
Fターム[4E093NA10]の内容
鋳型又は中子及びその造型方法 (3,688) | 永久鋳型の用途 (656) | その他 (57)
Fターム[4E093NA10]に分類される特許
1 - 20 / 57
減圧成形型
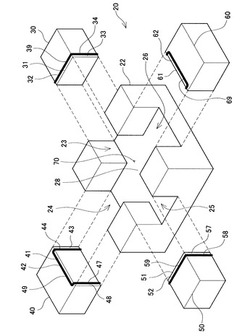
【課題】スライド部分30,40,50,60を備えている減圧成形型において、成形空間70の密封度を高める。
【解決手段】
各スライド部分30,40,50,60が前進位置にある第1型20と、第2型(図2には示されていない固定型)を当接させると、第1型本体22と複数個のスライド部分30,40,50,60と第2型によって閉じられた成形空間70が完成する。各スライド部分30,40,50,60に、第1型本体22との当接面と隣接するスライド部分との当接面と第2型との当接面を一巡するシームレスのシール部材39,49,59,69を配置する。成形空間70の密封度が高まる。
(もっと読む)
鋳型造型装置

【課題】弾発装置のメンテナンスを簡単に行うことができるとともに、弾発装置に異物が付着するのを防ぐことができる鋳型造型装置を提供することを課題とする。
【解決手段】二つの金型10,20を閉じることでキャビティCが形成される鋳型造型装置1であって、内面に成形面11が形成された固定型10と、固体型10が取り付けられた固定型取付板30と、固定型取付板30に設けられた弾発装置90と、固定型取付板30を支持する固定側テーブル70(支持部材)と、を備え、固定型10の外面12と固定型取付板30の内面31とが間隔を空けて配置されており、弾発装置90は、内外方向に弾性を有し、固定型取付板30に形成された嵌合孔33に外面32側から嵌合されるとともに、嵌合孔33の内面31側から突出して、固定型10の外面12に当接している。
(もっと読む)
評価用鋳造型、評価用鋳造型を用いた評価方法
【課題】鋳造型の設計に有用な評価結果を得ることにより鋳造品の品質の向上を図ることができる評価用鋳造型、当該評価用鋳造型を用いた評価方法を提供すること。
【解決手段】本発明の一態様は、鋳造時における鋳造材料の流れの状態を評価する評価用鋳造型1において、鋳造材料を鋳込む湯口部34と、湯口部34に連通する第1キャビティ部36および第2キャビティ部38と、第1キャビティ部36および第2キャビティ部38の間を連通させる橋渡し部40と、を有し、第1キャビティ部36および第2キャビティ部38の内部に鋳込まれた鋳造材料の長さをもとに鋳造材料の流動性を評価し、橋渡し部40の内部に鋳込まれた鋳造材料の成形状態をもとに鋳造材料の湯流れ性を評価すること、を特徴とする。
(もっと読む)
金属の成形方法および成形用金型
【課題】金属の成形方法および成形用金型において、20K以上のガラス遷移領域を有するZr基合金の非晶質合金を成形する場合に成形用金型の劣化を抑制し成形用金型の耐久性を向上することができるようにする。
【解決手段】溶湯と触れる表面の少なくとも一部にTi単体、Ti化合物、またはTi単体とTi化合物との混合体からなる薄膜6を有する金型3を用いて、20K以上のガラス遷移領域を有する非晶質合金となるZr基合金の金属材料の溶湯を、金型3内に充填することにより金属材料の臨界冷却速度以上の冷却速度で冷却して固化させ非晶質合金の成形品を形成することを特徴とする金属の成形方法を用いる。
(もっと読む)
鋳鉄管の製造履歴および出荷先の管理方法
【課題】鋳鉄管1本毎にその製造履歴および出荷先の管理を確実に把握することによって、トラブルが発生した場合であっても鋳鉄管の出荷先を即座に特定することができるので、リスクを最小限に抑えることができる。しかも、鋳鉄管1本毎の一元管理が行えることから、鋳鉄管のさらなる信頼性および安全性の確保を図ることができる。
【解決手段】鋳造する鋳鉄管の受け口に形成されたフランジの外側端面に対応する受け口鋳造用中子の面に、凹凸文字により形成される管理番号を形成する凹部を中子毎に予め刻印し、前記凹部が刻印された中子を使用して、1本毎に前記管理番号が形成された鋳鉄管を製造し、前記管理番号毎に鋳鉄管の製造履歴データと出荷先データとを保存し、かくして、前記管理番号により鋳鉄管1本毎の製造履歴および出荷先の管理を行う。
(もっと読む)
減圧鋳造装置
【課題】押し出しピンとピン孔との隙間に浸入した離型剤がキャビティーの減圧に応じて吸い出されて成型品に取り込まれることを好適に抑制することのできる減圧鋳造装置を提供する。
【解決手段】キャビティー5内を減圧して鋳造を行う減圧鋳造装置において、押し出しピン8が摺動可能に配設されるピン孔9の拡径部11のキャビティー5側の端部の下方に、溝13を形成し、キャビティー5の減圧に応じてキャビティー5側に吸い込まれる離型剤をその溝13にて捕集するようにした。
(もっと読む)
金型の表面処理方法及び前記方法で表面処理された金型
【課題】離型性が良く,金型表面の一部分に対する荷重集中を回避して金型の摩耗を防止し得る金型の表面処理方法を提供する。
【解決手段】金型の表面に第1のブラスト処理を行って前記表面に生じた硬化層の除去及び/又は面粗度の調整を行った後,第2のブラスト処理を行って前記表面に微小な凹凸を形成する。その後,弾性体に砥粒を担持させた弾性研磨材,又は,厚みに対して1.5〜100倍最長部分を有する平面形状に形成された板状研磨材を,金型の表面に対して傾斜した噴射角度で噴射することにより,研磨材を前記金型表面上で滑動させることによって,金型表面に形成された凹凸の山頂部を平坦化する。
(もっと読む)
鋳造方法
【課題】生産コストの削減を図り得る鋳造方法を提供する。
【解決手段】鋳造方法は、中空材を内挿させた砂中子を鋳型に配置した状態で溶湯を注湯する注湯工程S12と、鋳型を型開きした後、中空材の内部を吸引し、砂中子内に空気を通気させる吸引工程S14と、を含む。
(もっと読む)
多結晶シリコンインゴット製造用角形シリカ容器及びその製造方法
【課題】 シリコン融液及び多結晶シリコンインゴットへの不純物汚染を十分に防止することができる能力を有し、かつ、離型性に優れるとともに、結晶粒の大きさ及び結晶軸方位が揃った多結晶シリコンインゴットを製造することができる、低コストの多結晶シリコンインゴット製造用角形シリカ容器を提供する。
【解決手段】 少なくとも多孔質シリカ基体からなる角形シリカ容器であり、多孔質シリカ基体は、かさ密度1.80〜2.10g/cm3、Al濃度5〜500wt.ppm、OH基濃度5〜500wt.ppmであり、内表面部分の少なくとも一部に離型促進剤が含有されているものであり、角形シリカ容器の底部の内表面部分には、側面の一部が鉛直方向に対して15〜60°の角度をなす斜面で形成されている溝又は穴を複数有している多結晶シリコンインゴット製造用角形シリカ容器。
(もっと読む)
成形型
【課題】内部に冷却用の流路やヒートパイプのような中空構造を設けると型の肉厚が薄くなり成形に伴う加工圧に対する強度が不足する恐れがある小型の雄型の成形型において、冷却性が良く強度低下のない成形型を提供すること。
【解決手段】成形型1の外周部を構成する外周部材2と成形型1の内部を構成する内部部材3を別部材とし、外周部材2の熱伝導率と線膨張率が、内部部材3の熱伝導率と線膨張率より小さな部材の組み合せとし、工作物成形時の温度において、外周部材2の内径寸法を内部部材の外径寸法より小さくした構造とする。
(もっと読む)
金型
【課題】本発明は、溶湯中のガスを抜くガス抜き機構を有する金型において、金型製作に係る費用の低減を図ることができる技術を提供することを課題とする。
【解決手段】キャビティ に、下方に開放している溝部51が含まれ、この溝部51に溜まるガスを排出する排出通路56が備えられている金型10において、溝部の底面52を形成する第1分割型111と、この第1分割型111の一方の側面131に当てられ溝部の一方の側面53を形成する第2分割型112と、第1分割型111の他方の側面141に当てられ溝部の他方の側面54を形成する第3分割型113と、が備えられている。排出通路56には、第1スリット161と、第2スリット162とが形成されている。
(もっと読む)
鋳造方法
【課題】簡易な方法で鋳型の内部に形成された冷却通路に発生しているクラックの大きさが許容基準値を超えているか否かを検知することにより、該クラックから冷媒が漏出することを確実に防止することができる鋳造方法を提供する。
【解決手段】金属製の鋳型の内部に形成された冷却通路に圧縮空気を導入した後に、冷却通路への圧縮空気の導入と冷却通路からの圧縮空気の排出とを遮断する遮断工程と、遮断工程の後に行われ、冷却通路内の圧縮空気の圧力を取得する取得工程と、取得工程で取得された圧力に基づいて冷却通路内に発生しているクラックCrの大きさが許容基準値を超えているか否かを判定する判定工程と、判定工程において、クラックの大きさが許容基準値以内であると判定された場合に、冷却通路に冷却水を流通すると共に、鋳型に溶湯を注湯する注湯工程と、を行う。
(もっと読む)
真空鋳造用金型および真空鋳造方法
【課題】イジェクトピンの貫通孔からの空気のリークを抑制してキャビティの高い真空度を保持するとともに、金型の組み立て作業やメンテナンスを容易とする。
【解決手段】可動型20に形成するイジェクトピン30の貫通孔23を、キャビティC側に形成されてイジェクトピン30の先端部が摺動可能に挿入される摺動部23aと、背面側に形成されて摺動部23aよりも断面積が大きい遊嵌部23bとを有する構成とする。可動型20のキャビティ型22に摺動部23aに連通する減圧路24を形成し、キャビティCを真空吸引して減圧する際、減圧路24を介して摺動部23aも同時に減圧し、貫通孔23内の空気を減圧路24を経て排出させてキャビティCへの空気のリークを抑える。
(もっと読む)
鋳造部品を製造する方法及び装置
【課題】鋳造部品として特にガスタービンエンジンの部品を鋳造するための独創的な装置を提供する。
【解決手段】溶融金属から鋳造品を製造する装置である。該装置の1つの形態は、鋳造用金型80内に溶融金属108を精密注入する装置を備えており、開始種が開口部内に配置され且つ内部キャビティ内に受け入れた溶融金属材料が接触可能である。精密注入装置は、溶融金属の供給装置106と金型80との間の圧力差によって駆動され、キャビティ内で金属材料が指向性凝固する間、熱が前記開始種を通じて吸引される。
(もっと読む)
鋳物の鋳造方法及び鋳造装置
【課題】一つの型構造物にランナー部とキャビティー部とが形成されている鋳造装置では、複数種類の鋳物毎に型構造物を作製する必要があり、また、鋳造個数の自由度も低かったので、安価で、自由度の高い鋳物の鋳造方法及び鋳造装置を提供する。
【解決手段】溶湯充填が可能な鋳造空間を形成する型構造物5と、この型構造物5とは別途に設けられ、当該型構造物5と接続して型構造物5の鋳造空間に溶湯を供給するランナー1とを備え、ランナー1が分割可能な構造を有すると共に、型構造物5が複数部材の組立構造を有する鋳造装置10を用いて、鋳物を鋳造する。
(もっと読む)
鋳造方法
【課題】鋳造施設の大型化及び鋳造コストの増加を招くことなく、品質に優れた鋳造品を得ることが可能である鋳造方法を提供する。
【解決手段】内部に鋳造空間を有する鋳型1に溶湯金属を注湯して鋳造を行うに際して、鋳型1には、少なくとも冷却を早めたい部分1aが設定され、鋳型1の冷却を早めたい部分1aのふく射率が、該冷却を早めたい部分1aを除く部分のふく射率よりも高く設定されている。
(もっと読む)
遠心鋳造装置
【課題】金型を確実に回転軸に固定しつつ、高精度な芯出しが可能な遠心鋳造装置を提供する。
【解決手段】回転軸42を回転させて鋳造を行う遠心鋳造装置1は、回転軸と同軸に配置され、先端部にテーパ面45Aが形成された挿入部45を有する金型41と、挿入部を挿入可能でありかつ底部にテーパ面と嵌合する芯出し面46Aが形成された挿入口46を有し、回転軸に取り付けられた金型ホルダ43と、金型ホルダに設けられ、回転軸が回転して発生する遠心力によって、金型を挿入口の底部に向かって押圧する押圧部49とを備えることを特徴とする。
(もっと読む)
金型の表面処理方法
【課題】 炭素膜と金型の剥離を抑制し、金型の寿命をより長くする。
【解決手段】 金型の表面を被覆している非晶質カーボンにフラーレンを供給し、非晶質カーボンの表面を被覆部材で被覆した状態で非晶質カーボンを400℃以上に加熱する。このような表面処理がおこなわれると、非晶質カーボンが緻密化され、金型から剥離しにくくなる。
(もっと読む)
樹脂注型用成形型とその製造方法
【課題】成形型の成形面の加工精度を十分に確保し、大型構造体の成形用であっても安価に製造することが可能な樹脂注型用金型とその製造方法を提供する。
【解決手段】樹脂注型用成形型は、アルミニウムの板金によって形成され,上側が成形面1aとなり、下側が接合面1bとなる成形部1と、井桁状に組み合わされた複数のアルミニウムの板材からなり,板材の上端縁に成形部1の接合面1bが溶接により接合される支持部2とを備え、鉄鋼製のアングル材によって構成される架台3の上面に設置される支持部2は締結具4aを用いて架台3に固定され、架台3は締結具4bを用いて床面5に固定されている。
(もっと読む)
鋳造装置
【課題】溶融金属のキャビティ10内への充填と脱型を行う際に、金属やその酸化物等のカスがガス抜き孔15に詰まることなく、ガス抜き孔15の閉塞を防止して、常にキャビティ10内のガス抜きが円滑に行われると共に、脱型時の鋳物の金型4からの取り外しを容易にする。
【解決手段】鋳造装置は、金属が溶融状態で収納された溶融金属槽から溶融金属を金型4に充填した後、この金型4内で溶融金属を凝固させて鋳物を成型するものである。金型4のキャビティ10の凹部11にガス抜き孔15を設け、このガス抜き孔15に通気性を有し、且つ溶融金属(湯)と濡れにくい充填材12を嵌め込む。このガス抜き孔15の排気口の外側に、金型4の脱型に連動して同ガス抜き孔15に向けて圧搾ガスを噴射するガス噴射ノズル13を設ける。
(もっと読む)
1 - 20 / 57
[ Back to top ]