
Fターム[4E093QC02]の内容
鋳型又は中子及びその造型方法 (3,688) | 中子の製造方法又は製造装置 (90) | 結合方法(装置) (9)
Fターム[4E093QC02]に分類される特許
1 - 9 / 9
鋳造装置
【課題】非金属製の材料で形成される中子の間に溶湯を流す鋳造装置について、鋳造部品に鋳巣による鋳造欠陥が発生しないようにする。
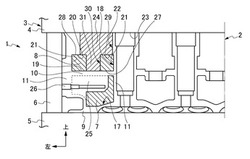
【解決手段】金属製の材料で形成される主型3内に非金属製の材料で形成される第1中子7と第2中子8とを配置し、第1中子7によって底壁9と天井壁10と側壁11とで囲まれる第1空間部17を鋳造部品2内に形成する一方、第2中子8によってその底面27が天井壁の外側面と接するとともにこの底面より開口が狭い開口部をこの底面と反対側に備える袋状の第2空間部18を鋳造部品内に形成する鋳造装置1において、第2中子8は底面29と反対側の面が主型3と接触しており、その内部に一端が主型と接触する面に開口し、他端が底面27に開口する貫通穴30を備え、貫通穴内に溶湯の熱を主型3に伝える伝熱部材31を配置したことを特徴とする。
(もっと読む)
組立品検査装置および方法

【課題】各検査員の主観的判断に依拠するために生じる検査結果のバラツキをなくし、常に客観的な判断基準で検査を行える組立品検査装置および方法を提供する。
【解決手段】組立中子11を搬送軌道の搬送方向に沿って搬送する搬送装置53と、組立中子11の上側部をなす上部中子13の搬送方向に沿った複数箇所に設けた搬送方向に延びる上側エッジ部52a、52bおよび各上側エッジ部52a、52bに対応する位置で、かつ組立中子11の下側部をなす下部中子12の搬送方向に沿った複数箇所に設けた搬送方向に延びる下側エッジ部51a、51cとを検出するセンサ装置54と、センサ装置54で検出した上側エッジ部52a、52bと下側エッジ部51a、51cとの相対距離を搬送方向に沿った複数箇所の上側エッジ部52a、52bと下側エッジ部51a、51cの間において算出するコントロール部55を備えた。
(もっと読む)
管鋳造用中子
【課題】個別の鏡像マークを付けた管鋳造用中子を提供すること。
【解決手段】鋳物砂を粘結材で固めて、外向きフランジ状の鍔部50を有する環体として造型された管鋳造用中子において、鋳造した管の端部に凸の鋳出しマークを複数付けるために、前記鍔部50に凹の鏡像マークを複数設け、その鏡像マークのマーク群を、中子の造型時に付けた鏡像マーク(m)からなる主要部Pと、造型後の中子の一部を崩して形成した鏡像マーク(m’)からなる追加部P’で構成した。
これにより、煩雑な造型用金型の入れ替え等が少なく、また、造型後の中子に彫り込む鏡像マークの数を絞ることができるので重切削が不要となり、強度を損なうことなく、一個毎に異なる鏡像マークの付いた中子を作製することができる。
(もっと読む)
中空成形体の製造装置及び製造方法
【課題】中空成形体をその加熱成形時において発生する蒸気による損傷を抑えて好適に、生産性を低下させることなく製造することができる中空成形体の製造装置を提供すること。
【解決手段】本発明の中空成形体の製造装置は、内部にキャビティ20を有する成形型2と、キャビティ20内に挿入される芯材3と、成形型2のゲート21を開閉する開閉手段4と、ゲート21を通じてキャビティ20内に成形原料を供給する成形原料供給手段5とを備えている。芯材3の先端部30及び/又は成形型2における芯材3の出入口22の断面が、芯材3の挿入方向に向けて漸次狭まる形態を有している。
(もっと読む)
鋳造製シリンダヘッドにおけるポート用中子の構造
【課題】シリンダヘッドをその鋳物型1にて鋳造するときに吸気ポート及び排気ポートのうちいずれか一方又は両方を形成するポート用中子6において,このポート用中子の鋳造時における位置ずれを防止する。
【解決手段】前記ポート用中子6のうち前記シリンダヘッドにおける側面側の一端部を,前記シリンダヘッドにおける側面より突出してシリンダヘッド用鋳物型にて支持する一方,前記ポート用中子6のうち前記シリンダヘッドにおける燃焼室側の他端に,前記シリンダヘッド用鋳物型1のうち前記燃焼室形成部分5に対して,当該燃焼室形成部分5から離れることがないように着脱自在に係合する嵌合部8を一体に設ける。
(もっと読む)
複合インベストメント鋳造コアの製造方法およびインベストメント鋳造コア
【課題】複合インベストメント鋳造コア(20)の製造方法を提供すること。
【解決手段】複合インベストメント鋳造コア(20)の製造方法において、複数のコアはそれぞれ、第1部分(30)および第1部分によって連結された複数の別個の第2部分(32)を画定するように金属シートを切断することによって形成される。第2部分は(32)、第1部分(30)との局所的な整列から外れるように曲げられる。コアの第1部分(30)は組み立てられ、互いに固定される。
(もっと読む)
シェルモールド造型装置及びシェルモールド造型方法
【課題】 造形されたシェルモールドの表面粗度の向上を図ることができ、その結果、このシェルモールドを使用した鋳物製品の品質を向上でき、特に、複数の羽根通路が形成されている羽根車を鋳造するために使用される鋳造用中子を造型することに適したシェルモールド造型装置及びシェルモールド造型方法を提供すること。
【解決手段】 圧縮空気がブロワ4から砂タンク2内へ供給されると、砂タンク2内に貯留されている造型砂が圧縮空気と一緒に、複数のブローノズル8からブロー孔13を通じて造型金型10の造型キャビティ11内へ吹き込まれる。このとき、造型キャビティ11内には外周部から中心部へ向かう気流が作り出され、この気流に乗って造型砂が、造型キャビティ11の外周部から中心部へ向けて吹き込まれ充填される。
(もっと読む)
特にキャスティング目的のための型または中子を製造するための方法並びに装置
砂または成形材料および、殊に無機質で、水性および/または吸湿性である結合剤から成る混合物(M)から成る、殊にキャスティング目的のための型または中子を製造するために、混合物(M)を、少なくとも1つのシューティングユニット(2)によって、該シューティングユニット(2)から、一回のシューティング過程においてシューティングプレート(5)に配置された少なくとも1つの注出開口(7)を抜けて、成形金型または中子金型(8)内に注入し、この場合、少なくとも二回のシューティング過程の間に、注出開口(7)の領域を液体または水によって湿潤する、および/または湿ったままに保持し、この場合、湿潤のために働く液体(15)または湿潤のために働く水を、超音波によって浮遊可能なエーロゾルにして噴霧し、注出開口(7)の領域および/またはシューティングユニット(2)またはシューティングヘッドに供給する。  (もっと読む)
(もっと読む)
金属鋳造コアのセラミック鋳造コアへの結合方法および装置
【課題】 インベストメント鋳造による耐火金属鋳造コアをセラミック鋳造コアに取り付ける方法を提供する。
【解決手段】 鋳造コアアセンブリの固定具204はセラミック鋳造コア210およびこれと結合する耐火金属コア212を固定する機能をもつ。固定具204は、耐火金属コア210を固定するための複数のツーリングボール222、クランプ224、および回動式固定バー230を含み、耐火金属コア212を支えるためのクランプ240を含む。コアの取り付け後、ジルコンと水溶性コロイドシリカとを含んでなるスラリがコアの結合部に導入され、固定具が取り付けられた振動台の振動によりこのスラリが結合部に浸透する。
(もっと読む)
1 - 9 / 9
[ Back to top ]