
Fターム[4E090EB04]の内容
プレス機械の駆動及びプレスライン (3,037) | プレススライド(ラム)配置 (118) | 複数スライド(ラム) (69)
Fターム[4E090EB04]の下位に属するFターム
タンデム (40)
同一フレーム内複数スライド(ラム) (11)
ラム間にアイドルステージを有するもの (1)
Fターム[4E090EB04]に分類される特許
1 - 17 / 17
多色化粧料用プレス装置
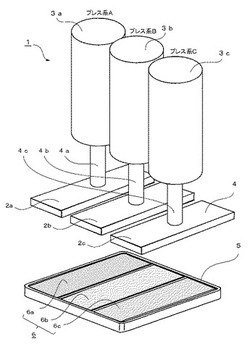
【課題】多色化粧料の表面全体を有効に面一化できるプレス装置を提供する。
【解決手段】プレスヘッド2a〜2cは、化粧皿内5に充填される固形化粧料6a〜6cのそれぞれの表面に形状的に対応したプレス面を有する。油圧シリンダ3a〜3cは、プレスヘッド2a〜2cを個別に昇降させる。油圧シリンダ3a〜3cによるプレス圧やプレス量は、固形化粧料6a〜6cの処方に応じて個別に最適化されている。
(もっと読む)
積層プレス金型及び積層プレス加工方法

【課題】積層させた複数のプレス加工ユニットで行うプレス加工において、加工品の品質をより向上させること。
【解決手段】上下方向に積層され、それぞれ、金属板のプレス加工を行う、一段目プレス加工ユニット100、二段目プレス加工ユニット200及び三段目プレス加工ユニット300と、二段目プレス加工ユニット200で行われるプレス加工が、一段目プレス加工ユニット100におけるプレス加工が終了した状態で行われ、さらに、三段目プレス加工ユニット300で行われるプレス加工が、二段目プレス加工ユニット200におけるプレス加工が終了した状態で行われるように、複数のプレス加工ユニットで行うプレス加工の状態を制御する。
(もっと読む)
プレスラインの搬送モーション作成方法
【課題】既存プレスラインの金型と同一の金型を用いる複製プレスラインの構築に際し、搬送モーションの作成工数を削減できる搬送モーション作成方法を提供すること。
【解決手段】搬送モーション作成方法は、データ読込工程(S111)と、上型干渉曲線点列化工程(S115)と、複数の分割点に対して新上型干渉曲線を生成する新上型干渉曲線個別設定工程(S116)と、新上型干渉曲線のうち、複数の分割点のうちの1点にのみ干渉する新上型干渉曲線を選択する新上型干渉曲線選択工程(S117)と、新上型干渉曲線選択工程によって選択した新上型干渉曲線を、上型から離れる方向に上型と所定のクリアランスを保つように移動させ設定新上型干渉曲線を生成する新上型干渉曲線補正工程(S118)とを備える。
(もっと読む)
サーボプレスラインの運転方法および運転制御装置
【課題】干渉発生を確実に防止できかつ生産性を最大限としてプレス運転できるようにする。
【解決手段】通常プレス運転制御手段と通常搬送運転制御手段と上昇工程遅れ判別手段と下流側搬送工程遅延化補正制御手段と上流側搬送工程遅れ判別手段とスライド下降工程遅延化補正制御手段となどを具備し、スライドモーション情報に基づきスライド位置θaを目標スライド位置θsに合致させる通常プレス運転を実行可能かつ搬送モーション情報に基づき搬送位置Xaを目標搬送位置Xsに合致させる通常搬送運転を実行可能で、スライド上昇工程が遅れ方向状態にある場合に下流側サーボ搬送装置30Dの搬送工程を通常搬送運転の場合よりも遅延化する補正を実行しかつ上流側搬送工程が遅れ方向状態にある場合にサーボプレス30のスライド下降工程を通常プレス運転の場合よりも遅延化する補正を実行する。
(もっと読む)
プレスパネル移動ロボットおよびプレス装置
【課題】プレスパネルをプレス型へ取付ける際に、プレスパネルの支持が下方からであり吸着を用いずに支持可能なプレス装置の提供。
【解決手段】上型2と下型3との間でプレスパネルWにプレス加工を施す際、プレスパネルWが載置されて移動可能であって、
プレスパネルWを載置されてプレス装置1へ進退可能な進退アーム61を有し、進退アーム61にはプレス型1aの一対の端部幅に一対の回動軸63が対向して設けられ、各回動軸63にはプレスパネルWを支持するための支持爪64がそれぞれ対向して固定されており支持爪64上部にプレスパネルWを支持可能であり、回動軸63が回動することで支持爪64が相互に離れる方向へ回動されてプレスパネルWの支持を解除可能に形成し、上型2あるいは下型3へプレスパネルWを載置可能であると共に回収可能に構成する。
(もっと読む)
連続プレス装置
【課題】成型時に被加工物に欠陥を発生させずに長尺状の製品を製造可能な連続プレス装置。
【解決手段】下面が平坦に形成された上部熱盤と、上部熱盤の下面と対向するよう設けられ、上面が平坦に形成された下部熱盤を有し、上部及び下部熱盤には、第1の領域と、第1の領域から熱盤の面方向に離れている第2の領域とが定められており、両熱盤の第1の領域に隣接する部分を第1の温度に加熱する第1の加熱手段と、第2の領域に隣接する部分を第1の温度より高い第2の温度に加熱する第2の加熱手段と、上部及び下部熱盤の少なくとも一方を駆動して両熱盤間に配置された被加工物を押圧する押圧手段と、第1の領域から該第2の領域に向う搬送方向に、両熱盤によって熱圧締される被加工物を搬送する、被加工物搬送手段と、を有する。
(もっと読む)
シミュレーション方法
【課題】搬送時のサイクルタイムを短縮した搬送系を提供することのできる、シミュレーション方法を提供する。
【解決手段】隣接するプレス機械間でワークを搬送する搬送系の設置位置及び搬送ラインをシミュレーションする方法である。プレス機械及び搬送系の形状モデルを形成する第一工程と、プレス機械に対する搬送系の設置位置がそれぞれ異なると共に同一の第一搬送ラインに従ってワーク搬送を行う形状モデルの動作パターンを複数形成し、動作パターンに基づいて動作シミュレーションを行って、ワークを最も早く搬送可能な最適設置位置を選定する第二工程と、搬送系を最適設置位置に固定配置すると共に第一搬送ラインとは異なる複数の第二搬送ラインに従ってワーク搬送を行う動作パターンを複数形成し、動作パターンに基づいて動作シミュレーションを行って、ワークを最も早く搬送可能な最適搬送ラインを選定する第三工程と、を含む。
(もっと読む)
プレスライン
【課題】ワーク搬送速度の高速化を促進する。
【解決手段】ワーク搬送装置10が、上流側プレス1Mと下流側プレス1Nとの中間位置に設けられかつ第1の回動軸18を中心に回動可能な第1のアーム21と、第2の回動軸28を中心に回動可能な第2のアーム31と、この第2のアーム31の先端側に設けられた吸着手段51と、第3の回動軸38を利用して吸着手段51の姿勢を調整可能な姿勢調整手段を具備し、ボルスタ8よりも低い位置に設けた第1の回動軸18を中心に第1のアーム21を回動させかつ第2のアーム31を第2の回動軸28を中心に回動させつつ吸着手段51をプレス加工領域内に移動可能に形成されている。
(もっと読む)
プレス加工方法およびプレス加工システム
【課題】スプリングバックを低減できるプレス加工システムを提供すること。
【解決手段】プレス加工システム1は、鋼板12を絞り加工するドロー成形、および、後述のトリムを経た鋼板12を押圧加工する矯正成形を行う第1のプレス装置10と、絞り加工した鋼板12をせん断加工して不要な部分を除去するトリム、および、押圧加工した鋼板12を曲げ加工するベンドを行う第2のプレス装置11と、を備える。この構成によれば、ドロー成形により、鋼板12をほぼ成形品の形状にしておき、せん断加工により不要な部分が除去される。その後、矯正成形により、ほぼ製品の形状となった鋼板12を成形する。よって、矯正成形後は、鋼板12の内部応力の変化を少なくできるので、スプリングバックを低減できる。その結果、型の成形面を、スプリングバックを見込んだ形状に設計する必要がなく、成形品の製造コストを低減できる。
(もっと読む)
プレスラインの構築方法
【課題】一部のプレス機だけでラインのプレス加工が終了してしまう場合に、プレス加工が終了したワークをライン外へ効率良く排出することができるとともに、そのワーク排出作業を、ワーク搬出装置をライン外に退避させずに行うことができるプレスラインの構築方法の提供を目的とする。
【解決手段】ラインの作業内容に応じて、ワーク搬送装置1の後側搬送ロボット6によるワーク受け渡し範囲内(プレス機P2〜P9における下金型の設置箇所S)に、ワークWを作業ライン外に払い出すためのワーク排出用コンベア3を選択的に配置する。
(もっと読む)
プレス加工システム
【課題】成形手順の変更に柔軟に対応できるプレス加工システムを提供すること。
【解決手段】プレス加工システム1は、複数のプレス機10A〜10Dと、これら複数のプレス機10A〜10Dの間に配置されてワーク40を搬送する複数の第1搬送ロボット20a〜20dおよび複数の第2搬送ロボット30a〜30dと、を備える。複数のプレス機10A〜10Dのうち隣り合うもの同士は、互いに略90度の向きとなるよう配置される。
(もっと読む)
プレス機及びそれを用いた複合装置
【課題】サーボモータ12の回転動力を効率よく増幅し伝達できる減速機構5を用い、プレス機の小型化、省電力化を図る。
【解決手段】サーボモータ12の回転動力を偏芯軸37で偏芯回転動力に変換して外歯歯車36に伝達する。外歯歯車36には規制ピン40が嵌合し、その他端をフランジ21に形成されたピン遊嵌穴42に遊嵌させて、外歯歯車36の自転を規制する。また、外歯歯車36が偏芯すると、その方向で当該外歯歯車36と部分歯合する内歯歯車35を設け、内歯歯車35にボールネジ軸14aを連結すると共にラム13にボールネジナット14bを連結して、内歯歯車35の回転運動をラム13の並進運動に変換伝達するボールネジ14を設ける。
(もっと読む)
トランスファフィーダ装置の制御装置
【課題】複雑な特性を有し、しかも被加工物のクランプ状態により様々に特性が変化する搬送ビームの振動を、比較的簡単な構成で抑制して、高サイクルな搬送動作が可能なトランスファフィーダ装置の制御装置を提供する。
【解決手段】 トランスファフィーダ装置の駆動部10を制御する制御装置20であって、駆動部10に発生させる駆動力を指示する駆動力指令値信号を生成する操作量演算手段30を備えており、操作量演算手段30が、駆動力指令値信号を演算する操作量算出部33と、駆動部状態推定値信号を演算する駆動部状態推定部31と、搬送ビーム振動状態推定値信号を演算する搬送ビーム振動状態推定部32とからなり、操作量算出部33は、駆動部状態推定値信号と搬送ビーム振動状態推定値信号により設定されるH∞制御問題の解として得られる伝達関数に基づいて、駆動力指令値信号を演算するものである。
(もっと読む)
トランスファプレス
【課題】 メインスライドに取付けたサブスライドの揺動、水平方向の変位を無くすとともに、部品の摩耗、がたつき等を抑え、更に部品数低減を図る。
【解決手段】 サブスライド27,28,29を、第1室51、第2室52、第3室53内にメインスライド22の昇降動方向に位置調整可能にそれぞれ配置し、サブスライド27,28,29とメインスライド22との隙間に、サブスライド27,28,29及びメインスライド22の一方で支持するとともにメインスライド22に対してサブスライド27,28,29を拘束することで、メインスライド22の昇降動方向にほぼ直交する方向のメインスライド22とサブスライド27,28,29との相対変位を一時的に無くすことが可能なシリンダ装置55を配置した。
(もっと読む)
プレス間同期制御装置
【課題】いずれのサーボプレスに遅れや進みが生じても互いに同期させることができ、かつプレスラインの生産速度を良好に維持できるプレス間同期制御装置の提供。
【解決手段】プレス間同期制御装置を、スライドのモーションプログラムを入力する入力設定手段9と、各サーボプレスのモーションを時間軸上に割り付けた進捗テーブルを作成する進捗テーブ作成手段11と、各サーボプレスのモーションの1周期に対する運転時の各スライドの進み具合を進捗値として演算する進捗値演算手段12と、各サーボプレスの進捗度合いを判断するための基準値を生成する基準値生成手段13と、基準値と各サーボプレスの進捗値とを比較する比較手段14と、比較の結果に基づいて各サーボプレスのスライド駆動用の指令値を生成する指令値生成手段15とを備えて構成した。
(もっと読む)
ワーク搬送装置の駆動指令生成装置
【課題】 金型との干渉を避けることができ、かつSPMを下げることなく効率的にワーク搬送装置を駆動できるワーク搬送装置の駆動指令生成装置の提供。
【解決手段】ワーク搬送装置の駆動指令生成装置10を、スライドの干渉領域、非干渉領域を入力する操作パネル9と、スライド位置を検出するロータリーエンコーダ8と、スライド位置に基づいてスライドがいずれの領域にあるかを判定する領域判定手段11と、干渉領域でスライドが最も低い最低プレスを選択する最低プレス選択手段12と、非干渉領域での補間値を演算する補間値演算手段15と、干渉領域では最低プレスのスライドモーションに追従する仮想マスタスライドモーションを作成し、非干渉領域では仮想のマスタスライドモーションを補間値で補間し、かつ仮想マスタスライドモーションからワーク搬送装置の駆動指令を生成する指令値生成手段16とで構成した。
(もっと読む)
クランク軸用成形プレス
【課題】コンパクトであり、配管スペースやメンテナンス性確保上の設計自由度が高く、プレス上部の構造をコンパクトにできるクランク軸用成形プレスを提供する。
【解決手段】クランク軸成形用の捩り型をスライド4の昇降で型締め・型開きし、捩りシリンダ20で捩り下げ・捩り戻し成形するプレスであって、プレスのフレームが、ベッド1と、ベッド1上の前後左右に立設された4本のアップライト2と、右側のアップライトと左側のアップライトとの上端部同士を連結するビーム5とから構成されている。スライド4を昇降させる主シリンダ6は2本用いられ、各主シリンダ6が、左側の2本のアップライト2とスライド4との間、および右側の2本のアップライト2とスライド4との間に、それぞれ取付けられている。捩りシリンダ20はスライド4の上面中央部に取付けられている。
(もっと読む)
1 - 17 / 17
[ Back to top ]