
Fターム[4E087DB16]の内容
鍛造 (11,151) | 他の加工処理との組合せ (1,433) | 非機械加工 (382) | 熱的操作 (285) | 冷却 (42)
Fターム[4E087DB16]に分類される特許
1 - 20 / 42
熱間スラブの幅プレス用金型の冷却方法
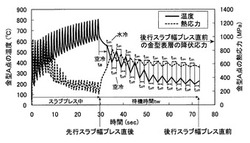
【課題】熱間スラブの幅プレス用金型に生ずる熱的損傷を低減することにより、金型の長寿命化を図るとともに、金型表層の欠け落ちによって発生する表面品質トラブルを防止することを可能とする、熱間スラブの幅プレス用金型の冷却方法を提供する。
【解決手段】先行スラブの幅プレス終了後から後行スラブの幅プレス開始までの待機時間tw内において、後行スラブの幅プレス開始直前の金型表層温度に対応する金型表層の降伏応力σに対して、金型を水冷しつつ、水冷中の金型表層で増加する熱応力が前記降伏応力σに到達する以前まで水冷し、その後、金型の水冷を停止して復熱させ、金型表層温度が直前の水冷開始温度Tsに到達する以前まで水冷を停止して、金型表層の熱応力を低減させ、前記待機時間twの間、前記金型表層降伏応力σ到達以前までの水冷と、直前の水冷開始温度Ts到達以前に復熱するまでの水冷停止とを、交互に繰り返す。
(もっと読む)
クランクシャフトの製造方法及び製造装置

【課題】トリミング時のカウンタウェイトの変形に起因するクランクシャフトの回転バランスの悪化を防ぐことが可能なクランクシャフトの製造方法及び製造装置を提供する。
【解決手段】成形工程とトリミング工程と間の移行段階(冷却工程)で、クランクシャフト1の各カウンタウェイトのみを冷却して硬化させたので、トリミング工程における各カウンタウェイトの変形を抑止することができる。これにより、トリミング工程で各カウンタウェイトのバランスがトリミング型の上型側へ移動することを防ぐことができ、回転バランスの精度が高いクランクシャフト1を得ることができる。
(もっと読む)
フェライト−パーライト型非調質鍛造部品の製造方法
【課題】一つの部品内に、十分な降伏強度が付与された部分(高強度化させる部分)と、切削加工性を向上させるために降伏強度が抑えられた部分(低強度化させる部分)とを、非調質で形成させた鍛造部品の製造方法を提供することにある。
【解決手段】被加工材について、TTiCとなるように加熱する加熱処理工程と、高強度化させる部分について、1050℃以上、前記加熱温度以下で熱間鍛造を行い、低強度化させる部分について、Ac3点以上、950℃以下で、真歪量を0.3以上とする熱間鍛造を行う熱間鍛造工程と、高強度化させる部分について、急冷停止温度までの平均冷却速度が、3.0℃/s以上となり、急冷停止温度から400℃までの平均冷却速度が、0.1℃/s以上、1.5℃/s以下となり、低強度化させる部分について、600℃までの平均冷却速度が、1.0℃/s以下となるように、被加工材を冷却する冷却工程と、を含むことを特徴とする。
(もっと読む)
フェライト−パーライト型非調質鍛造部品の製造方法
【課題】一つの部品内に、十分な降伏強度および延性が付与された部分(高強度化させる部分)と、切削加工性を向上させるために降伏強度が抑えられた部分(低強度化させる部分)とを、非調質で形成させた鍛造部品の製造方法を提供することにある。
【解決手段】被加工材の高強度化させる部分について、TNbCとなるように加熱するとともに、被加工材の低強度化させる部分について、AC3点以上、TVC−50℃以下に加熱する加熱処理工程と、前記高強度化させる部分について、1050℃以上、前記加熱処理工程における前記高強度化させる部分に対する加熱温度以下とし、真歪量が0.3以上となるように熱間鍛造を行い、かつ、前記低強度化させる部分について、前記AC3点以上として、熱間鍛造を行う熱間鍛造工程と、前記高強度化させる部分について、急冷却と緩冷却を施す冷却工程と、を含むことを特徴とする。
(もっと読む)
切欠き疲労強度に優れた高強度鋼製加工品及びその製造方法
【課題】 鍛造温度や鍛造加工率等に依らず、化学組成の成分添加量及び熱処理条件を制御することによって、高切欠き疲労強度を有する超高強度低合金TRIP鋼(TBF鋼)からなる高強度鋼製加工品の提供。
【解決手段】 C:0.15〜0.25%、Si:2.5%以下(0%を含まない)、Mn:0.5〜2%、Cr:0.5〜1.5%、Mo:0.5%以下、Nb:0.1%以下を含有し、かつ、下記式により規定される炭素当量(Ceq)が0.65%以上0.75%未満で、残部Fe及び不可避的不純物からなり、さらに金属組織は、母相組織がラス状ベイニティックフェライトを全組織に対して体積率で65%以上と、ポリゴナルフェライト及びグラニュラーベイニティックフェライトを合計で全組織に対して体積率で5%以下含有し、第2相組織が残留オーステナイトを全組織に対して体積率で5〜20%と、マルテンサイトを全組織に対して体積率で10%以下含有する、切欠き疲労強度に優れた高強度鋼製加工品。
記
Ceq=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14
(もっと読む)
大きな軸受け座を備えたねじ山付きスピンドルの製作方法
【課題】大きな軸受け座若しくは大きな駆動ピン等を備えた、特に転造されたねじ山付きスピンドルを用意するために、より廉価な方法を提供する。
【解決手段】ほぼ全長にわたって外周面に少なくとも1つの螺旋状の溝が設けられた、長手方向に延在する鋼製の素材を準備し、素材の第1の長手方向範囲を加熱し、第1の長手方向範囲における素材の塑性変形に必要とされる力を、周辺温度での素材の塑性変形に必要とされる力未満に減少させ、素材を、第1のストッパと第2のストッパとの間で長手方向で不動に緊締し、この場合、第1のストッパと第2のストッパとの相対位置を、これらのストッパの間隔が短くなるように調節し、第1の長手方向範囲を長手方向に対して半径方向に膨らませ、素材を周辺温度に冷却し、半径方向に膨らまされた第1の長手方向範囲の領域で、素材を所望の最終形状に切削加工するステップを有しているようにした。
(もっと読む)
フェライト−パーライト型非調質鍛造部品の製造方法
【課題】一つの部品内に、十分な降伏強度が付与された部分と、切削加工性を向上させるために降伏強度が抑えられた部分とを、非調質で形成させた鍛造部品の製造方法を提供することにある。
【解決手段】被加工材を、TVC+50℃以上、1350℃以下となるように加熱する加熱処理工程と、前記被加工材の高強度化させる部分について、1000℃以上、前記加熱処理工程における加熱温度以下とし、かつ、前記被加工材の低強度化させる部分について、AC3点以上、950℃以下として、熱間鍛造を行い、当該熱間鍛造により当該低強度化させる部分の相当歪量を0.2以上とする熱間鍛造工程と、800℃から600℃までの平均冷却速度が、前記高強度化させる部分について、0.5℃/s以上、2.0℃/s以下とし、かつ、前記低強度化させる部分について、1.0℃/s以下となるように、前記被加工材を冷却する冷却工程と、を含むことを特徴とする。
(もっと読む)
高強度・高靭性非調質熱間鍛造部品およびその製造方法
【課題】高い降伏強度および靭性を有する非調質熱間鍛造部品およびその製造方法を提供する。
【解決手段】C:0.20〜0.80質量%、Si:0.50質量%以下、Mn:0.40〜1.00質量%、P:0.050質量%以下、S:0.050質量%以下、V:0.20〜0.80質量%、Nb:0.02〜0.30質量%、N:0.0100質量%以下を含有し、残部がFeおよび不可避的不純物である組成からなり、旧オーステナイト粒のGf粒度番号が6以上であるフェライト−パーライト組織からなり、フェライトおよびパーライト中の直径:10nm以下の(V、Nb)C析出物の個数密度が5000個/μm2以上であることを特徴とする。
(もっと読む)
フェライト−パーライト型非調質鍛造部品の製造方法
【課題】一つの部品内に、十分な降伏強度が付与された部分と、切削加工性を向上させるために降伏強度が抑えられた部分とを、非調質で形成させた鍛造部品の製造方法を提供することにある。
【解決手段】被加工材を、TVC+50℃以上、1350℃以下となるように加熱する加熱処理工程と、前記被加工材を、AC3点以上、950℃以下として、熱間鍛造を行い、相当歪量を0.2以上とする熱間鍛造工程と、高強度化させる部分について、前記熱間鍛造工程終了時の前記被加工材の温度から急冷停止温度までの平均冷却速度が、3.0℃/s以上となり、急冷停止温度から500℃までの平均冷却速度が、0.5℃/s以上、2.0℃/s以下となり、低強度化させる部分について、前記熱間鍛造工程の終了温度から500℃までの平均冷却速度が、1.0℃/s以下となるように、前記被加工材を冷却する冷却工程と、を含むことを特徴とする。
(もっと読む)
リン成分が均一分散されかつ微細均一な結晶組織を有するめっき用含リン銅アノード材の製造方法およびめっき用含リン銅アノード材
【課題】めっき用アノード材として用いるのに好適な、リン成分が均一分散されかつ微細均一な結晶組織を有するめっき用含リン銅アノード材の製造方法およびその製造方法で製造しためっき用含リン銅アノード材を提供する。
【解決手段】Cu純度99.99質量%以上、P:300〜1000質量ppm、酸素含有量:10質量ppm以下を含有する含リン銅鋳塊を、初期温度600〜900℃で、多軸で圧縮―延伸を繰り返す圧伸鍛造を少なくとも1回以上繰り返し行った後水冷し、次いで、初期温度550℃以下で温間加工または冷間加工を行った後水冷し、必要により、さらに、300〜500℃の温度範囲で歪取焼鈍を行うことにより、リン成分の均一分散を図ると同時に、結晶組織の微細化・均一化を図っためっき用含リン銅アノード材を得る。
(もっと読む)
金属部品の加工成形方法
【課題】原料量に対して、実際に得られる完成部品の比率、即ち歩留まり率が高く、また加工作業が容易であり、加工コストが小さく、更に、完成部品の寸法精度を精密な状態に保持しうる金属部品の加工方法を提供する。
【解決手段】金属部材11を熱間鍛造12によって所定形状に成形する素材成形工程13と、上記素材成形工程で形成された加工前素材14を、室温環境下において、ローラー塑性成形加工によって所定の完成部品形状に加工するローラー塑性成形加工工程とを備えた構成とする。
(もっと読む)
機械構造用鋼、および、その製造方法、並びに、機械構造用鋼を用いた加工部品製造方法
【課題】冷間加工性に優れると共に、加工部品の部品硬さを向上させることができる機械構造用鋼、その製造方法、並びに、機械構造用鋼を用いた加工部品製造方法を提供する。
【解決手段】C:0.005〜0.06質量%、Si:0.01〜0.1質量%、Mn:1.0超〜3.0質量%、P:0.05質量%以下、S:0.005〜0.05質量%、Cr:0.3〜3.0質量%、Al:0.005〜0.1質量%、N:0.008〜0.02質量%を含有し、残部がFe及び不可避的不純物から成る組成を有し、N固溶量は0.008〜0.02質量%であり、組織中のセメンタイト相分率が2%以下で、残部がフェライト相であり、前記フェライト相の平均結晶粒径が10〜100μmである。
(もっと読む)
鍛造材の内部欠陥を改善する鍛造方法
【課題】被加工材の内部に応力及びひずみを集中させ、内部、特にピン部等中心部の欠陥の閉塞を効率よく行うことにより、クランクスロー等の鍛造材の内部欠陥を改善する鍛造方法を提供する。
【解決手段】上下に平金敷1,2を取り付けた自由鍛造プレスにより、対向する2方向からの圧下と同一軸方向への送り動作を交互に繰り返すパス操作を複数回行ないつつ被加工材3を鍛造する鍛造方法であって、前記被加工材3の圧下面Uaに対応する側面Scの圧下開始前温度と圧下終了後温度の温度差範囲が、25〜300℃となる様に冷却しながら該被加工材3を圧下する鍛造材の内部欠陥を改善する鍛造方法。
(もっと読む)
レーザ充填および適度なHIP圧縮成形によるチタンブレードの修理方法
本発明は、金属部品の修理方法で、損傷部品に前記金属の粉末を噴霧によって前記損傷部品を充填することによる修理方法であって、プロセスが、前記粉末を使用して前記損傷部品をレーザ充填するステップと、その後に、熱間等静圧圧縮成形するステップであって、前記熱間等静圧圧縮成形時に加えられる最高温度は前記金属の再結晶温度を超えないステップとを含むことを特徴とする方法に関する。 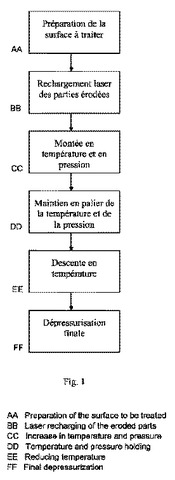 (もっと読む)
(もっと読む)
クランクシャフトの製造方法
【課題】 従来に比較して、高い疲労強度でありながら且つ曲げ矯正性にも優れたクランクシャフト部材を与えるための製造方法を提供する。
【解決手段】曲げ矯正ステップを経て供与されるクランクシャフトの製造方法である。所定成分組成の鋼を1100℃以上の温度で粗鍛造する熱間鍛造ステップと、機械加工によりクランクシャフト形状を与える機械加工ステップと、クランクシャフト形状のR角部の表面に冷間圧延加工を与える表面圧延ステップと、軟窒化処理を施す軟窒化処理ステップと、を含むことを特徴とする。
(もっと読む)
耐食性及び加工性に優れた高強度Al合金鍛造材及びその製造方法
【課題】鍛造材の表層部に粗大な結晶粒が存在せず、所定の硬さ以上である、耐食性及び加工性に優れた高強度Al合金鍛造材を提供すること。
【解決手段】質量基準で、Mg:0.6〜1.2%、Si:0.4〜1.3%、Cu:0.03〜0.8%、Fe:0.04〜0.5%、及びTi:0.005〜0.10%を含有し、残部がAl及び不可避的不純物である合金組成のAl合金からなる鍛造材において、その任意の断面におけるビッカース硬さが110HV10以上で、且つその表層部における平均結晶粒径が150μm以下であり、金属間化合物の最大粒径が5μm未満となるように構成した。
(もっと読む)
冷間加工用鋼材およびその製造方法ならびに冷間加工部品
【課題】冷間加工性に優れると共に、冷間加工によって部品とした後、使用環境の温度が増加するような雰囲気での使用において、強度特性が低下しにくい耐時効軟化性に優れた冷間加工用鋼材およびその製造方法、ならびにその冷間加工用鋼材を用いた冷間加工部品を提供する。
【解決手段】冷間加工用鋼材は、C:0.03〜0.06質量%、Si:0.01〜0.06質量%、Mn:0.4〜1質量%、P:0.05質量%以下、S:0.005〜0.05質量%、Al:0.005〜0.03質量%、N:0.008〜0.015質量%、残部はFe及び不可避的不純物からなる成分組成を有し、固溶C量が0.01〜0.02質量%、かつ、固溶N量が0.008〜0.015質量%であり、組織中のセメンタイト相分率が2%以下(0%を含む)で残部がフェライト相であり、前記フェライト相の平均結晶粒径が20〜100μmであることを特徴とする。
(もっと読む)
耐食性に優れた非磁性高強度ステンレス鋼ナット
【課題】 冷間加工を行うことなく耐食性に優れた非磁性高強度ステンレス鋼ナットを提供する。
【解決手段】 C:0.08重量%以下、Si:1.00重量%以下、Mn:2.50重量%以下、P:0.045重量%以下、S:0.030重量%以下、Ni:7.50重量%〜10.50重量%、Cr:18.00重量%〜20.00重量%、N:0.15重量%〜0.30重量%、Nb:0.15重量%以下、残部Fe及び不可避不純物からなり、熱間鍛造水冷した組織を有することを特徴とする。
当該鋼材を安定オーステナイト域の温度にて鍛練比2S以上でナット素形状に熱間加工し、1010°C〜1150°Cの範囲の温度から50°C以下の温度に水冷する。
(もっと読む)
クラッキングコンロッドの製造方法
【課題】フェライト・パーライト型の非調質鋼からなり、優れた機械強度と、クラッキングコンロッドとしての優れたクラッキング性能とを具有するコンロッド部材を得るためのクラッキングコンロッドの製造方法を提供する。
【解決手段】鋼材を用意するステップと、この鋼材を1200℃〜1300℃の温度範囲まで加熱するステップと、1000℃以上の温度で鋼材の少なくとも所定部位に50%以上の加工率となるような圧縮加工を与えて粗鍛造体に熱間鍛造するステップと、この粗鍛造体を少なくとも5℃/s以下で冷却してフェライト・パーライト組織を与えるステップと、を含む。ここで、必須元素として、質量%で、0.16〜0.35%の範囲内のCと、0.1〜1.0%の範囲内のSiと、0.3〜1.0%の範囲内のMnと、0.040〜0.070%の範囲内のPと、0.080〜0.130%の範囲内のSと、0.10〜0.35%の範囲内のVと、及び、0.08〜0.20%の範囲内のTiと、を含み、上述した所定部位において少なくとも250HV以上の硬さを有するコンロッド部材を与えるよう、鋼材が選択されている。
(もっと読む)
曲げ疲労強度が高く、繰り返し応力による変形量の小さい熱間鍛造用非調質鋼およびその部品の製造方法
【課題】曲げ疲労強度が高く、低歪域で繰り返し応力を負荷された際の変形が起こりにくくい熱間鍛造用非調質鋼およびその部品の製造方法を提供する。
【解決手段】特定量の,C、Si、Mn、P、S、Cr、Mo、V、Al、Ti、N、必要に応じて、CuまたはNi、(1)式を満たし、残部Feおよび不可避的不純物からなる組成と熱間鍛造粗材組織がフェライトの体積分率(F%)が4≦F%≦23のフェライトとパーライトを含み、ベイナイトの体積分率は5%以下であって、フェライト体積分率(F%)およびフェライト平均粒径(μm)とVの含有量(質量%)が(2)式を満足する鋼。3.10≦2.7×Mn+4.6×Cr+V≦5.60(1)、0.04≦フェライト体積分率(F%)×V/フェライト平均粒径(μm)≦0.18(2)熱間鍛造粗材は、1200〜1300℃に加熱後、仕上げ温度1050℃以上の熱間鍛造を行った後、0.8℃/秒以下で冷却する。
(もっと読む)
1 - 20 / 42
[ Back to top ]