
Fターム[4E096EA22]の内容
Fターム[4E096EA22]の下位に属するFターム
正多角形断面 (7)
Fターム[4E096EA22]に分類される特許
1 - 20 / 24
平角エナメル線の製造方法
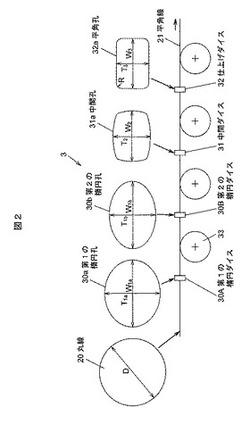
【課題】平角線の厚幅比の大きさによらず品質が良好な平角エナメル線を製造することができる平角エナメル線の製造方法を提供する。
【解決手段】平角エナメル線の製造方法は、断面形状が丸形状の丸線20を、孔30a、30b、31a、32aの形状及びサイズが異なり、上流側から下流側に向かって孔の面積が徐々に小さくなるように配置された複数のダイス30A、30B、31、32に通すことで、丸線21の断面積よりも小さい断面積を有し、断面形状が矩形状の平角線21を形成する形成工程と、形成工程によって形成された平角線21の表面にエナメル塗料を塗装する塗装工程とを含む。
(もっと読む)
異形管の製造方法

【課題】形状精度に優れた高強度の異形管を製造する。
【課題を解決するための手段】金属管1を、加熱手段4に通過させて焼入れが可能な900℃以上の温度域に加熱し、次に金属管1の加熱部5を、ロール6又はダイス9からなる成形手段に通過させて異形管7を成形し、次に異形管7を、冷却手段8に通過させて冷却して焼入れる。
(もっと読む)
薄くポリマーコーティングされたマルテンサイト系ワイヤ
マルテンサイト、焼戻しマルテンサイト、ベイナイトまたはソルバイト構造を有する細長い鋼製エレメント(12)は、細長い鋼製エレメント(14)のすぐ上に厚さ20μm未満のポリマーコーティング(16)が施されている。摩擦係数および耐蝕性は、両方ともに、より低いコストのポリマーコーティングによって改善されている。 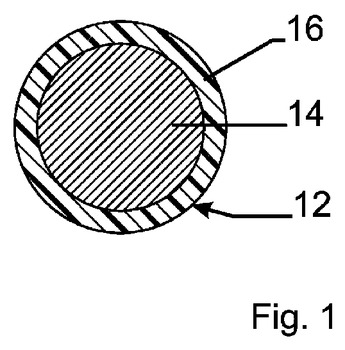 (もっと読む)
(もっと読む)
溝付トロリ線の製造方法及び製造装置
【課題】生産性が高く、且つ表面品質及び伸直性に優れる溝付トロリ線の製造方法及び製造装置を提供する。
【解決手段】溝付トロリ線の製造装置Mは、供給装置(サプライ)10、伸線ダイス20,21、皮剥装置30、溝付装置40、巻取装置50、移送装置(キャプスタン)60及びガイド70を備える。そして、この製造装置Mは、荒引線Wの繰り出しから、所定の線径の伸線材D1に加工する伸線加工、伸線材D1に溝を形成して溝付トロリ線Tに加工する溝付加工、溝付トロリ線Tの巻き取りまでを連続的に行う一連の生産ラインになっている。
(もっと読む)
ローラダイス装置と絶縁コイルの製造方法及び巻き線装置
【課題】圧延素材が圧延部を通過するに伴って、圧延用周溝どうしが圧延部において溝幅方向に相対変位し難いローラダイス装置を提供する。
【解決手段】圧延用周溝17,18を外周面19,20の夫々に形成してある一対の圧延ローラ21,22と、圧延ローラ21,22を互いに平行なローラ軸芯周りで回転可能に支持する支持部とが備えられ、圧延用周溝17,18どうしがローラ径方向で互いに対向している空間が、圧延素材が通過する圧延部28に構成され、圧延ローラ21,22どうしのローラ軸芯に沿う方向での相対変位を規制可能な規制部30が、当該圧延ローラ21,22の外周面19,20に設けられている。
(もっと読む)
マグネットワイヤ用銅線、マグネットワイヤ用銅線の製造方法及びマグネットワイヤ
【課題】切削性に優れ皮剥き加工が容易であると共に皮剥き加工の際にカブリ傷等の欠陥を誘発しにくいマグネットワイヤ用銅線(荒引線)を得ることができると共に、前記マグネットワイヤ用銅線(荒引線)を効果的に皮剥き加工することにより、その表面に残存する欠陥が少なく、絶縁被覆の際において絶縁被覆に膨れなどの欠陥が生じることが少ない高品質のマグネットワイヤ用銅線を得ることができる、マグネットワイヤ用銅線及びマグネットワイヤ用銅線の製造方法を提供すること。
【解決手段】上方引上連続鋳造法(アップキャスト法)により、銅及び銅合金の溶湯を1100〜1200℃の温度で鋳造を開始して4〜5m/minの鋳造速度で鋳造を行い、その表層2を構成する柱状晶組織3の平均結晶粒径が200〜300μmである銅及び銅合金の母線(荒引線)を製造する、マグネットワイヤ用銅線の製造方法。
(もっと読む)
コネクタ用めっき角線材料
【課題】スズめっき角線材料のリフロー時にスズが中央に偏肉することを防止し、良好な半田付け性と低い挿入力すなわち低い摩擦係数を両立した、コネクタ用めっき角線材料を提供することを目的とする。
【解決手段】角線材料に少なくともスズまたはスズ合金めっきが施された後、リフロー処理された、電気・電子部品のコネクタに使用される導電性を持つコネクタ用めっき角線材料であって、前記角線材料の各面に長手方向に設けられた少なくとも1本の溝を有し、該溝の幅および深さがともに前記角線材料に施す全めっきの厚さに対して10〜100倍の大きさであるコネクタ用めっき角線材料。
(もっと読む)
異形引抜き成形の特性改善方法
【課題】複数のパスにより金属の異形引抜き成形を行うに際し、中間若しくは後処理を追加することなく、簡単に製品・中間品の特性或いは引抜き特性を改善できる手法に関するものである。
【解決手段】金属の異形引抜き成形において、複数のパスのダイス1a、1b、1c・・・1nを、一旦引抜き成形による形状が出る状態に製作した後、最終回のダイス1nより前方のダイス1a、1b・・・1n-1のいずれかのベアリングBを等肉微小修正することにより、所期の目的を達成した。
(もっと読む)
異形ダイスおよびそれを用いて製造した極細異形線
【課題】ダイヤモンドダイスを用いた対角線の長さが1000μm以下であるか或いは多角形の一辺の長さが500μm以下であって、寸法精度に優れた断面が星形形状或いは多角形状の異形ダイスを提供すること。そしてこの異形ダイスを用いて、寸法精度に優れた断面が星形或いは多角形の極細異形線を提供することにある。
【解決手段】ダイヤモンドからなる穴部が円形のダイスのベアリング部を、対角線の長さが1000μm以下、或いは多角形の一辺の長さが500μm以下であって、断面が多角形或いは星形に加工された異形ダイスとすることによって、解決される。特に、請求項2に記載するように、前記ダイヤモンドとして天然ダイヤモンドを使用した異形ダイスとすることによって、解決される。
(もっと読む)
チタン繊維およびその製造法
【課題】細胞や生体組織が定着・増殖しやすい細胞培養担体あるいは生体組織誘導性スカフォールド材料として好適なチタン繊維およびその効率的な製造法を提供する。
【解決手段】金属チタンまたは金属チタンを主体とする合金材からなり、外接円径が18μm以下で、断面星形または断面多角形であるチタン繊維。金属チタンまたは金属チタンを主体とする合金材からなり、断面形状が1辺15μm以下の多角形で、表面に微小な突起を有するチタン繊維。チタン線を展性に優れた金属でコートし、冷間伸線し、500〜800℃で1〜10分間焼鈍した焼鈍コート線を、複数本束にして展性に優れた金属からなる金属管に入れ、断面減少率が85%以上になるように伸線するチタン繊維の製造法。
(もっと読む)
ゴム物品用補強材の製造方法
【課題】補強材の圧延加工の工程や、補強材を束ねてゴム中に埋設する工程を要することなく、断面扁平形状の金属フィラメント束からなるゴム物品用補強材を製造することのできるゴム物品用補強材の製造方法を提供する。
【解決手段】断面円形の金属フィラメント1の2本以上が並列した断面扁平の金属フィラメント束2からなるゴム物品用補強材を製造するにあたり、2本以上の金属フィラメント1を、楕円形状、トラック状または長方形状の穴ダイス10を介して並列させて伸線加工して、全体として実質的に1本の扁平コードをなす金属フィラメント束2を得る。
(もっと読む)
管状部材の加工方法及び管状部材加工装置
【課題】従来のダイレス引抜きは、引抜き前の管状部材と引抜き後の管状部材は、断面形状が略同一形状であり、断面形状を変形することはできなかった。本発明は、ダイスを用いずに管状部材の断面形状を変形しつつ該管状部材を細管化する管状部材の加工方法を提供する。
【解決手段】管状部材10を、周方向に局所的に加熱しつつダイスなしで引抜くことにより、管状部材10を、断面形状を変形しつつ細管化する。管状部材10のうち周方向に局所的に加熱されている部分の周囲に位置する雰囲気を冷却するのが好ましい。周方向に互いに離間したn箇所を加熱される場合、引抜き後の管状部材の断面形状は、中空のn角形になる。
(もっと読む)
太陽電池用めっき線及びその製造方法
【課題】Siセルとはんだ接続した後の熱収縮時においてもSiセルの反りが少なく、かつ高導電性を有する太陽電池用めっき線及びその製造方法を提供するものである。
【解決手段】本発明に係る太陽電池用めっき線2は、太陽電池セル1に接合すべく、断面平角状に形成された導体3の表面の一部又は全部にめっき層4が被覆されたものであり、導体3の中心部の結晶方位(めっき線の軸方位)が、(211)方位に30%以上の割合で配向しているものである。
(もっと読む)
溝付き成形品の製造方法
【課題】ベアリングの軸受けなどに適した硬度の高い溝付き成形品の製造方法に関するものである。
【解決手段】圧延等の熱間成形で得られ表層が脱炭層6で覆われた金属素材1を用い、製品2の溝3に対応する部位を引抜により膨出させ、或いは膨出部分4を有する金属素材1を出発材料とし、その膨出部分4を除去し、しかる後に引抜いて上記膨出部分4の除去跡5に溝3を形成することにより、簡単な工程で溝の脱炭層を除去若しくは低減させてベアリングの軸受けなどに適した高い硬度を溝に付与できる。
(もっと読む)
異形金属材料の引抜き工法
【課題】異形金属素材の引抜き成形工法に関するものである。
【解決手段】ダイス1で異形金属素材2を引抜き成形するに当り、ダイス1に異形金属素材2の端部を圧入して絞り出し、ダイス1より所定寸法だけ突出させて口付け5を形成した後、その突出した口付け5を引抜き手段により保持して引抜くことにより、困難な異形金属素材の引抜き成形を歩留まり良く、また従来ではできなかった形状の製品も引抜き成形により効率よく成形することができるようになった。
(もっと読む)
多流路銅管の製造方法及び該管を製造する装置
坩堝と、該坩堝から溶融銅が供給されて多流路管が形成され、前記多流路管の外形と相似した内面を有する中空部を有するダイセットと、該中空部の入口端から該中空部に挿入され、前記中空部の内面との間に空間が画定されるパンチと、前記坩堝と前記空間との間に配置され、前記溶融銅を坩堝から空間へ供給するように構成された供給流路と、を有し、溶融銅は、前記ダイセット内で前記坩堝から前記空間に対して前記供給通路を経て供給され、前記中空部を通過する際に固化する、複数の平行な流路を備えた多流路管の製造装置が提供される。  (もっと読む)
(もっと読む)
リングギア用平線の製造方法
【課題】丸鋼素材を用いて、平線製品表面硬さと寸法精度の両方を満足し、かつ、硬さのバラツキを低減させ、平線表面の硬度上昇を緩和するための熱処理が不要であるリングギア用平線を製造する方法を提供することである。
【解決手段】炭素含有量が0.30〜0.60%の丸鋼を素材として、冷間加工工程によりリングギア用平線を製造する際に、少なくとも1回の、冷間圧延または冷間ローラ引抜きを行なった後、少なくとも1回の、幅方向圧下または4方向圧下を行ない、この冷間加工工程の最終段階で、穴ダイスにより平線の全周面を加工する引抜きを行ない、かつ、この冷間加工工程での総断面減少率が最大65%以下になるようにした。それにより、良好な寸法精度と幅方向および厚さ方向の硬さのバラツキ低減を実現することができ、中間熱処理を必要とせずに、平線側面の割れ発生を抑制して所要の硬さを得ることができる。
(もっと読む)
高強度鋼構造部材の製造方法
【課題】引張り強度=少なくとも800N/mm2、降伏強度=少なくとも600N/mm2を有する高強度鋼材料素材から、これと同等以上の機械的性質を有する高強度鋼製構造部材を得る。
【解決手段】フェライト・パーライト・マイクロ組織を有する高強度鋼の素材を、圧延、据込み、鍛造または押出しによって冷間加工して、所望の幾何学的断面を有し、素材のそれと実質的に同等以上である機械的性質を有する高強度鋼製構造部材を製造する方法。高強度鋼材料素材の組成は、重量%で、炭素:0.30〜0.65%、Mn:0.30〜2.5%、Al、Nb、Ti、Vおよびそれらの混合物から成る群から選ばれる少なくとも1種の微粒化剤:0.03〜0.35%、Fe:残部である。
(もっと読む)
異形断面線の製造方法
【課題】異形断面線の製造方法に関し、鋼製線材、特に低合金鋼の異形伸線加工において、伸線ダイス寿命及び伸線速度の向上を可能にすること。
【解決手段】異形伸線工程の前に、鋼製線材の表面のスケールを酸洗により除去する酸洗工程と、次に、鋼製線材を所定のキレート剤を添加したリン酸亜鉛溶液で処理してリン酸亜鉛皮膜を形成する皮膜形成工程とを備え、異形伸線工程において前記リン酸亜鉛皮膜を形成した鋼製線材の表面を四フッ化エチレン樹脂とメラミン樹脂の一方又は両方を含む潤滑剤を使用して伸線する。
(もっと読む)
ステアリング用中空ラックバーおよびその製造方法
【課題】工業的に量産される金属管素材に用い、効率的に冷間加工で偏肉管状部位を構成し、自動車用の機械部品の軽量化を実現できるステアリング用中空ラックバーを提供する。
【解決手段】金属管素材が絞り加工部の入り側中心軸と出側中心軸とが偏芯した偏芯ダイスに押し込まれて絞り加工が施され、少なくとも加工端から軸長方向に沿った部分に外径中心と内径中心が偏芯した偏肉管状部位が構成された中空ラックバー、または、前記金属管素材が少なくとも管端から軸長方向に沿った部分に偏肉管状部位が構成された中空素材であり、前記偏芯ダイスに押し込まれて絞り加工が施され、少なくとも加工端から軸長方向に沿った部分に、さらに偏芯量が増加した偏肉管状部位が構成された中空ラックバーである。および、これらの中空ラックバーの製造方法である。
(もっと読む)
1 - 20 / 24
[ Back to top ]