
Fターム[4E093NB05]の内容
鋳型又は中子及びその造型方法 (3,688) | 永久鋳型の構造 (914) | 可動型と固定型を有するもの (435) | 温度調節 (231)
Fターム[4E093NB05]に分類される特許
1 - 20 / 231
球状黒鉛鋳鉄製鋼管成形用ロール及びその素材の製造方法
【課題】成形面に耐摩耗性が付与され、かつ、機械加工して成形面とするときの切削性にも優れる球状黒鉛鋳鉄製鋼管成形用ロールを提供する。
【解決手段】鋼板から鋼管を成形する少なくとも1つの成形面を有する球状黒鉛鋳鉄製鋼管成形用ロールであって、質量%で、C:3.2〜3.6%、Si:1.0〜1.8%、Mn:0.4〜0.6%、P:0.08%未満、S:0.08%未満、Ni:1.5〜2.8%、Cr:0.85〜1.9%、Mo:0.4〜0.8%、及び、Mg:0.03〜0.09%を含有させ、残部はFe及び不可避的不純物の組成とし、前記成形面からの深さが20mmまでの部位で、マルテンサイト及びベイナイトを基地として、セメンタイトを、面積率で15〜25%含有させ、ショア硬さを、55〜65にする。
(もっと読む)
鋳造用金型

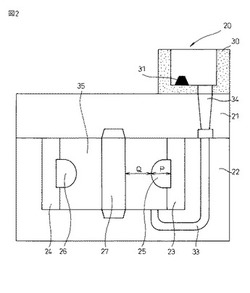
【課題】軽金属鋳造において細穴鋳抜き部や狭部の冷却を行うために、銅−水型ヒートパイプを耐熱限界下で使用可能とする鋳造用金型を提供する。
【解決手段】ヒートパイプ22を含む冷却部20を備えた鋳造用金型10であって、ヒートパイプ22は、金型10内に配置されて入熱部22aとされた一端部と、冷却部20内に配置されて凝縮部22bとされた他端部とを備え、入熱部22aは、断熱スリーブ35を介して金型10に接触し、凝縮部22bは、冷却部20内に設けられたインナーチューブ23の内部に配置される。
(もっと読む)
鋳造装置
【課題】 Cu−Ga合金からなるCu−Ga合金スラブを溶解鋳造により作製するための鋳造装置において、複数のCu−Ga合金スラブを、ひび割れ発生を充分に抑制して製造することができる鋳造装置を提供する。
【解決手段】 鋳造装置100は、坩堝1と複数の鋳型2と複数の貯留槽3とを備える。各鋳型2の外周面には、冷却抑制部材24が設けられ、互いに隣接する鋳型2間には、輻射熱伝達防止部材41が設けられている。そして、各鋳型2の鋳型条件Sm、および平均鋳型条件SAVが、(|SAV−Sm|/SAV)×100≦3の関係を満たす。
(もっと読む)
ガス抜き装置ユニット
【課題】ガス抜き装置をキャビティに近接させて固定型内部に設置することが可能であり、キャビティとガス抜き装置との間のガス抜き路を短くすることができるガス抜き装置ユニットの提供。
【解決手段】鋳造用金型1は、弁体52を有するガス抜き装置ユニット50と、該ガス抜き装置ユニット50が嵌合収容されるユニット収容空間10aが形成された固定型10と、該固定型10に相対向する可動型20とを有する。鋳造用金型1の内部にはキャビティ1aが画成され該キャビティ1aと外気とを連通するガス抜き路1dが形成される。ガス抜き装置ユニット50には冷却通路51bが形成され、該固定型10には該冷却通路51bと連通する冷却水用管部材62、63が設けられている。
(もっと読む)
分流子及びそれを用いた金型構造
【課題】高温域で脆性を示す材料のクラックの発生及び熱電対穴への応力集中を抑制する分流子及びそれを用いた鋳造金型構造を提供する。
【解決手段】高温域で脆性を示す材料からなり、流れ方向に所定角度を有して配置され、供給された溶湯が最初に接触する接触面と、上記接触面に連続して設けられ、上記溶湯をキャビティ部側に誘導する流路面とを備える分流子において、分流子内部に、上記流路面に沿って上記接触面方向に延在する熱電対穴を備え、上記熱電対穴に、先端側の径が小さくなるような2つ以上の段差を設ける。
(もっと読む)
アルミ鋳造装置
【課題】アルミ鋳造装置として、金型を効率よく所定温度に予熱して一定の加熱温度に保持でき、高歩留りで高品質の鋳造製品が得られ、高い熱効率でエネルギーコストを低減でき、鋳造能率も大きく改善し、金型の耐久性が向上し、良好な作業環境を実現でき、金型の改造・製作を安価に行えるものを提供する。
【解決手段】金型1,2の背面側に凹陥部3が形成され、凹陥部3に電磁誘導コイル4が配設され、電磁誘導コイル4への通電によって金型母材に生じる渦電流Eに伴うジュール熱で金型1,2を加熱するように構成されている。
(もっと読む)
冷却を制御する鋳造方法
【課題】センターゲート方式のスタックモールド型を用いる際の中間層型と上下層型との製品品質の均一化を図り、鋳物砂を効率的に回収・再利用可能にする鋳造方法を提供する。
【解決手段】鋳型への注湯後、上下層型に鋳込まれたワークが冷却されて共晶変態点を通過してから共析変態点に至るまでの間に、少なくとも鋳型の外周部にある砂を強制剥離する。これにより、中間層型の冷却は促進された上下層型との品質のばらつきが回避される。また、シェル鋳型もしくは自硬性鋳型に使用された樹脂の熱分解を助け、砂の回収を効率的に行うことができる。砂の剥離は、鋳型に振動を一時期に、もしくは断続的に付与することにより行う。
(もっと読む)
ダイカスト金型
【課題】ダイカスト鋳造の操業開始時におけるダイカスト金型の昇温の際に、昇温中であっても冷却すべき箇所は冷却する一方で、迅速に昇温したい箇所は冷却しないことによって迅速に昇温させる冷却制御機能を備えたダイカスト金型を提供する。
【解決手段】ダイカスト金型2内部の冷却経路を低温時冷却経路8と高温時冷却経路12に区別する。低温時冷却経路8と高温時冷却経路12の分岐点16に温度依存弁10を配置する。温度依存弁10が測定する金型もしくは冷却媒体の温度が低温のときは冷却媒体を低温時冷却経路8のみに流し、温度依存弁10の測定温度が高温のときは冷却媒体を高温時冷却経路12にも流す。低温のときは常温時冷却経路8が配された箇所付近の金型のみが冷却され、それ以外の箇所は迅速に昇温する。
(もっと読む)
金型の冷却装置および金型の冷却方法
【課題】 金型の操業中であっても十分に腐食を防止することが可能であって、且つ安価で冷却効率を高めることができる金型の冷却装置および冷却方法を提供すること。
【解決手段】 金型10の冷却孔14内に挿入される冷却水管231に設けられるコイル部材233を外部電源方式による電気防食用の陽極として利用することにより、金型10の操業中に腐食を防止することができる。また、電気防食により金型操業中の応力腐食割れを防止することができるため、冷却孔14の底部とキャビティ面CSとの間の距離を狭めることができる。そのため内部冷却効率を高めることができる。
(もっと読む)
ウォータジャケット成形用金型
【課題】内部から全体を均一に冷却することが可能な冷却機構を、剛性低下を極力抑えて設けたウォータジャケット成形用金型を提供する。
【解決手段】シリンダブロックのウォータジャケット成形用金型10は、複数の円筒部11が連結されており、円筒部11の周壁部12内に周方向に沿って形成され、シリンダの軸方向に離間した複数段の周方向流路23を含む冷却回路20を備えている。
(もっと読む)
湯口装置
【課題】冷却媒体の流量を例えば熱源範囲などに対応するよう適宜変更し得る湯口装置を提供する。
【解決手段】周方向に沿って装置本体12に配置される分水路(導排水経路を構成する冷却経路)15と,この分水路15に連通するよう軸心方向に沿って配置される冷却ブッシュ装置Sとの冷却回路である。冷却ブッシュ装置Sは、湯口装置10におけるランナー熱源の範囲内に、装置本体12の周方向へ適宜角範囲をもって複数配置し得る。即ち、ランナー熱源の範囲に対する冷却溶媒の流量を適宜変更し得るので、湯口装置10を局部的及び効率的に冷却できる。従って、冷却溶媒の流量を熱源範囲に対応するよう適宜変更できるので、冷却効率が向上し得る。また、冷却ブッシュ装置Sを任意の箇所へ集中的或いは分散して配置できるので、従来のように分割しなくても、複雑な冷却回路を構成し得る。
(もっと読む)
通水機構及びその製造方法並びにブッシュ装置
【課題】金型の冷却孔に対し冷却装置の密着性を簡易な構成で向上し得る冷却ブッシュ装置などを提供する。
【解決手段】カラー12は冷却孔82及び冷却ブッシュ14に介在する。カラーの内面はテーパで、その外径は冷却孔の孔径と同一である。冷却ブッシュの外面をカラーのテーパに対応するテーパとする。冷却ブッシュ及びカラー(冷却ブッシュ装置10)の取付時、冷却ブッシュがカラーを押広げるというテーパの楔効果により、カラーが冷却孔に密着する。即ち、冷却ブッシュ及びカラーのテーパ同士を嵌合させる組合せ構造で、冷却ブッシュ装置及び冷却孔を密着させるので、熱伝達効率を低下させず、金型の温度調整をし得る。また密着性を冷却ブッシュ及びカラーのテーパ同士を嵌合させる簡易な機械構造であるので、従来例の冷却孔及び金型用溶湯冷却ピンの隙間に溶解金属を介在させる構成に比べ、交換時などの労力が軽減でき使い勝手が良くなる。
(もっと読む)
成型装置および同成型装置による成型方法
【課題】金型における成型部の耐久性を確保しつつ簡単な構成で成型部を加熱することができる成型装置および同成型装置による成型方法を提供する。
【解決手段】成型装置100は、成型対象とるなる製品PRを成型加工する第1金型110と第2金型120とを備えている。第1金型110および第2金型120は、互いに対向する面の中央部に第1成型部111および第2成型部121が形成されている。第1成型部111および第2成型部121は、製品PRの表面形状に対応する3次元形状がそれぞれ形成されている。第1金型110および第2金型120における第1成型部111および第2成型部121の各周囲には、断熱絶縁体113,124が設けられている。また、第1金型110および第2金型120は、入出力電極132,133を介して給電装置136が接続されているとともに、連結電極134,135によって電気的に接続または切断可能に連結されている。
(もっと読む)
鋳造装置、および鋳造方法
【課題】簡単な構成で、鋳造型として金型を用いて、鋳包まれた中子を鋳造品とともに容易に取り出すことができる鋳造装置と鋳造方法を提供する。
【解決手段】中子1を保持して鋳包む鋳造装置であって、開閉可能に設けられ型閉じすることにより所定形状のキャビティを形成する複数の金型2、3と、金型2、3に設けられて、型閉じすることにより中子1の端部を保持するとともにキャビティ面を構成し、型開きすることにより中子1の端部を解放する中子保持手段5とを備えている。中子保持手段5は、金型2、3に形成された収容部50と、複数の保持部材51と、型閉じすることによって保持部材51を収容部50内に収容させるとともに、型開きすることによって保持部材51を収容部50から突出させるよう駆動する駆動手段52とを備えてなり、収容部50の内周面と各保持部材51の外周面は、テーパ状に形成されている。
(もっと読む)
金型冷却装置
【課題】金型内の冷却路を通流する冷却水の流れを安定化する。
【解決手段】金型冷却用の冷却水を分配して、金型2の内部に形成された複数の冷却路2a〜2eの各々に供給し、冷却路2a〜2eの各々を通流した冷却水を、各冷却路2a〜2eに接続された排出管6a〜6eを介して、金型2の外部に排出させる冷却装置において、排出管6a〜6eのうちのひとつの排出管6aに、駆動空気の噴射により発生させた負圧を利用して、冷却路2aを通流する冷却水を吸引する冷却水吸引装置9を設けた構成とした。
(もっと読む)
ダイカスト鋳造装置
【課題】小さな凝固片の発生を抑制しつつ、射出後のスリーブ残留溶湯を早く凝固させるダイカスト鋳造装置を提供する。
【解決手段】鋳造装置100は、溶湯を一時的に貯めておくスリーブ20と、スリーブ先端に配置されているおり、キャビティへ通じているランナ14へ溶湯を案内するスプルコア30を備えている。スプルコア30には、溶湯をランナ14へと案内するガイド溝32が形成されている。プランジャチップ先端面と対向するスプルコア前面には、ガイド溝32を構成するスプルコア部分の材料よりも熱伝導率が高い高熱伝導材34が配置されている。
(もっと読む)
造型装置
【課題】上下型からなる金型、特に、中子造型用金型において、金型を加熱するヒータと、押し出しピンとを、金型内に、特に、中子造型用金型内に、より簡便に備えるようにした造型装置を提供する。
【解決手段】例えば造型品が中子である場合、中子上型と中子下型2により画成されるキャビティ4内で中子3を焼成し造型する中子造型用金型を含む造型装置1において、中子下型2の下面18からキャビティ4までの貫通孔11〜14に中子3を押出し中子下型2から中子3を離型するための押出しピン5〜8を挿入し、押出しピン5〜8に片端子型カートリッジヒータ33を内蔵させる。これにより押出しピン5〜8と片端子型カートリッジヒータ33が一体化するため、押出しピン5〜8と片端子型カートリッジヒータ33の造型装置1の中子造型用金型内の配置が容易となる。
(もっと読む)
金型の温度制御システム
【課題】簡単な構成で、容易に且つ確実に金型を部分的に任意の温度に制御することができる金型の温度制御システムを提供する。
【解決手段】本発明の金型の温度制御システムは、反磁性を有する温度制御流体1と、金型2に設けられて温度制御流体1が流通される流路3と、流路3内で流通される温度制御流体1を偏向させようとする側と反対側に設けられる磁場形成手段4とを備えている。磁場形成手段4が形成する磁場により、流入口32aから流出口33aに向かって孔30内を流通する温度制御流体1は、磁場形成手段4に対して反発するように偏向する。
(もっと読む)
鋳造方法及びその装置
【課題】鋳造を行う際に湯道に残留した溶湯を、効率よく冷却する。
【解決手段】鋳造装置10の金型16は、湯道38が形成された溶湯導入部28を備える。キャビティ32に溶湯14を充填した後、湯道38には、溶湯14を冷却するためのチラー18が設けられた冷却用バー20が挿入される。この際、チラー18の先端は、キャビティ32の最高位置を示す仮想線Lよりも下方に位置する。このため、湯道38を構成する方案部40の入口近傍の溶湯14が優先的に冷却される。冷却用バー20及びチラー18には、好ましくは流通路56が設けられており、この流通路56には、冷却媒体(例えば、冷却水)が流通される。
(もっと読む)
鋳抜きピン装置
【課題】環状溝を任意の部位に容易に設けることができる鋳抜きピン装置を提供することを課題とする。
【解決手段】鋳抜きピン装置10は、中空体の先端が塞がれた形態のアウターチューブ11と、このアウターチューブ11に挿入されるインナーチューブ20と、このインナーチューブ20に挿入され冷媒をインナーチューブ20内へ供給する冷媒パイプ30とからなる。インナーチューブ20の外周面21に、例えば3個の環状溝22が設けられている。インナーチューブ20の径外方から刃具を当てて、外周面21に環状溝22を形成することができる。この工法であれば、中ぐり法とは異なり、インナーチューブ20の任意の部位に環状溝22を設けることができる。刃具の撓みを心配する必要がないので、環状溝22の仕上げ精度は良好になる。
(もっと読む)
1 - 20 / 231
[ Back to top ]