
Fターム[4E093NB07]の内容
鋳型又は中子及びその造型方法 (3,688) | 永久鋳型の構造 (914) | 付属物 (164)
Fターム[4E093NB07]に分類される特許
1 - 20 / 164
スライドコアガイドユニット
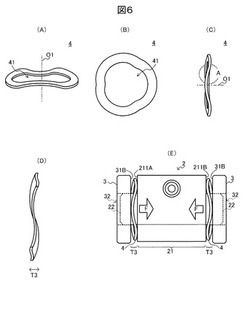
【課題】ピンホルダへ傾斜ピンを装着する際の作業性がよく、かつより低コストで製造可能な高強度なスライドコアガイドユニットを提供する。
【解決手段】スライドコアガイドユニット1は、スライドプレート3のトラニオン挿入穴32の外周領域において、スライドプレート3とピンホルダ2のホルダ本体21との間に挟み込まれたウェーブワッシャ4を有する。ウェーブワッシャ4は、中心軸O1方向に起伏する波形状に曲げ加工されており、2つのベースブロック51のガイド溝511に収容されたスライドプレート3の表面31Bとピンホルダ2のホルダ本体21の側面211A,211Bとの間で圧縮されて中心軸O1方向に弾性変形している。そして、その復元力Fで、ピンホルダ2のホルダ本体21を両側面211A,211B側から押圧している。
(もっと読む)
鋳造装置

【課題】 Cu−Ga合金からなるCu−Ga合金スラブを溶解鋳造により作製するための鋳造装置において、複数のCu−Ga合金スラブを、ひび割れ発生を充分に抑制して製造することができる鋳造装置を提供する。
【解決手段】 鋳造装置100は、坩堝1と複数の鋳型2と複数の貯留槽3とを備える。各鋳型2の外周面には、冷却抑制部材24が設けられ、互いに隣接する鋳型2間には、輻射熱伝達防止部材41が設けられている。そして、各鋳型2の鋳型条件Sm、および平均鋳型条件SAVが、(|SAV−Sm|/SAV)×100≦3の関係を満たす。
(もっと読む)
鋳造用金型
【課題】軽金属鋳造において細穴鋳抜き部や狭部の冷却を行うために、銅−水型ヒートパイプを耐熱限界下で使用可能とする鋳造用金型を提供する。
【解決手段】ヒートパイプ22を含む冷却部20を備えた鋳造用金型10であって、ヒートパイプ22は、金型10内に配置されて入熱部22aとされた一端部と、冷却部20内に配置されて凝縮部22bとされた他端部とを備え、入熱部22aは、断熱スリーブ35を介して金型10に接触し、凝縮部22bは、冷却部20内に設けられたインナーチューブ23の内部に配置される。
(もっと読む)
減圧成形型
【課題】簡単な構成で、第二シール部材の両端部を第一シール部材に対して確実に当接させてシールしてキャビティ内の減圧度を確実に維持することができる減圧成形型を提供する。
【解決手段】減圧成形型は、下型1、上型2、スライド3、第一シール部材4、第一シール部材4のシール面40に端部5aが当接される第二シール部材5とを備えており、キャビティ6内を減圧した状態で成形材料を射出充填するものであって、少なくとも、第一シール部材4のシール面40が平面状に成形されているか、または、第二シール部材5が断面矩形に成形されており、第二シール部材5の、少なくとも第一シール部材4に当接される端部5aが、第一シール部材4と比較して柔らかい弾性体により構成されている。
(もっと読む)
ガス抜き装置ユニット
【課題】ガス抜き装置をキャビティに近接させて固定型内部に設置することが可能であり、キャビティとガス抜き装置との間のガス抜き路を短くすることができるガス抜き装置ユニットの提供。
【解決手段】鋳造用金型1は、弁体52を有するガス抜き装置ユニット50と、該ガス抜き装置ユニット50が嵌合収容されるユニット収容空間10aが形成された固定型10と、該固定型10に相対向する可動型20とを有する。鋳造用金型1の内部にはキャビティ1aが画成され該キャビティ1aと外気とを連通するガス抜き路1dが形成される。ガス抜き装置ユニット50には冷却通路51bが形成され、該固定型10には該冷却通路51bと連通する冷却水用管部材62、63が設けられている。
(もっと読む)
分流子及びそれを用いた金型構造
【課題】高温域で脆性を示す材料のクラックの発生及び熱電対穴への応力集中を抑制する分流子及びそれを用いた鋳造金型構造を提供する。
【解決手段】高温域で脆性を示す材料からなり、流れ方向に所定角度を有して配置され、供給された溶湯が最初に接触する接触面と、上記接触面に連続して設けられ、上記溶湯をキャビティ部側に誘導する流路面とを備える分流子において、分流子内部に、上記流路面に沿って上記接触面方向に延在する熱電対穴を備え、上記熱電対穴に、先端側の径が小さくなるような2つ以上の段差を設ける。
(もっと読む)
ダイキャスト用ガス抜き装置
【課題】本発明はガス抜き装置の作動が長期間に渡ってスムーズに行えると共にその維持管理が極めて容易であり、且つ、ダイキャスト品の生産性が向上し、コスト削減が可能となり、更に摺動部分に傷が付いた際の修理が容易であるダイキャスト用ガス抜き装置を提供することを目的とする。
【解決手段】真空吸引装置によるダイキャスト用ガス抜き装置に於いて、受圧バルブ4及び閉鎖バルブ5の両摺動部分41,51に空気溜り部9を形成させ、且つ、前記摺動部分41,51に空気を供給する給気手段10を備えた構造とする。また受圧バルブ4と閉鎖バルブ5を、スリーブとバルブ部とから成し、各バルブ部の摺動部分41,51に空気を供給する給気手段10を備えたものとしても良い。
(もっと読む)
鋳造用金型装置
【課題】砂中子で発生するガスによるガス欠陥を抑制すること。
【解決手段】キャビティ32内には、砂中子48が配置され、側方型38の内壁38aには、鋳造成形体のリブに対応する溝部40が形成され、溝部40は、下部側溝部40a、40b及び上部側溝部40cと、分岐した2つの下部側溝部40a、40bが合流し、且つ、上部側溝部40cとも合流してキャビティ32側に向かって開口する合流部45とを有し、合流部45には、外部と連通する通気孔42と、通気孔42に装填されるトラップ部材44とが設けられ、溝部40は、砂中子48の上方に位置するように設けられる。
(もっと読む)
減圧成形型
【課題】スライド部分30,40,50,60を備えている減圧成形型において、成形空間70の密封度を高める。
【解決手段】
各スライド部分30,40,50,60が前進位置にある第1型20と、第2型(図2には示されていない固定型)を当接させると、第1型本体22と複数個のスライド部分30,40,50,60と第2型によって閉じられた成形空間70が完成する。各スライド部分30,40,50,60に、第1型本体22との当接面と隣接するスライド部分との当接面と第2型との当接面を一巡するシームレスのシール部材39,49,59,69を配置する。成形空間70の密封度が高まる。
(もっと読む)
金型装置
【課題】リターンピンへのバリの噛み込みを防止することが可能な金型装置を提供する。
【解決手段】金型装置10は、その合わせ面11a,12aにキャビティ部17が形成される下型11及び上型12と、キャビティ部17に成形された成形品を下型11から離型させるエジェクタピン21と、型閉め時にエジェクタピン21を所定の位置に戻すためのリターンピン22とを備えている。リターンピン22はカバー部材40で覆われている。
(もっと読む)
鋳造用金型装置
【課題】複数のオーバフロー部が設けられても、キャビティ部内のガスを確実に排出することが可能な鋳型用金型装置を提供する。
【解決手段】鋳造用金型装置10は、鋳造成型品を形成するためのキャビティ部11と、キャビティ部11から延出され、該キャビティ部11に供給された溶湯のオーバフロー分が流れ込む複数のオーバフロー部23,33と、キャビティ部11及びオーバフロー部23,33の減圧を行う減圧手段14と、複数のオーバフロー33と減圧手段14とを連通し、溶湯が浸入可能なガス流通路34と、複数のオーバフロー部33と減圧手段14とを連通し、溶湯で閉塞されないガス専用流通路36とを備える。
(もっと読む)
成形品離型方法、および成形品離型装置
【課題】簡単な構成で、容易にかつ確実に成形品を成形型から無理なく離型させることができ、離型に必要な適切な推力で押し出しピンを駆動して、消費電力量を低減させることが可能な成形品離型方法と、その装置を提供する。
【解決手段】成形品離型装置は、成形型1内で成形された成形品Mを成形型1から取り出すべく離型させるためのものであって、成形品Mと接触する部分2に衝撃を付与する衝撃付与手段5を備えている。成形型1内で成形された成形品Hと接触する部分2に衝撃を付与することにより、成形時に成形型1に貼り付いた状態の成形品Mを成形型1から引き離し、または、その貼り付き力を弱めることとなる。そのため、成形品Mを成形型1から容易にかつ確実に離型させることができる。
(もっと読む)
金型用鋳抜きピン
【課題】応力低減効果とシール性能とを両立することが可能な鋳抜きピンを提供する。
【解決手段】円柱部11の軸線方向両側にラウンド部12を設けることでシール部7が構成されている。これにより、シール部7の軸線方向長さが延長されてシール性能を確保することができる。また、各ラウンド部12とピン取付孔6との間に、基部3の撓みが妨げられることがないように設定された隙間15が設けられている。これにより、シール性能を確保しながら応力低減効果を確保することができる。
(もっと読む)
金型の変形量測定システム
【課題】簡単な構成で、成形を行っている状態における金型の変形量を容易に且つ精度よく測定することができ、しかも、比較的薄い金型であっても適用可能な金型の変形量測定システムを提供する。
【解決手段】本発明の金型の変形量測定システムは、金型1の成形時の変形量を測定するためのものであって、金型1の内部の所定の箇所に収容部10が設けられており、ガイド板3の所定の位置には変位量を測定するための歪みゲージ2が設けられており、金型1の収容部10には、歪みゲージ2を有するガイド板3が配設される。
(もっと読む)
鋳型造型装置
【課題】弾発装置のメンテナンスを簡単に行うことができるとともに、弾発装置に異物が付着するのを防ぐことができる鋳型造型装置を提供することを課題とする。
【解決手段】二つの金型10,20を閉じることでキャビティCが形成される鋳型造型装置1であって、内面に成形面11が形成された固定型10と、固体型10が取り付けられた固定型取付板30と、固定型取付板30に設けられた弾発装置90と、固定型取付板30を支持する固定側テーブル70(支持部材)と、を備え、固定型10の外面12と固定型取付板30の内面31とが間隔を空けて配置されており、弾発装置90は、内外方向に弾性を有し、固定型取付板30に形成された嵌合孔33に外面32側から嵌合されるとともに、嵌合孔33の内面31側から突出して、固定型10の外面12に当接している。
(もっと読む)
造型装置
【課題】上下型からなる金型、特に、中子造型用金型において、金型を加熱するヒータと、押し出しピンとを、金型内に、特に、中子造型用金型内に、より簡便に備えるようにした造型装置を提供する。
【解決手段】例えば造型品が中子である場合、中子上型と中子下型2により画成されるキャビティ4内で中子3を焼成し造型する中子造型用金型を含む造型装置1において、中子下型2の下面18からキャビティ4までの貫通孔11〜14に中子3を押出し中子下型2から中子3を離型するための押出しピン5〜8を挿入し、押出しピン5〜8に片端子型カートリッジヒータ33を内蔵させる。これにより押出しピン5〜8と片端子型カートリッジヒータ33が一体化するため、押出しピン5〜8と片端子型カートリッジヒータ33の造型装置1の中子造型用金型内の配置が容易となる。
(もっと読む)
鋳抜きピン装置
【課題】環状溝を任意の部位に容易に設けることができる鋳抜きピン装置を提供することを課題とする。
【解決手段】鋳抜きピン装置10は、中空体の先端が塞がれた形態のアウターチューブ11と、このアウターチューブ11に挿入されるインナーチューブ20と、このインナーチューブ20に挿入され冷媒をインナーチューブ20内へ供給する冷媒パイプ30とからなる。インナーチューブ20の外周面21に、例えば3個の環状溝22が設けられている。インナーチューブ20の径外方から刃具を当てて、外周面21に環状溝22を形成することができる。この工法であれば、中ぐり法とは異なり、インナーチューブ20の任意の部位に環状溝22を設けることができる。刃具の撓みを心配する必要がないので、環状溝22の仕上げ精度は良好になる。
(もっと読む)
鋳造方法及びその装置
【課題】鋳造を行う際に湯道に残留した溶湯を、効率よく冷却する。
【解決手段】鋳造装置10の金型16は、湯道38が形成された溶湯導入部28を備える。キャビティ32に溶湯14を充填した後、湯道38には、溶湯14を冷却するためのチラー18が設けられた冷却用バー20が挿入される。この際、チラー18の先端は、キャビティ32の最高位置を示す仮想線Lよりも下方に位置する。このため、湯道38を構成する方案部40の入口近傍の溶湯14が優先的に冷却される。冷却用バー20及びチラー18には、好ましくは流通路56が設けられており、この流通路56には、冷却媒体(例えば、冷却水)が流通される。
(もっと読む)
金型鋳造方法
【課題】 鋳造の際に溶湯に振動を加えながら鋳造を行う金型鋳造法において、鋳造品の金属組織を微細化し、引け巣を低減し、以って機械的特性を向上できる方法を提供する。
【解決手段】 振動を加えない場合の鋳物の冷却速度(A)と、振動を加えた場合の鋳物の冷却速度(B)と、の冷却速度の比を(B/A)としたときに、振動の加速度を(B/A)>1.0が得られる加速度以上とし、かつ溶湯が接触するキャビティの表面粗さを(B/A)>1.0が得られる表面粗さ以上とする。
(もっと読む)
金型装置
【課題】製品形状に起因したアンダーカット部の成形上の制約を抑え、製造効率を好適に高めることができる金型装置を得る。
【解決手段】ダイカスト装置10においては、固定金型11と可動金型12とが組み合わされることで鋳造製品に対応するキャビティCが形成される。可動金型12は、複数の金型構成体によって構成されている。それら金型構成体のうち少なくとも1つは、製品押出機構による鋳造製品の押出方向と交差する方向へ変位可能に設けられ、同鋳造製品のアンダーカット部としての環状突部を形成する押出スリーブ81である。鋳造製品が可動金型12に係合する初期位置から製品押出機構により所定の押出位置へ押出された状態にて、当該製品押出機構の押出動作に基づいて押出スリーブ81を上記交差する方向へ誘導することにより当該押出スリーブ81を環状突部から離間させる誘導部が設けられている。
(もっと読む)
1 - 20 / 164
[ Back to top ]