
Fターム[4E094AA52]の内容
鋳型の造型装置 (593) | 造型機(型込機、芯取機) (260) | 型込め(造型・充填・砂詰め) (145) | 吹込み(ブロー、充填) (71) | ブロー式 (57) | タンク (15)
Fターム[4E094AA52]に分類される特許
1 - 15 / 15
無枠鋳型造型機
【課題】マッチプレートの模型面側の鋳物砂を充分に圧縮する無枠鋳型造型機を提供する。
【解決手段】マッチプレート1と、該マッチプレートの両側に入出自在に設けられた一対の鋳枠4a、4bと、各鋳枠の開口部の外側に設けられると共に鋳枠内に嵌入自在に構成されたスクイズ板6a、6bと、前記鋳枠内に鋳物砂を供給する鋳物砂供給装置と、を具備する無枠鋳型造型機において、前記鋳物砂供給装置は鋳物砂タンクを備え、当該鋳物砂タンクの本体をなす胴壁が複数の通気性の仕切り板によって仕切られるとともに区画部により複数個の中空室を有する二重構造を成し、本体胴壁の下部が下細り状に形成された無枠鋳型造型機。
(もっと読む)
抜枠鋳型造型方法及び抜枠鋳型造型装置

【課題】 中子入れが多い場合にもサイクルタイムを短縮してより効率的な造型を行うことができる抜枠鋳型造型方法及び抜枠鋳型造型装置を提供する。
【解決手段】 それぞれ上鋳枠2及び下鋳枠3からなる4対の上下鋳枠4と、該4対の上下鋳枠を旋回して、造型ステーション、第1の中子ステーション、第2の中子ステーション、鋳型抜き出しステーションからなる4つのステーション内に移動させる鋳枠旋回機構5と、マッチプレート6と、一対のスクイズプレート7,8と、サンドタンク9と、上造型空間及び下造型空間を形成した上下鋳枠を回動して、前記砂導入口が前記一対の砂導入ノズルから砂充填可能となるように位置させる回動機構10と、スクイズ機構11と、上下鋳枠移動機構14と、抜き出し機構15とを備える。
(もっと読む)
排気方法および抜枠造型機
【課題】 マッチプレートの加工工数やコストがかからない、マッチプレートと上下鋳枠の壁面付近の砂充填が向上する抜枠造型機を提供する。
【解決手段】 昇降可能な上スクイズボードと、昇降可能かつ上スクイズボードの対向下方に設けられた下スクイズボードと、昇降可能であるとともに側壁面に砂導入口とベントプラグを備えた上鋳枠および下鋳枠と、上鋳枠および下鋳枠の中間位置を出入移動可能に設けられ、上鋳枠および下鋳枠によって挟持されるとともに、マッチプレートを支持するマスタープレートと、上鋳枠および下鋳枠に導く鋳物砂を貯留するサンドタンクと、サンドタンクの下方部に設けられ、砂導入口から上鋳枠および下鋳枠へ圧縮空気とともに鋳物砂を導く一対の砂充填用ノズルと、を備える鋳枠無し上下鋳型を造型する枠抜造型機であり、マスタープレートは、エアー噴出孔が前記造型空間と外気とを通気可能に設けられた排気部材を取り付けられている。
(もっと読む)
抜枠鋳型造型装置及び抜枠鋳型造型方法
【課題】 中子入れが多い場合にもサイクルタイムを短縮してより効率的な造型を行うとともにガス抜き孔を形成することができる抜枠鋳型造型装置等を提供する。
【解決手段】 それぞれ上鋳枠2及び下鋳枠3からなる4対の上下鋳枠4と、該4対の上下鋳枠を旋回して、造型ステーション、第1の中子ステーション、第2の中子ステーション、鋳型抜き出しステーションからなる4つのステーション内に移動させる鋳枠旋回機構5と、マッチプレート6と、一対のスクイズプレート7,8と、サンドタンク9と、上造型空間及び下造型空間を形成した上下鋳枠を回動して、前記砂導入口が前記一対の砂導入ノズルから砂充填可能となるように位置させる回動機構10と、スクイズ機構11と、上下鋳枠移動機構14と、抜き出し機構15と、孔形成機構80とを備える。
(もっと読む)
鋳型造型装置及び鋳型造型方法
【課題】砂ホッパの内壁面への砂付着を防止することができると共に装置の構造をシンプルにすることができる鋳型造型装置及び鋳型造型方法を提供する。
【解決手段】パターンキャリア9に載置されたパターンプレート10、鋳枠及び盛枠17により形成された造型空間に、砂充填手段22により鋳物砂を充填した後、該造型空間に充填された鋳物砂をスクイズ手段20によりスクイズして鋳型を造型する鋳型造型装置であって、前記砂充填手段が、前記鋳枠及び盛枠の上方に配設されると共に内部に前記鋳物砂を貯留する砂ホッパと、該砂ホッパの内部に配設された開閉式のルーバーゲートと、前記砂ホッパの上部に配設されると共に前記砂ホッパ内へ前記鋳物砂を供給するための開口部である砂供給口を開閉させる砂供給口開閉手段と、前記砂ホッパの内面に取り付けられたエヤー噴出チャンバーと、を具備する。
(もっと読む)
抜枠鋳型造型方法及び抜枠鋳型造型装置
【課題】 中子入れが多い場合にもサイクルタイムを短縮してより効率的な造型を行うことができる抜枠鋳型造型方法及び抜枠鋳型造型装置を提供する。
【解決手段】 それぞれ上鋳枠2及び下鋳枠3からなる4対の上下鋳枠4と、該4対の上下鋳枠を旋回して、造型ステーション、第1の中子ステーション、第2の中子ステーション、鋳型抜き出しステーションからなる4つのステーション内に移動させる鋳枠旋回機構5と、マッチプレート6と、一対のスクイズプレート7,8と、サンドタンク9と、上造型空間及び下造型空間を形成した上下鋳枠を回動して、前記砂導入口が前記一対の砂導入ノズルから砂充填可能となるように位置させる回動機構10と、スクイズ機構11と、上下鋳枠移動機構14と、抜き出し機構15とを備える。
(もっと読む)
サンドカッター装置及び鋳型造型装置
【課題】鋳型の高さに合わせてカッター部材の位置が自動で調整され、鋳型上の砂塊を削り取り平滑にするサンドカッター装置及び鋳型造型装置を提供する。
【解決手段】鋳型上に積もるように形成された砂塊を削り取り鋳型背面を平滑にするサンドカッター装置50において、固定部と、前記鋳型に対して近接離間する方向に移動可能な可動部と、前記可動部に設けられるカッター部材53と、前記可動部に設けられ、前記鋳型に対する前記カッター部材の高さ位置を調整する調整ローラ54と、前記固定部に設けられ、前記カッター部材に衝突することにより崩された砂塊を掻き取るスクレーパ部材55とを有する。
(もっと読む)
鋳型造型装置におけるサンドタンクの砂供給口開閉装置
【課題】レール上面に砂が堆積するのを防止することができると共に部品の交換やメンテナンスを容易に行うことができる鋳型造型装置におけるサンドタンクの砂供給口開閉装置を提供する。
【解決手段】鋳型造型装置におけるサンドタンク1に連通されたケーシング2と、該ケーシングの内部に配設されると共に移動することにより砂供給口を開閉させるゲート部材4と、該ゲート部材を移動させるアクチュエータ5と、前記ゲート部材の下方に配置されると共に前記ケーシングに装着され、前記ゲート部材を受けるローラ8と、を具備する。
(もっと読む)
鋳型造型機におけるサンドタンクの給排気装置及び給排気方法
【課題】 使用する開閉弁の個数を削減することができると共に排気する際に排気弁内部に砂が付着するのを防止することができる鋳型造型機におけるサンドタンクの給排気装置及び給排気方法を提供する。
【解決手段】 鋳型造型機におけるサンドタンクと、該サンドタンクの内面と間隔をおいた状態で該サンドタンクの内部に配設された多孔質体と、該多孔質体の外面と前記サンドタンクの内面とで形成される中空室と、前記サンドタンクの砂充填用ノズルの先端周縁に装着されると共に内部空間に圧縮空気が導入されることにより膨張するシール部材と、前記中空室に連通された給気・排気兼用のパイロット式給排気弁と、該パイロット式給排気弁及び前記シール部材の内部空間に連通された開閉弁と、を具備する。
(もっと読む)
鋳物砂の吹き込み装置、及び鋳物砂の吹き込み方法
【課題】汎用性に優れ、種類の異なる金型に対しても容易に対応することができる鋳物砂の吹き込み装置を提供する。
【解決手段】砂鋳型造型用の金型1の外周面に形成されると共に金型1のキャビティに連通する複数の吹き込み口5・5・・・を通じて、金型1のキャビティ内に鋳物砂を吹き込む鋳物砂の吹き込み装置10であって、内部に前記鋳物砂を収容可能な収容部13、及び収容部13内に収容される前記鋳物砂を噴出可能であると共に吹き込み口5に係合可能なノズル部14を有する容器11を吹き込み口5・5・・・の数と同数備える容器群と、前記容器群の各容器11の各収容部13に接続され、各収容部13内に気体を供給することにより、供給した前記気体の気圧で各収容部13内の鋳物砂を金型1のキャビティ内に吹き込むエア供給装置及び各エアホース12とを備える。
(もっと読む)
レジンコーテッドサンドの温度調節ユニット及び温度調節装置
【課題】シェルモールド用造型装置ごとにシェル鋳型用RCSの予熱のための温度調節装置を簡単かつ経済的に具備させ得る小型のRCS温度調節ユニットを提供する。
【解決手段】温度調節ユニットUは、複数の被加熱気体吹出孔4が形成されたハウジングAと、ハウジングAの内部に収容されており気体導入孔から気体排出孔に至る気体通路が内部に形成されているインゴットCと、インゴットCを加熱するためにインゴットCに取り付けられている加熱器7とを備える。インゴットCの気体導入孔から気体通路に導入された気体が気体通路を通る間に加熱器7で加熱されたインゴットCとの熱交換により加熱され、インゴットCによって加熱された気体がハウジングAの被加熱気体吹出孔4から放出される。
(もっと読む)
鋳物砂導入式鋳型造型装置
【課題】鋳物砂を型枠内又は鋳枠内に圧縮空気を用いて導入し充填するようにして鋳型を造型する装置において、圧縮空気によるサンドタンク内の圧力変化を模型板の形状に合わせ最適に充填圧力を調整できる鋳物砂導入式鋳型造型装置を提供する。
【解決手段】鋳物砂を流動化する圧縮空気の噴射手段を備えかつ圧縮空気によって加圧するサンドタンク1と、サンドタンク1に連通接続された連通管2と、連通管2にその排出口が接続されて並列的に配設されかつその供給口が圧縮空気源4に接続され、圧縮空気の圧力、流量を調整する複数個の調整手段5と、その供給ポートが圧縮空気源4にかつその排出ポートが連通管2に連通された電空比例弁6と、サンドタンク1内の圧力を検出する圧力検出手段7と、複数個の調整手段5、電空比例弁6及び圧力検出手段7に電気的に接続されて複数個の調整手段5、電空比例弁6を制御するコントローラ8と、を具備したことを特徴とする。
(もっと読む)
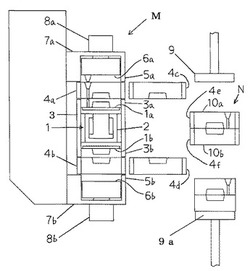
無枠鋳型造型機
【課題】マッチプレートの模型面側の鋳物砂を充分に圧縮する無枠鋳型造型機を提供する。
【解決手段】マッチプレート1と、該マッチプレート1の両側に入出自在に設けられた一対の鋳枠4a、4bと、各鋳枠4a、4bの開口部の外側に設けられると共に鋳枠4a、4b内に嵌入自在に構成されたスクイズ板6a、6bと、前記鋳枠4a、4b内に鋳物砂を供給する鋳物砂供給装置と、を具備する無枠鋳型造型機において、前記マッチプレート1は、一対の模型板1a、1bを有するとともにスクイズ手段2を内蔵している。
(もっと読む)
鋳型造型方法及びその装置
【課題】ブローヘッド1の収容部2内に収容されたガス硬化性鋳物砂41を成形型35のキャビティ36内に吹き込み充填する場合に、その鋳物砂41をキャビティ36内に充填する前に硬化させることなく、良好で安定した充填性を確保する。
【解決手段】収容部2内の鋳物砂41のキャビティ36内への吹き込み充填前に、その鋳物砂41を、撹拌部材21によって、該撹拌部材21の撹拌抵抗値が所定範囲(鋳物砂がブローノズルから効率良く吹き出す最適な嵩密度範囲に対応する範囲)内になるまで撹拌する。
(もっと読む)
鋳物砂用ブローヘッド装置及びスクリーン部材
【課題】 鋳型製造装置に対して鋳物砂を供給するブローヘッド装置におけるブローノズルの目詰りの防止を図る。
【解決手段】 ブローヘッド装置は、鋳物砂混練機で混練された鋳物砂S1を受け入れるホッパー10と、供給制御弁20を有し、計量された鋳物砂はブローチャンバー30に送られる。ブローチャンバー30は、ブロープレート40にとりつけたブローノズル50から鋳物砂を鋳型に注入する。ブロープレート40の上部には、3次元形状の金網を有するスクリーン部材100が装備され、鋳物砂S1中に含まれる塊K1を捕捉し、ブローノズル50に詰まるのを防止する。
(もっと読む)
1 - 15 / 15
[ Back to top ]