショットブラスト処理して予備焼結体の表面部を封孔処理する第2工程と、次に予備焼結体を本焼結処理する第3工程と、次に本焼結処理された焼結体を熱間鍛造する第4工程とを備えている。前記第1工程の予備焼結処理は、非酸化性雰囲気で800〜1000℃の温度で行うことが望ましい。前記第2工程のショットブラスト処理は、粒径0.3〜0.7mmの鋼製ショット材を用い、30〜80m/sの投射速度で、100Kg/分以下の投射量で行うことが望ましい。
(もっと読む)
粉末金属鍛造品とその製造方法及び製造装置
粉末金属鍛造品を成形する方法と装置は、第1の金型と、該第1の金型と縦方向に補足関係にある第2の金型とを有する、粉末金属鍛造品成形用の金型セットを含む。前記金型セットは、縦構成部分と横構成部分とを含む、少なくとも2つの寸法的凹凸を有し、少なくとも該横構成部分は縦方向に沿って変化し、少なくとも該凹凸の1つは、各金型内で変化する。前記第1の金型と前記第2の金型の各々は、前記第1の金型内の横に変化する内側における縦方向に設けられた凹凸を前記第2の金型内の横変化凹凸から切り裂くキャストレイテッド分割境界面を含む。前記金型内の前記切り裂きは、鍛造された粉末金属部品を前記金型内にトラップすることなく、該粉末金属部品に正反対ドラフトの凹凸を付与する。  (もっと読む)
(もっと読む)
マルチホィール
本発明は、少なくとも2つの並べて配置されたシングルホィール(3、4)を有し、前記シングルホィールがそれぞれ、外周面(7、8)を備えたホィールボディ(5、6)を有しており、その場合に前記外周面(7、8)にわたって分配されて、牽引手段を噛合させるための歯(9、10)が配置されており、かつその場合に少なくとも2つのシングルホィール(3、4)の少なくとも1つが、チェーンホィール、歯車または歯付きベルトホィールとして形成されている、牽引手段駆動装置のための、一体的な金属のマルチホィール(2)を形成する方法に関する。チェーンホィール、歯車または歯付きベルトホィールが、粗輪郭をもって形成され、その場合に粗輪郭の歯の厚みが、−軸方向に見て−完成したチェーンホィール、歯車、歯付きベルトホィールの最終輪郭の歯の厚みよりも大きく、その後、使用される牽引手段に従ってこの粗輪郭が切削なしの変形、特に圧延によって、完成した歯輪郭に変形され、その場合にチェーンホィール輪郭または歯車輪郭から歯付きベルトホィール輪郭が形成され、あるいは歯車輪郭または歯付きベルトホィール輪郭からチェーンホィール輪郭が形成され、あるいは歯付きベルトホィール輪郭またはチェーンホィール輪郭から歯車輪郭が形成される。本発明はまた、マルチホィールを形成するためのプリフォームおよびマルチホィールに関する。  (もっと読む)
(もっと読む)
高強度難燃性マグネシウム合金
【課題】希土類等の元素を使用せずに、引張強度が高く高強度、かつ低コストで製造できる高強度難燃性マグネシウム合金である。
【解決手段】マグネシウム合金に0.5〜5.0重量%のカルシウムが添加された難燃性マグネシウム合金の小片状ブロックに、モリブデン(Mo)、ニオブ(Nb)、タングステン(W)、アルミナ(Al2O3)、珪化マグネシウム(Mg2Si)、及び炭化珪素(SiC)から選択される少なくとも1種以上を追加添加物として添加して粉砕物とした後、成形、焼結及び塑性加工により製造された高強度難燃性マグネシウム合金である。
(もっと読む)
焼結部品用サイジング金型の設計方法
【課題】サイジング金型で矯正して仕上げる焼結部品の寸法精度を向上させるために、適切な矯正面を有するサイジング金型を作ることができるサイジング金型の設計方法を提供する。
【解決手段】中心から被サイジング面の各部までの距離が変化している焼結部品、例えば焼結歯車1の製造において、歯2の歯先3、歯面4、歯底5を被サイジング面にしてそれらの面をサイジング加工するときの被サイジング面のスプリングバック量xをサイジング領域の全域において一定とし、その一定のスプリングバック量x分を製品の歯形6から製品の中心方向に小さくしてサイジング金型の歯形7を設計するようにした。
(もっと読む)
バルブシート部材の製造方法
【課題】 サイジング加工でバルブシート部材を形成するのに最適とする。
【解決手段】 焼結形成されて適宜の手段で固定されたバルブシート部材(W)の端面にパンチPを押圧して環状リーフバルブ(V1,V2)を隣接させる平滑面からなる仕上面1a,…を成形する際に、仕上面1a,…とこの仕上面1a,…に連続する立ち上り面11,…との境界部に乱れ面aが発現されないようにする。
(もっと読む)
高強度アルミニウム焼結鍛造部品の製造方法
【課題】 優れた耐摩耗性を示すとともに引張り強さ、伸びが改善されたアルミニウム焼結鍛造部品の製造方法を提供する。
【解決手段】原料粉末全体の成分組成が質量比でZn:3.0〜10%、Mg:0.5〜5.0%、Cu:0.5〜5.0および残部が不可避不純物およびAlからなり、かつ、原料として15質量%以上のアルミニウム粉末とZnの全量を含むアルミニウム合金粉末とを少なくとも用い、それら原料粉末を混合する配合工程と、前記工程で得られた原料粉末を金型に充填後、200MPa以上の成形圧力で圧粉成形する成形工程と、前記工程で得られた成形体を焼結保持温度:580〜610℃で焼結した後に常温まで冷却する焼結工程と、前記工程で得られた焼結体を室温かつ据え込み率:3〜40%で冷間鍛造を行う冷間鍛造工程、もしくは100〜450℃かつ据え込み率:3〜70%で熱間鍛造を行う熱間鍛造工程のいずれかによる鍛造工程を順に行う。
(もっと読む)
粉末金属歯車の高密度化法及び装置
本発明は粉末金属歯車のプレフォーム材の歯を高密度化する装置及び方法を提供する。ダイスは歯車の本体を受けるアパチャーと、歯車の歯を受ける複数の溝とを有する。溝は長さと、長さ方向において変化する幅とを有する。溝はアパチャーに関して正接方向に狭くなる。粉末金属歯車のプレフォーム材をダイスに押し込み、歯を溝の比較的狭い部分で塑性及び弾性変形させる。溝の狭い部分を通過して圧縮された後、歯は少なくとも部分的に復元する。ダイスにより画定される溝はハスバ歯車を形成する螺旋状でよい。  (もっと読む)
(もっと読む)
1 - 15 / 15
[ Back to top ]