
Fターム[4E090GA03]の内容
プレス機械の駆動及びプレスライン (3,037) | 同期 (98) | 搬送装置との同期 (49)
Fターム[4E090GA03]に分類される特許
1 - 20 / 49
サーボトランスファプレスシステム
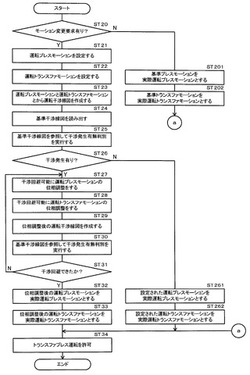
【課題】干渉回避ができかつ操作性の優れたサーボトランスファプレスシステムを提供する。
【解決手段】マスター位相信号に同期させたプレス用個別位相信号およびトランスファ用個別位相信号を生成可能で、プレス用個別位相信号に基づく基準プレスモーションでプレス運転可能かつトランスファ用個別位相信号に基づく基準トランスファモーションでトランスファ運転可能に形成され、基準干渉線図作成手段と基準干渉線図記憶手段と運転干渉線図作成手段と干渉発生有無比較判別手段と個別位相信号相対関係調整手段とを設け、モーション変更に対して自動的なモーション間位相調整を行うことで干渉がないトランスファプレス運転ができる。
(もっと読む)
タンデムプレスライン

【課題】プレス速度が高速から低速に切り換えられた場合でも加工精度を維持できるようにする。
【解決手段】高速側ラインマスター制御信号Smhから低速側ラインマスター制御信号Smlに切換えられた場合に各プレスを同期高速プレス制御から同期低速プレス制御に切換える。そして、スライド位置が加工領域内にあると判別されたプレスでは、少なくともスライド位置が加工領域内にある間は同期低速プレス制御から低速側ラインマスター制御信号Smlに同期しない非同期高速プレス個別制御信号Sphnに基づく非同期高速プレス制御に切換え可能でかつプレス再同期化ポイントに到達したことを条件に非同期高速プレス制御から同期低速プレス制御に再切換え可能に形成されている。
(もっと読む)
サーボプレスシステム
【課題】高い生産性と確実な干渉回避を担保した円滑運転ができるようにする。
【解決手段】第1搬送運転指令情報生成手段28と、第2搬送運転指令情報生成手段25と、反転領域内動作判別手段34と、搬送運転指令情報切替出力手段46とを設け、振り子モーションでのプレス運転中に、プレス構成要素の現在動作状態が運動方向反転領域内での動作状態でないと判別された場合はプレス構成要素の機械的動作状態に依存して生成された第1搬送運転指令情報を利用し、運動方向反転領域内での動作状態であると判別されたときにはそれに依存せずに生成されかつ連続性が担保された第2搬送運転指令情報を利用して、サーボ搬送装置50を搬送運転可能に形成されている。
(もっと読む)
プレス成形システムおよびプレス成形システムの制御方法
【課題】成形を行う複数のプレス装置と成形品の搬入・搬出を行う移載装置の制御方法に関し、移載装置に関する信号線の設置工事の必要が無いか簡略化できるプレス成形システムおよびプレス成形システムの制御方法を提供する。
【解決手段】成形を行うプレス装置13が複数配設され、成形品Pの搬入・搬出を行う移載装置14が前記複数配設されたプレス装置13に対応する位置に移動可能に設けられたプレス成形システム11において、移載装置14に搭載され移載装置14の制御を行う制御装置21と、前記制御装置21に接続される無線送受信器30と、プレス成形システムの制御を行う制御装置22と、前記制御装置22に接続される無線送受信器25とが設けられ、前記制御装置21と前記制御装置22との間で、双方向の無線通信を行う。
(もっと読む)
サーボプレスおよびその運転方法
【課題】成形の質が高く、かつ生産性が高いサーボプレス、およびその運転方法を提供する。
【解決手段】ワーク分布を検出するワーク分布検出装置と、ワーク分布に対応するスライドモーションが記憶されている記憶装置63と、記憶装置63に記憶されたスライドモーションから、ワーク分布検出装置で検出されたワーク分布に対応するスライドモーションを選択するスライドモーション選択手段62と、スライドモーション選択手段62で選択されたスライドモーションで駆動するように駆動装置を制御する駆動源制御装置20とを備える。常に最適モーションでスライドSを駆動させることができるため、プレス成形の質を保ち、生産性を高くすることができる。
(もっと読む)
タンデムプレスラインの制御方法
【課題】プレス機及びロボットの干渉を防止し、シート搬送の効率を向上させることによりプレス加工の生産性を向上させることが可能なタンデムプレスラインの制御方法を提供すること。
【解決手段】第1把持手段23及びプレス前シートW1を含む領域を第1監視領域P1とし、スライド11及び上金型13を含む領域を第2監視領域P2とし、第2把持手段33及びプレス後シートW2を含む領域を第3監視領域P3とし、第1監視領域P1と第2監視領域P2との第1最短距離T1と、第1監視領域P1と第3監視領域P3との第2最短距離T2と、第2監視領域P2と第3監視領域P3との第3最短距離T3とを監視し、プレス機10、上流側ロボット20及び下流側ロボット30の動作を制御するタンデムプレスライン100の制御方法。
(もっと読む)
プレス装置システム
【課題】スリップ事故の発生を防止しまた成形製品の厚みのバラツキを抑えることが可能であり、且つ仕組み工程を止めることなく被加工物の成形を行うことが可能なプレス装置システムを提供する。
【解決手段】プレス装置システムが、熱盤間211,212,213に被加工物Pを挟んで加熱プレスする複数の加熱プレス装置200A〜Cと、複数の加熱プレス装置200A〜Cに対して被加工物Pの搬入及び搬出を行うローダと、複数の加熱プレス装置200A〜C及び前記ローダの制御を行う制御手段とを有し、制御手段は、複数の加熱プレス装置200A〜Cの1つで被加工物Pの加熱プレスを行っている間に、他の加熱プレス装置及び前記ローダを制御して、他の加熱プレス装置に対して被加工物の搬入及び搬出を行うことを特徴とする。
(もっと読む)
プレスラインの搬送モーション作成方法
【課題】既存プレスラインの金型と同一の金型を用いる複製プレスラインの構築に際し、搬送モーションの作成工数を削減できる搬送モーション作成方法を提供すること。
【解決手段】搬送モーション作成方法は、データ読込工程(S111)と、上型干渉曲線点列化工程(S115)と、複数の分割点に対して新上型干渉曲線を生成する新上型干渉曲線個別設定工程(S116)と、新上型干渉曲線のうち、複数の分割点のうちの1点にのみ干渉する新上型干渉曲線を選択する新上型干渉曲線選択工程(S117)と、新上型干渉曲線選択工程によって選択した新上型干渉曲線を、上型から離れる方向に上型と所定のクリアランスを保つように移動させ設定新上型干渉曲線を生成する新上型干渉曲線補正工程(S118)とを備える。
(もっと読む)
プレスシステムおよびプレスシステムの制御方法
【課題】複数のプレス装置と、走行経路を走行して目的のプレス装置に対して停止制御されるプレス物の移送装置と、が設けられたプレスシステムの移送装置の制御に用いられる位置検出機構を、長年の使用に対応でき、検出精度の要求を満たし、設置や設定が比較的容易なものとしたプレスシステムおよびプレスシステムの制御方法を提供する。
【解決手段】複数のプレス装置12と、走行経路18を走行して目的のプレス装置Pnに対して停止制御されるプレス物の移送装置21と、が設けられたプレスシステム11において、プレス装置12,13,14,15,16の側には直線変位センサ22のスケール23またはセンサ部25のいずれか一方がそれぞれ別個に設けられ、前記移送装置21の側には直線変位センサ22のスケール23またはセンサ部25のいずれか他方が設けられる。
(もっと読む)
タンデムプレスラインの制御方法及びそれにより制御されたタンデムプレスライン
【課題】十分にワークをプレスでき、均一な品質のプレス製品が得られるタンデムプレスラインの制御方法及びそれにより制御されたタンデムプレスラインを提供すること。
【解決手段】本発明は、複数のプレス装置が配列され、隣合うプレス装置同士の間にワークを搬送するためのロボットがそれぞれ配置されたタンデムプレスラインの制御方法において、プレス装置及びロボットにスレーブカムをそれぞれ設け、プレス装置及びロボットが互いに干渉しないようにスレーブカムに位相差を設けると共に、すべてのスレーブカムをマスターカムに追従させて駆動させるタンデムプレスラインの制御方法である。
(もっと読む)
プレス装置の制御方法
【課題】追従対象が停止してもワーク搬送装置を運転することができるとともに、複数の追従対象に対してもワーク搬送装置を追従させることができ、これによってラインスピードを格段に向上させることのできるプレス装置の制御方法を提供する。
【解決手段】上流側のプレス部2のプレス角度を検出するエンコーダ32と、下流側のプレス部3のプレス角度を検出するエンコーダ33と、ワーク搬送装置10を制御するための信号を発生する発信器34とを備え、上流側のプレス部2からのワークの搬出に係る所定のプレス角度範囲では、同期対象となる上流側のプレス部2のエンコーダ32により検出されたプレス角度信号に基づき上流側のプレス部2に同期させるようにワーク搬送装置10を制御し、下流側のプレス部3へのワークの搬入に係る所定のプレス角度範囲では、次の同期対象となる下流側のプレス部3のエンコーダ33からの信号に基づき下流側のプレス部3に同期させるようにワーク搬送装置10を制御する。
(もっと読む)
プレス装置の制御方法
【課題】追従対象が停止してもワーク搬送装置を運転することができるとともに、複数の追従対象に対してもワーク搬送装置を追従させることができ、これによってラインスピードを格段に向上させることのできるプレス装置の制御方法を提供する。
【解決手段】上流側のプレス部2のプレス角度を検出するエンコーダ32と、下流側のプレス部3のプレス角度を検出するエンコーダ33と、ワーク搬送装置10を制御するための信号を発生する発信器34とを備え、上流側のプレス部2からのワークの搬出終了後で、下流側のプレス部3へのワークの搬入開始前の準備区間においては、下流側のプレス部3のエンコーダ33からの信号と発信器34からの信号との偏差に基づきその偏差を徐々に小さくするようにワーク搬送装置10を制御する。
(もっと読む)
プレスラインの運転条件設定方法
【課題】生産サイクルを向上できるプレスラインの運転条件設定方法を提供すること。
【解決手段】プレスラインの運転条件設定方法は、ワークと下型との間のクリアランスが最小になるように搬送経路を設定する搬送経路設定工程(S4)と、搬出するワークとこ搬入するワークとの間のクリアランスが最小になるように、各搬送装置間の搬送動作の位相差を設定する搬送装置間位相差設定工程(S7)と、設定された各搬送装置の搬送経路、搬送装置間位相差、ラインSPM、およびプレスSPMに基づいて、プレス−搬送間位相差を設定するプレス搬送間位相差設定工程(S11)と、を含む。
(もっと読む)
真空プレス装置
【課題】真空チャンバ内を高い真空度に維持可能な真空プレス装置。
【解決手段】真空チャンバ開口に搬送手段が設けられており、搬送手段が、開口を有し且つシートを把持可能でありこの開口と真空チャンバ開口とが気密的に連結されるように真空チャンバに取り付けられる第1グリッパと、開口を有し且つシートを把持可能であり第1グリッパよりも遠位側に配置され搬送方向に進退可能な第2グリッパと、その中をシートが通過可能となっており第1及び第2グリッパの開口同士を気密的に連結しさらに搬送方向に沿って伸縮可能な第1の連結管とを有し、第1グリッパの開口を閉じた状態で第2グリッパの開口を開けて第2グリッパを反搬送方向に移動させ、第2グリッパの開口を閉じて第1の連結管を真空引きし、次いで第1グリッパの開口を開けて第2グリッパを搬送方向に移動させてシートの搬送を行う。
(もっと読む)
サーボプレスラインの運転方法および運転制御装置
【課題】干渉発生を確実に防止できかつ生産性を最大限としてプレス運転できるようにする。
【解決手段】通常プレス運転制御手段と通常搬送運転制御手段と上昇工程遅れ判別手段と下流側搬送工程遅延化補正制御手段と上流側搬送工程遅れ判別手段とスライド下降工程遅延化補正制御手段となどを具備し、スライドモーション情報に基づきスライド位置θaを目標スライド位置θsに合致させる通常プレス運転を実行可能かつ搬送モーション情報に基づき搬送位置Xaを目標搬送位置Xsに合致させる通常搬送運転を実行可能で、スライド上昇工程が遅れ方向状態にある場合に下流側サーボ搬送装置30Dの搬送工程を通常搬送運転の場合よりも遅延化する補正を実行しかつ上流側搬送工程が遅れ方向状態にある場合にサーボプレス30のスライド下降工程を通常プレス運転の場合よりも遅延化する補正を実行する。
(もっと読む)
サーボプレス設備とその制御方法
【課題】サーボプレス装置と搬送装置をマスター信号に同期させるように構成されたサーボプレス設備において、停電発生時にサーボプレス装置と搬送装置の間での機械的干渉を回避する手段を提供する。
【解決手段】サーボプレス装置100と搬送装置200,300をマスター信号1に同期させるように構成されたサーボプレス設備10において、メインモータアンプと搬送装置用モータアンプにおいて回生電力の相互供給が可能な構成としておく。停電検出器3により外部電源70の停電を検出した場合には、マスター信号1の変化レートを低下させてゼロにする。
(もっと読む)
ロボットおよびプレス機械を含むシステム、複数のロボットを含むシステム、ならびにそのようなシステムにおいて使用されるロボットの制御装置
【課題】同期動作を続行して、システムの作業効率が低下するのを避ける。
【解決手段】互いに協働するロボットとプレス機械と(以下、ロボット等)を含むシステム(1)は、時刻を周期的に更新する基準時計(6)を備えており、ロボット等は、内部時計(19)と、ロボット等の動作時におけるロボット等のそれぞれの位置を前記内部時計の時刻に対応して記憶した教示プログラム(25)と、内部時計の時刻が基準時計の時刻に一致するように内部時計の時刻を補正する内部時計補正手段(21)と、内部時計補正手段によって内部時計の時刻を基準時計の時刻に一致させられない場合には、内部時計の時刻が基準時計の時刻に一致するように基準時計の時刻を補正する基準時計補正手段(23)と、教示プログラムと内部時計の時刻とに基づいて、ロボット等の補間時間毎の動作指令を算出することにより、ロボット等を基準時計に同期して動作させる動作手段と、を具備する。
(もっと読む)
サーボプレスラインとその制御方法
【課題】サーボプレスラインを構成するプレス装置又は搬送装置の一部で異常が発生した場合でも、正常運転中の装置の緊急停止を回避し、正常運転中の装置による不良パネルの発生を防止し、ライン全体の運転再開の作業効率を高めることができるサーボプレスラインとその制御方法を提供する。
【解決手段】プレスライン制御装置40が、マスター信号1を出力するマスター信号発生器32と、マスター信号に同期した個別マスター信号4を出力する複数の個別マスター発生器42と、プレス制御装置又は搬送制御装置の一部で異常が発生した場合に、装置を個別に停止させる停止制御装置50とを備え、異常停止した装置と干渉が発生する可能性がある装置の個別マスター発生器42を干渉を避ける位置で停止させ、干渉が発生しない装置の個別マスター発生器42を通常の停止位置まで運転して停止させる。
(もっと読む)
プレス設備のワーク自動搬送装置
【課題】プレス間のワーク・成形品の授受・搬送をプレス間の距離が大きくても能率よく円滑に行え、また、メンテナンスやハンドリングツールの交換も簡易迅速に行うことができるプレス設備のワーク自動搬送装置を提供する。
【解決手段】それぞれ金型を有する複数基のプレス機械が間隔をおいて配された設備の前記複数基のプレス機械の下部を貫いて平行状のフィードバーを往復動自在に延在させ、前記フィードバーには各プレスの搬出側に対応する部位に、先端にワーク吊り上げ手段を有する多関節型ハンドリングロボットを搭載させた。
(もっと読む)
複数プレス機械の制御方法及び装置
【課題】 簡単かつ安価な構成で、生産性を維持しながら、複数のプレス機械を容易且つ柔軟にグループ分けして効率良くプレス加工することができるプレス加工ラインの制御方法を提供する。
【解決手段】 第1プレス機械群100に属するNO1〜NO3プレス機械1〜3のプレス動作と、第2プレス機械群100に属するNO5、NO4プレス機械5、4のプレス動作と、の間に所定の位相差を与え、両グループから排出装置300へ搬出されるワークの搬出タイミングをグループ間で調整可能とする。すなわち、グループ間でプレス動作の同期を図るなど、グループ間においてプレス動作を調整可能にする。これにより、タンデム式プレス加工ラインをグループ分けしてグループ毎に相対する方向からプレス加工を行なう場合においても、プレス加工後のワークが干渉し合って良好にワークをライン外へ排出できなくなるといった現象を解消できる。
(もっと読む)
1 - 20 / 49
[ Back to top ]