
Fターム[4E093TA10]の内容
鋳型又は中子及びその造型方法 (3,688) | 特殊形状体鋳物用鋳型 (69) | その他 (31)
Fターム[4E093TA10]に分類される特許
1 - 20 / 31
金属−セラミックス複合材の製造方法及び金属−セラミックス複合材
【課題】 複雑形状であっても亀裂や破損のないプリフォームを成形することができる金属−セラミックス複合材の製造方法と、その製造方法により得られる複雑形状の金属−セラミックス複合材を提供する。
【解決手段】 セラミックスを強化材としたプリフォームに、基材である金属を含浸させる金属−セラミックス複合材の製造方法であって、プリフォームの成形方法が、有機バインダーを被覆した骨材である有機バインダー被覆骨材からなる鋳型を造型した後、該鋳型に、セラミックスと無機バインダーとを混合したスラリーを充填し、焼成し、離型する方法であることとした金属−セラミックス複合材の製造方法と、その製造方法により得られる金属−セラミックス複合材。
(もっと読む)
残骨灰に含まれる歯科用金属を使用した形見物の製造方法
【課題】貴金属としての価値があるにも関わらず、多くの場合で遺体から外されることがなく、遺体の火葬後は残骨灰と共に廃棄されていた歯科用金属を材料とすることで、亡くなった人を偲ぶ形見物としての価値が高い形見物の製造方法を提供する。
【解決手段】残骨灰に混入して残っている歯科用金属を採取し、これを貴金属と非貴金属に選別する。ワックスパターンをつくり、歯科鋳造用の円錐台にスプルー線を介しワックスパターンを固定する。円錐台に鋳造用リングを装着し、鋳造用リングの内部に埋没材を充填してワックスパターンを埋没させ、埋没材が固化した後、円錐台とスプルー線を除去して湯口と湯道を形成する。これを電気炉で加熱し、ワックスパターンを焼却してキャビティを形成して鋳型とし、歯科用金属を加熱熔解して鋳型に鋳込み、できた鋳造体から埋没材を取り除き、鋳造体から形見物を切り離して表面仕上げをする。
(もっと読む)
鋳型材料および鋳型製造方法
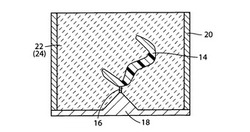
【課題】鋳型の製造過程においてクラックや割れが生じ難く且つ成形物を取り出す際には鋳型を容易に破壊可能なロストワックス法に好適な鋳型材料および鋳型の製造方法を提供する。
【解決手段】鋳型を製造するためにビニロン繊維を含む埋没材22が用いられることから、バリが無く鋳肌面も良好な鋳造品を得ることができる。すなわち、鋳型材料である埋没材に軟化温度が238(℃)のビニロン繊維が含まれていることから、その埋没材の機械的強度が高められている。そのため、上述したように埋没後、加熱して原型14を消失させる際に、原型の構成材料との熱膨張係数の相違に起因して硬化体に引張応力が働いても、少なくともビニロン繊維の軟化温度まではそのビニロン繊維によって硬化体の機械的強度が高められているので、硬化体にクラックや割れが生ずることなく、原型が消失して鋳型が得られる。
(もっと読む)
鋳造部品を製造する方法及び装置

【課題】鋳造部品として特にガスタービンエンジンの部品を鋳造するための独創的な装置を提供する。
【解決手段】溶融金属から鋳造品を製造する装置である。該装置の1つの形態は、鋳造用金型80内に溶融金属108を精密注入する装置を備えており、開始種が開口部内に配置され且つ内部キャビティ内に受け入れた溶融金属材料が接触可能である。精密注入装置は、溶融金属の供給装置106と金型80との間の圧力差によって駆動され、キャビティ内で金属材料が指向性凝固する間、熱が前記開始種を通じて吸引される。
(もっと読む)
鋳造方法及び網状消失模型
【課題】網状鋳物壁を有した鋳物製品のバリの発生を抑えかつ見映え良く鋳造することが可能であると共に、網状鋳物壁の配置に拘わらず、容易に砂型の組み付け作業を行うことが可能な鋳造方法及び網状消失模型を提供する。
【解決手段】本発明の鋳造方法では、網状消失模型15を砂型20に埋設してその一部を砂型20のキャビティ20Z内に露出させておき、砂型20内に溶湯を鋳込む。これにより、網状消失模型15に代わってその埋設領域で成形される網状鋳物壁(格子壁12)をキャビティ20Zで成形される通常鋳物壁(角筒型本体部11)に一体に備えた鋳物製品(例えば、イケール10)が見映え良く鋳造される。
(もっと読む)
スクロール部材用成形型
【課題】成形型の寿命を大幅に延ばすことが可能なスクロール部材用成形型および成形装置を提供する。
【解決手段】スクロール部材用成形型2は、渦巻き状の部分51を有するスクロール部材50を成形するための成形型である。渦巻き状の部分50の先端を押す渦巻き用押出ピン3は、渦巻き状の部分51における当接部分55に当接する。渦巻き状の部分51における当接部分55に対応する溝13cの幅は、渦巻き状の部分51における当接部分55以外の部分に対応する溝13aの幅よりも大きい。
(もっと読む)
水栓および設備器具を形成する方法
本発明は、一体型で多チャンバのステンレス鋼製水栓および設備器具を単一の一体構造で形成する方法を提供する。本体が内部中空領域および複数の分割チャンバを有する様々なステンレス鋼製製品を形成することができる。本体は、耐熱性セラミック中子をロストワックスインベストメント鋳造プロセスと併用して構築することができる。一体構造で形成されたステンレス鋼製製品は、部分溶接、ねじ組立、または精密圧入などの時間のかかる余分な製造ステップの必要性をなくすことができる。さらに、環境規制および鉛/毒制限を遵守して実質的に無鉛、無緑青、および無毒である水栓および設備器具を提供することができる。  (もっと読む)
(もっと読む)
軸継手のハブ及びその製造方法並びに成型装置
【課題】製造時間を短縮して製造コストの低減を図ることができる軸継手のハブを提供する。
【解決手段】駆動ハブ1のハブ本体4の外側面に第1及び第2半リング部5,6を一体に成形し、第1及び第2半リング部5,6の両端部に第1及び第2台座8,9を一体に成形する。前記第1及び第2半リング部5,6によって駆動軸を挿入する軸孔7を有する締結リング部Rを構成する。前記第1及び第2台座8,9に段付き孔11,12を成型装置により成形し、前記段付き孔12から挿入された締付ボルト14を、前記段付き孔11のナット係合凹部11aに係合されたナット13に螺合して、前記軸孔7に挿入された駆動軸を締結リング部Rによって締結する。前記第1及び第2台座8,9に前記段付き孔11,12を成型装置によって成形するので、後工程で、機械により前記締付ボルト14を螺合するための段付きネジを穿孔する必要がない。
(もっと読む)
温度制御式鋳型
【課題】鋳型砂を用いて空洞部を有する装置を鋳造するために、鋳造部品を均等に冷却したり冷却を制御したりすることの出来る鋳型および冷却制御方法を提供する。
【解決手段】砂ベースの鋳型18は、樹脂結合された砂粒から成る中子部分24であって、装置10の空洞部16に対応した形状を有する中子部分と、中子部分に埋め込まれており、装置の凝固工程において圧縮流体を通すよう構成された第1の管36とを有する。第1の管から前記中子部分の外面までの距離が約2.5cm〜約5cmの範囲内になるように、中子部分の砂の中に埋め込むように配置されており、第1の管は、鋳型から延出する入口38と出口40とを有する。
(もっと読む)
ダイカスト用金型
【課題】かご形誘導電動機の回転子などを対象として、銅,銅合金などの高融点金属材のダイカスト製品を安価な生産コストで量産できるように金型構造を改良したダイカスト用金型を提供する。
【解決手段】銅,銅合金などの高融点金属の鋳造に適用するダイカスト用金型で、その金型8の固定,可動母型9,10にはキャビティを構成する部位に交換可能な“入れ子”を設けたものにおいて、“入れ子”17を安価な汎用金属板の絞り加工成形品で構成し、操業中に “入れ子”17が損傷した場合には、“入れ子”を予備のものと交換するため次のようにする。
(1)“入れ子”17を予熱ヒータ15付きのホルダ18に組み付けた上で、このホルダを母型9,10に形成した凹所内に嵌め込んで取付ける。
(2)前記ホルダ18の外面と母型9,10の凹所との間に突起状のリテーナ19を介して断熱空隙20を確保し、“入れ子”17のヒータ予熱状態を安定保持させる。
(もっと読む)
油排出路形成用中子とこれを用いたベアリングハウジングの製造方法
【課題】組立作業が不要であり、少ない型枠で製作できる油排出路形成用中子とこれを用いたベアリングハウジングの製造方法を提供する。
【解決手段】油排出路形成用中子1は、2つの端部油路をそれぞれ形成するための端部油路形成部3,4と、端部油路形成部3,4と一体的に形成され下部油路を形成するための下部油路形成部5とを備え、軸貫通穴を形成するための中子部分が省略された形状を有する。また、油排出路形成用中子1は、造型に際して中子を必要とするような中空部が2つの端部油路形成部3,4の間に存在しない形状であって、上下2つのみの型枠によって造型可能であるような形状を有する。さらに、油排出路形成用中子1は側方拡張部6を有する。
(もっと読む)
鋳造チタン製コンプレッサ羽根車
【課題】生産性が高く、コスト低減が可能な鋳造チタン製コンプレッサ羽車を得る。
【解決手段】コンプレッサ羽根車のろう模型を製造する過程の間、空気通路を占め且つ羽根を画成するダイインサートを羽根によって妨害されずに引き出すことを許容し得るようにコンプレッサ羽根車を再設計する。この改変された羽根の設計は簡略化した金型を使用してろう模型を自動的に製造することを可能にする。これらのろう模型は大規模なインベストメント鋳造法にて使用することができ、高昇圧力/RPMにて空気力学的に機能する経済的な鋳造チタン製コンプレッサ羽根車を製造する。コンプレッサ羽根車はサイクルの低疲労を促進し、高温度及び温度変化に耐え、高昇圧力比である一方、軽重量、低慣性抗力、優れた応答状態にての作動を可能にする。
(もっと読む)
コンプレッサ羽根車の製造方法
【課題】 ダイカスト形成における鋳造欠陥の発生を防止し、高い空力学的性能が期待でき、安価なコンプレッサ羽根車を効率的かつ安定して形成できる、コンプレッサ羽根車の製造方法を提供する。
【解決手段】 本発明は、ハブ軸部と、ハブ面、ディスク面、および外周面を有するハブディスク部と、複数の羽根部と、ハブ面側のハブ軸部の延長方向に対応する位置に湯口部を有してなるキャビティに溶湯を充填して羽根車形状をダイカスト形成するにあたり、キャビティには、湯口部と対向する位置であってディスク面側の外方に対応する位置に膨出する、あるいはハブディスク部の外周部の半径方向外方に対応する位置に膨出する、溶湯に含まれる異物をトラップするトラップ部を有するコンプレッサ羽根車の製造方法である。例えばマグネシウム合金やアルミニウム合金からなる羽根車が得られる。
(もっと読む)
鉄道貨物列車の揺れ枕又はサイドフレームの、一体型中子の造型方法
本発明は、鉄道貨物列車の揺れ枕又はサイドフレームの、一体型中子の造形方法について開示した。当該方法において鋳型枠(箱)の砂かきとり面において砂をかきとった後、上から下に向けて正確に位置決めされた形状付与上型を採用し、上型に対して微振動又は圧力を加え、形状付与上型を砂かきとり面と接触させた後、続けて下に向け所定量圧下し、局部の平らな砂かきとり面は上記形状付与上型の形状に圧迫され、所要の曲面形状を形成し、最終的に鋳物局部の内部空間全体の断面が一体型の中子を造型する。本発明に係る中子造型方法により得られた一体型中子は表面が滑らかであり、複数の砂中子を組み合わせることにより生じる鋳造バリ、突起を有効的に回避し、鋳物の品質向上、作業強度の減軽を図ることができる。 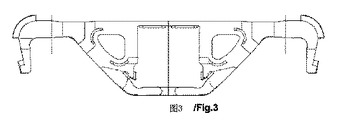 (もっと読む)
(もっと読む)
多孔質金属品および多孔質金属品の製造方法
プリフォーム(11)を使用して、少なくとも10%の連続気孔(12)を含有する金属品(10)を製造する方法であって、有機結合剤(26)、湿潤剤、および容易に液体溶媒(24)に溶解する顆粒材料(25)を混合して、10体積パーセント以上の前記顆粒材料(25)を組み合わせた成形用ペースト(20)を得るステップ;該ペーストを気泡プリフォームに成形し、金属または合金を開孔空間(28)に浸透させるステップ;前記湿潤剤を蒸発させ、該結合剤を分解するのに十分な温度に前記プリフォームを焼成し、プリフォーム(11)中の開放連続気孔の網目を作製するステップ;前記開孔空間を液体金属または合金(23)で充填するステップを含む方法。焼成したプリフォームの全てまたは一部は、細孔の網目を介して液体溶媒によって容易に浸出することができる。 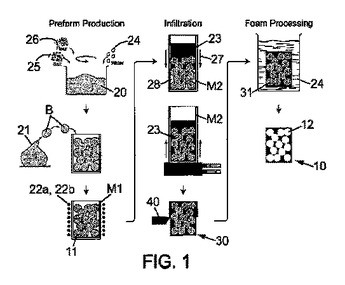 (もっと読む)
(もっと読む)
鋳鋼製クランク軸用鋳鋼スローの鋳造方法
【課題】鋳鋼スローを鋳造段階でニアネット形状にしつつ、なおかつピン部での鋳造欠陥の生成を低減することができ、更には、ニアネット形状とすることで、加工しろの除去にかかる時間の短縮、製品の歩留まり向上によるコストダウンを図ることができる鋳鋼製クランク軸用鋳鋼スローの鋳造方法を提供する。
【解決手段】鋳造される鋳鋼スロ−1の一対のアーム片3,3上に、ピン部4とは間隔を開けた状態で押湯7を配置し、そのピン部4と押湯7をつなぎ且つ外表面が下向きに傾斜した加工しろテーパ部5が、それらアーム片3,3の外側面側に夫々設けられるようにして内表面が形成された鋳型2の内部空間に、溶解金属を充填して鋳鋼スローを鋳造する。
(もっと読む)
圧縮機の摺動部品、スクロール部品、クランク軸部品、自転防止部材、およびスイング圧縮機のピストン部品
【課題】本発明の課題は、砂型鋳造部品に比べて原材料費や、機械加工費、工具消耗品代が低く且つ研削廃材や加工廃液などの破棄物を低減することができ、しかも十分な疲労強度や耐摩耗性を有する圧縮機の摺動部品を提供することにある。
【解決手段】圧縮機の摺動部品17,24,26,39,117,124,126,224は、半溶融ダイキャスト成形法により製造される圧縮機の摺動部品であって、一部17a,17b,39a,39b,39c,39d,SC1,SC2,SC3,SC4,SC5,SC6,SC7に部分熱処理が施されている。
(もっと読む)
鋳造コア、シュラウド、鋳造方法、およびシュラウドを設計する方法
【課題】改良された冷却通路脚を有する耐熱金属コアおよび該コアを用いて鋳造されるブレード外側エアシール(BOAS)を提供する。
【解決手段】基準BOASを再設計して、冷却空気入口60を、面510に向かって、側レールから離れる方向に移す。側レールから離れる方向への移動によって、低サイクル疲労(LCF)亀裂の危険を低減することができる。また、入口60の移された位置と隣接端134との間の脚の部分に、鋳造によって、調量壁170およびポスト172などの障害物/妨害物を追加する。これらの障害物は、出口101A,101Bから出る流量を制限し、所望の周方向流れに偏向させることができる。流量を調節することにより、出口101A,101Bを強制的に排除せずに、出口101A,101Bを隣接端に存在させることを可能にする。
(もっと読む)
鋳鋼製クランク軸用鋳鋼スローの鋳造方法及び鋳鋼製クランク軸用鋳鋼スロー
【課題】ピン部に逆V偏析や空隙が発生するという鋳造欠陥の発生を低減した鋳鋼製クランク軸用鋳鋼スローの鋳造方法及び鋳鋼製クランク軸用鋳鋼スローを提供する。
【解決手段】一対のアーム2,2片と、その対設するアーム片2,2の一端側を連接するピン部3より構成され、各アーム片2,2のピン部3とは逆の端部側に、ジャーナル孔4,4が形成される鋳鋼スロ−1を、鋳型5内に充填した溶解金属6にて鋳造する鋳鋼製クランク軸用鋳鋼スローの鋳造方法であって、ピン部3の軸方向が水平になるよう鋳型5を配置し、ピン部3の上方に連結した押湯7をピン部3よりジャーナル孔4側にずらせ、押湯7とピン部3をつないで形成される余肉部8のジャーナル孔4側表面が下向きに傾斜するよう鋳型内壁面9を上向き傾斜させた鋳型5内に、溶解金属6を充填させて鋳鋼スロー1を鋳造する。
(もっと読む)
金型および成形品
【課題】本発明の目的は、鋳造不良の抑制を図った金型および成形品を得ることにある。
【解決手段】開口部12を有する成形品4を成形する金型54は、成形品4の外形に対応するとともに溶湯が注入される第1の空間部73と成形品4の開口部12に対応するとともに第1の空間部73に連通し、開口部12に湯渡し32を形成する第2の空間部74とを規定する型面61a,62aと、第2の空間部74に臨む型面61a,62aから第2の空間部74内に突出するとともに、溶湯の流れ方向に沿って延びる突起部81〜85とを具備する。成形品4は、金型54を用いて鋳造された中間成形品22から湯渡し32を切り離すことで製造される。
(もっと読む)
1 - 20 / 31
[ Back to top ]