
Fターム[4E087HA11]の内容
Fターム[4E087HA11]の下位に属するFターム
Fターム[4E087HA11]に分類される特許
1 - 12 / 12
磁石発電機用一体型ローター及び鋼板からの冷間鍛造成形によるその製造方法
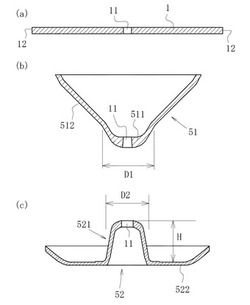
【課題】ハブ部とヨーク部が一体で十分な強度と精度を有するようにすること。
【解決手段】円板状鋼板1の中央部をその外周端を抑えながら加圧して、その穴11の周囲にハブ部より大径の増肉部511を生成させた円錐凹状の第1中間体51を作成し、次いでその増肉部511を含む中心部を扱いて縮径させ、かつ高さを延ばしてハブ部予定部521を成形し、更にその外周側を加圧して底壁予定部522を成形し、ハブ部予定部521側を増肉した第2中間体52を作成する。ハブ部予定部521の内周を整圧し、外周を扱いた上で、上端を圧縮加工してハブ部を成形し、その間に底壁予定部522を加圧して底壁部を成形し、かつ外周の側壁予定部を成形した第3中間体を作成する。その後、ハブ部の形状を保持しながら、側壁予定部の絞り加工と扱きとを同時に行って発電機用一体形ローターを完成させる。
(もっと読む)
圧縮機用インペラの製造方法

【課題】内部欠陥の発生を防止して十分な強度を確保でき、高い形状精度が得られ、さらには生産性の向上を図ることができる圧縮機用インペラの製造方法を提供すること。
【解決手段】複数の翼部を備えた圧縮機用インペラの製造方法は、インペラの中間製品3aの形状のキャビティを有する鍛造型を用いて、固体状の素材を型鍛造にて成型することにより、成型後に鍛造型を破壊又は変形させることなく型抜き可能な複数の翼部前駆体5aを形成した中間製品3aを作製する鍛造工程と、翼部前駆体5aを所定の方向に曲げ加工する曲げ加工工程と、翼部前駆体5aを所望の形状に切削加工して翼部を形成する切削加工工程とを順に行う。
(もっと読む)
ロータハブ、スピンドルモータ、及びハードディスク駆動装置。
【課題】塑性加工と切削を併用して製造されたスピンドルモータ用のロータハブにおいて、塑性加工後の切削性を向上して生産性を高め、かつ、介在物による汚染を防止する。
【解決手段】素材としてフェライト系快削ステンレス鋼を用いることで切削性を改善する。塑性加工の条件を適切に選択することで、加工時の割れを回避する。同時に、塑性加工を利用して、鋼中の介在物を積極的に回転、変形、分断する。これにより、介在物の脱落が起こりにくくなる。
(もっと読む)
ロータ素材鍛造用金型およびロータ素材の鍛造方法
【課題】ロータ素材の鍛造において、寸法精度および材料歩留まりを向上させる。
【解決手段】センター穴(3)を有する円筒体の外周部に軸線に平行なベーン収納溝(4)を有するロータ素材を、成形孔(12)内に突出するベーン収納溝成形用の羽根部(13)と、成形孔(12)の中心に配置されたセンター穴成形用のセンターピン(10)とを有する下金型(10)と、成形用荷重を付与するための上金型(30)とを用いて鍛造する方法であって、前記上金型(30)において、前記下金型(10)のセンターピン(16)および羽根部(13)以外の部分に付与する主荷重に対し、前記センターピン(16)に主荷重よりも小さい第1副荷重を付与するとともに、前記羽根部(13)に主荷重よりも小さい第2副荷重を付与する。
(もっと読む)
鍛造金型及び鍛造方法
【課題】
粉末冶金方で造られたビレット(40)を用いて発電用ガスタービンエンジンのタービンディスクなどの大型鍛造品の製造に適した鍛造金型(10)及び方法を提供する。
【解決手段】
鍛造金型(10)は、バックプレート(12)と、バックプレート(12)の表面の領域(16)の回りに放射状のパターンで配置されたセグメント(14)とを含む。各セグメント(14)は、バックプレート(12)に面した背面(20)と、バックプレート(12)と反対側に境界面(18)を有しており、境界面(18)は鍛造時にビレット(40)と係合する。セグメント(14)は、バックプレート(12)に対して半径方向に移動できるようにバックプレート(12)の表面と物理的に連結する。
(もっと読む)
フランジ構造体の製造方法
【課題】鍛造後の被削性等の加工性の低下させずに、高品質の製品(フランジ構造体)を製造することができるフランジ構造体の製造方法を提供する。
【解決手段】軸部材31と、この軸部材31から外径方向へ延びるフランジ32とを備えたフランジ構造体の製造方法である。硬さが80(HRB)〜25(HRC)の素材から冷間鍛造を行って、硬さが15(HRC)〜30(HRC)の製品を成形する。
(もっと読む)
鍛造用金型およびそれを用いた段部を有する製品の製造方法
【課題】 所定高さの段部を同時に成形することができるとともに、成形金型の寿命低下や割れ、破損等を防止することができる、鍛造用金型およびそれを用いた段部を有する製品の製造方法を提供することを目的とする。
【解決手段】 鍛造素材33Sを塑性流動させて段部を有する製品を鍛造成形する鍛造用金型61において、段部成形型69は、鍛造素材33Sが塑性流動する方向Xに対して交差する方向に延出する延出部69Aを備え、該延出部69Aには、素材流動を受ける上流面69B側に形成されたコーナ上流部69Cと、該コーナ上流部69Cに接続され、略素材流動方向Xに形成された頂面69Dと、コーナ上流部69Cの下流側に反対面69Fを形成するコーナ下流部69Eとが形成され、コーナ上流69C部は、素材流動を頂面69D側へと受流す素材流動受流し領域(169C)を備えることを特徴とする。
(もっと読む)
フランジ付きリングの変形防止機能を有するポンチ
【課題】 フランジ付きリングを大径丸棒鋼片から鍛造する際、リング内径中央部の薄肉板をポンチにより抜くときにリング後方部の内径面が中心の内側へ倒れ込むことが阻止されたポンチを提供する。
【解決手段】 フランジ8aを有するフランジ付きリング8の鍛造工程において、フランジ付きリング8のリング内径面に鍛圧により形成の薄肉板8cのポンカス抜きに用いるポンチ1を開孔ポンチ2と後部に配設の押し込みポンチ3とからなる分割ポンチから形成し、開孔ポンチ2の外周面を可動でき、先端側の外周面輪郭部4aをリング内のポンカス抜き部8dの後方の軸受用内周面輪郭部8eに当接する外周面輪郭部4aを有する変形防止ガイド4を配設し、変形防止ガイド4に対面する押し込みポンチ3の内部にピン孔5を環状に配設し、ピン孔5に弾撥バネ6と押す押し込みピン7を可動状に内蔵しているポンチ1。
(もっと読む)
アルミニウム合金製鍛造成形品およびその製造方法および鍛造用金型および鍛造装置およびアルミニウム合金製ローター素材およびアルミニウム合金製ローター
【課題】 寸法精度を向上し、後処理工数を削減することのできるアルミニウム合金製鍛造成形品の製造方法を提供する。
【解決手段】 上金型と成形孔内に突出した薄板状部位を有する下金型とを用いて、主成形方向に平行な溝状部位を有する成形品を鍛造成形する工程を含むアルミニウム合金製鍛造成形品の製造方法であって、鍛造成形の際に鍛造用素材の主成形方向の先端面に背圧力を付与した状態で成形を開始し、鍛造用素材の成形孔内への充填率が所定の範囲になった時点で該背圧を除去するので、寸法精度の向上と、後処理工数の削減により歩留まりを向上することができる。
(もっと読む)
スェージング装置およびスェージング方法
【課題】準備段階の要する時間を低減して、回転子の生産効率を向上させることができるスェージング装置およびスェージング方法を提供する。
【解決手段】スェージング装置1は、複数のスロット3cと各スロット3c内に挿入されたロータバー3dとを備えた回転子3を支持および回転させるロール4と、回転子3のスロット3cを検知するローラ17およびローラ17の変位を検知するセンサ18と、回転子3のロータバー3dをスェージングして、ロータバー3dをスロット3cに固定するポンチ10とを備えている。センサ18の検知信号は、スロット検知部26dに送られて、スロット3cが検知される。ポンチ10の動作は、スロット検知部26dで検知されたスロット3c内のロータバー3dをスェージングするようにポンチ突出制御部26nで制御される。
(もっと読む)
歯形状の外形を備えた軸対称形状の工作物または歯形状の外形のない軸対称形状の工作物の製造方法
成形用のダイ(1)と回転可能な工具(2)とを用いて出発材料(3)を成形することにより実質的に軸対称な工作物を製造する方法であって、ダイがその中心軸線に沿って穴(11)を有している、前記方法において、出発材料をダイの前記穴を通じて挿入するステップと、出発材料をダイと回転している工具との間に圧入して、出発材料をダイの輪郭(12)に対応するように前記中心軸線から外側へ流動させるステップとを含んでいる。  (もっと読む)
(もっと読む)
熱間鍛造によるハブ鍛造品の製造方法
【課題】 熱間鍛造した自動車用部品のハブ鍛造品の冷却速度を夏冬に関係なく、適正な冷却速度に維持管理可能にすることにより、コストの掛かる焼準処理による硬度調整をなくしてハブ鍛造品の硬度を一定に保持する方法を提供する。
【解決手段】 自動車用部品のハブ鍛造品8を熱間鍛造プレス1から取り出し、コンベア2により搬送のハブ鍛造品8を650〜800℃で徐冷用保温室4内の保温容器5に移し入れて集積した後、この徐冷用保温室4を徐冷シートカバー6で覆って650〜800℃の範囲から常温まで緩徐冷することにより熱間鍛造されたハブ鍛造品8のフランジ上面9の部分の硬度をHRC93〜99の規格の範囲に制御する。
(もっと読む)
1 - 12 / 12
[ Back to top ]