
Fターム[4E096EA26]の内容
Fターム[4E096EA26]に分類される特許
1 - 20 / 91
ブラスめっき鋼線の製造方法およびブラスめっき鋼線
【課題】ブラスめっき鋼線の品質を向上しつつ、製造プロセスにおける省エネルギー化を両立したブラスめっき素鋼線の製造方法およびそれにより得られたブラスめっき高炭素鋼線を提供する。
【解決手段】鋼線にブラスめっきを施すめっき工程と、得られたブラスめっき鋼線に最終伸線を施す最終伸線工程と、を含むブラスめっき鋼線の製造方法である。最終伸線工程前にブラスめっき鋼線材の表面の酸化亜鉛量を50mg/m2未満にする酸化亜鉛除去工程を有する。
(もっと読む)
ブラスめっき鋼線の製造方法

【課題】ブラスめっき鋼線の品質の向上と製造プロセスにおける省エネルギー化とを両立したブラスめっき鋼線の製造方法を提供する。
【解決手段】鋼線材に銅めっきを施す銅めっき工程と、得られた銅めっき鋼線材に亜鉛めっきを施す亜鉛めっき工程と、鋼線材表面の銅と亜鉛とを熱拡散させブラスめっき鋼線材を得る熱拡散工程と、を含むブラスめっき鋼線の製造方法である。銅めっき工程後亜鉛めっき工程前および/または亜鉛めっき工程後熱拡散工程前に、ブラスめっき鋼線材に酸化防止処理を施す。または、前記熱拡散工程を気化性防錆剤雰囲気中で行う。
(もっと読む)
ブラスめっき鋼線の製造方法、ブラスめっき鋼線、スチールコードおよび空気入りタイヤ
【課題】ブラスめっき鋼線材の断線を防止し、かつ、最終伸線時におけるエネルギー消費量を低減することができるブラスめっき鋼線の製造方法、ブラスめっき鋼線、スチールコードおよび空気入りタイヤを提供する。
【解決手段】鋼線材にブラスめっきを施すめっき工程と、得られたブラスめっき鋼線材に最終伸線を施す最終伸線工程と、を含むブラスめっき鋼線の製造方法である。最終伸線工程前にブラスめっき鋼線材の表面の酸化亜鉛量を低減する酸化亜鉛低減工程と、得られた酸化亜鉛低減後のブラスめっき鋼線材の表面に潤滑被膜を設ける被膜処理工程と、を含む。
(もっと読む)
金属鋼線材の製造方法および金属鋼線材の製造装置
【課題】金属鋼線材の接合、めっき処理の効率化を図ることができる金属鋼線材の製造方法およびめっきの均一性、作業性および安全性が向上した金属鋼線材の製造装置を提供する。
【解決手段】金属鋼線材を接合し、接合により生じた接合部のバリを除去する接合工程と、前記接合部にめっき処理を施すめっき工程と、を有する金属鋼線の製造方法であり、接合工程後、接合部をめっき工程で用いるめっき装置に搬送する搬送工程を有する。また、金属鋼線材を溶接する接合装置と、接合されたブラスめっき金属鋼線材の接合部にブラスめっきを施すめっき装置と、を一体の連続した装置として備える金属鋼線材の製造装置である。
(もっと読む)
耐デラミネーション特性に優れた極細鋼線とその製造方法
【課題】パーライト組織を有する高炭素鋼線材を冷間伸線加工して得られた、引張強度が3000MPa以上であり、線径が50〜380μmの概円形断面を有する極細鋼線において、耐デラミネーション特性をさらに向上させる。
【解決手段】極細鋼線の表面に銅めっきまたはブラスめっきを有し、極細鋼線の横断面の鋼線と前記めっきの境界線が、基本となる鋼線横断面の慨円形形状よりも内側に突起状に入り込んだ突起部が形成されており、その突起部の深さが1.0μm以下であり、前記めっきの突起部内に存在するき裂について、その長さの最大値が0.8μm以下であるとともにき裂の進展方向と鋼線横断面の半径方向とのなす角が35°以上であるようにする。
(もっと読む)
湿式伸線用潤滑剤およびそれを用いて得られたスチールワイヤおよびタイヤ
【課題】従来の潤滑剤と比べて金属線材の伸線性に優れ、かつ、金属線材の延性の低下を抑制することができる湿式伸線用潤滑剤およびそれを用いて得られたスチールワイヤおよびタイヤを提供する。
【解決手段】水に、水溶性または水に分散可能なアミンと、有機酸と、界面活性剤と、極圧添加剤と、金属と、が添加されてなる湿式伸線用潤滑剤において、1金属原子当たり最大1の有機酸残基RCOO−を有し、リンが無機リン酸基中に含まれ、かつ、下記式(1)
[MnAm(RCOO)x]y(HlPO4)z (1)
(ここで、Mは金属原子、Aはアミン、Rは炭素数8〜24の炭化水素基を表し、1≦n≦2、1≦m≦4、1≦x≦2、1≦y≦3、1≦z≦3および0≦l≦2)を満足する金属錯体化合物を含有する。
(もっと読む)
放電加工用電極線およびその製造方法
【課題】放電加工のとき、電極線の欠片および微塵の発生が少なく、向上された面粗度と加工速度を有する放電加工用電極線とその製造方法を提供する。
【解決手段】放電加工用電極線は、銅を含む第1金属からなる芯線と、前記芯線の外面にメッキされる第2金属が前記芯線との相互拡散によって前記芯線と第2金属の境界部に形成される第1合金層と、前記第1金属が前記第2金属の方向に拡散されて前記第1合金層の外郭に形成される第2合金層を含み、特に、前記芯線、第1合金層、第2合金層を有する放電加工用電極線の表面に第2合金層のクラックを通じて下の芯線材が溶岩湧出形状に迫り上がって多数の細片粒を形成する。
(もっと読む)
溶融はんだめっき線の製造方法
【課題】無酸素銅(OFC)を用いる場合に比して、軟質銅線を製造する上において、はんだめっき槽への浸漬時間をより短時間で行うことができ、更なるめっきラインの増速化を実現することができる溶融はんだめっき線の製造方法を提供する。
【解決手段】不可避的不純物を含む純銅に、2〜12massppmの硫黄と2を超え30massppm以下の酸素と4〜55massppmのチタンを含む希薄銅合金材料に対して最終線径に伸線加工を施して伸線材を作製する工程と、該伸線材を溶融はんだめっき槽に浸漬することで伸線材の表面に溶融はんだめっき層を形成する溶融はんだめっき工程とを備え、溶融はんだめっき工程の熱量によって伸線材を軟質銅線に変質させることを特徴とする溶融はんだめっき線の製造方法。
(もっと読む)
温間伸線用ステンレス鋼線材及びその伸線方法
【課題】安価な通電加熱方式であっても安定的に加熱することができ、これにより伸線加工に要するトータルコストを大幅に低減することができる温間伸線用ステンレス鋼線材及びその伸線方法を提供すること。
【解決手段】グラファイトを含有する潤滑被膜を表面に有し、300℃における摩擦係数が0.3以下であり、且つ体積抵抗率が1×10−4Ω・m以下であることを特徴とする通電加熱による温間伸線用ステンレス鋼線材および該温間伸線用ステンレス鋼線材を通電加熱により50〜600℃に加熱してから伸線加工することを特徴とする温間伸線用ステンレス鋼線材の伸線方法。
(もっと読む)
ゴム物品補強用鋼線の製造方法並びにゴム物品補強用スチールコード及び空気入りタイヤ
【課題】高炭素鋼の線材を用いてスチールワイヤを製造する際に、最終伸線工程に工夫を加えることにより、高強度でかつ延性にも優れるスチールワイヤを得ることのできるゴム補強用鋼線の製造方法を提供する。
【解決手段】めっき処理後の高炭素鋼線に湿式伸線による最終伸線を行うゴム物品補強用鋼線の製造方法において、湿式伸線を太線の伸線機で行い、この最終伸線の中段以降で、鋼線の減面率を順次に減少させて鋼線の伸線加工時の温度上昇を抑制する。
(もっと読む)
ゴム物品補強用鋼線の製造方法及び製造装置並びにゴム物品補強用スチールコード及び空気入りタイヤ
【課題】高炭素鋼の線材を用いてスチールワイヤを製造する際に、最終伸線工程に工夫を加えることにより、高強度でかつ延性にも優れるスチールワイヤを得ることのできるゴム補強用鋼線の製造方法を提供する。
【解決手段】めっき処理後の高炭素鋼線に最終伸線を行うゴム物品補強用鋼線の製造方法において、この最終伸線は、前段に複数段よりなる乾式伸線を含み、この乾式伸線後に湿式伸線を行う。湿式伸線では、後段において個々のパスの減面率を漸減させる。
(もっと読む)
ゴム補強用スチールワイヤの製造方法およびゴム補強用スチールワイヤ
【課題】ゴムとの初期接着性を向上させたゴム補強用スチールワイヤを得ることができるゴム補強用スチールワイヤの製造方法、および、それにより得られるゴム補強用スチールワイヤを提供する。
【解決手段】スチールワイヤ表面に、銅および亜鉛のうちのいずれか一方または双方を含むめっき層を形成するめっき工程を有するゴム補強用スチールワイヤの製造方法である。めっき工程後に、めっき層が形成されたスチールワイヤを湿式伸線する湿式伸線工程と、湿式伸線されたスチールワイヤ表面に2次めっき処理を施す2次めっき工程と、を含み、2次めっき処理として、スチールワイヤ表面に合金めっきを施す。
(もっと読む)
スチールワイヤ材
【課題】長期間にわたり伸線加工性の向上効果を維持することができ、かつ、湿式伸線時の消費電力を低減させることができるスチールワイヤ材を提供する。
【解決手段】スチールワイヤ製造工程における湿式伸線に供する、表面に合金めっき層を有するスチールワイヤ材である。合金めっき層上の金属酸化物が20mg/m2以下であり、かつ、スチールワイヤ材がトリアゾール化合物を含む水溶液により表面処理されている。スチールワイヤ材は0.2〜1.0mol/Lのリン酸水溶液で表面処理をされた後、トリアゾール化合物を含む水溶液で表面処理されたものであることが好ましい。また、リン酸水溶液による表面処理時間は0.5〜10秒であることが好ましい。さらに、合金めっき層はブラスめっき層であることが好ましい。さらにまた、トリアゾール化合物はベンゾトリアゾールまたはトリルトリアゾールであることが好ましい。
(もっと読む)
高炭素鋼線材およびその製造方法
【課題】従来よりも高強度かつ高延性を有する鋼線を製造可能とする伸線加工用高炭素鋼線材およびその製造方法を提供する。
【解決手段】炭素を0.65〜1.00質量%含有する高炭素鋼線材10において、高炭素鋼線材10の直径をD、高炭素鋼線材10の表面から0.05D以下の部位を表層部1、表面から0.20Dを超える部位を内部2としたとき、表層部1の組織の90%以上がラメラ間隔0.10μm以上の粗ラメラパーライト組織であり、かつ、内部2の組織の95%以上がラメラ間隔0.10μm未満の微細パーライト組織または擬似パーライト組織である。
(もっと読む)
銅被覆アルミニウム線の製造方法
【課題】銅被覆アルミニウム線を製造する伸線加工工程において、カップアンドコーン型の断線を減少させ、伸線加工性を向上させることを目的とする。
【解決手段】純アルミニウム又はアルミニウム合金を主導体として用い、当該主導体の外周に銅を被覆した銅被覆アルミニウム線の製造において、伸線加工時に用いる複数のダイスの内、1番目のダイスの減面率を26.9%以上30%未満としたことを特徴とする銅被覆アルミニウム線の製造方法。
(もっと読む)
ワイヤ放電加工用電極線、その製造方法及びその電極線を用いた放電加工方法
【課題】電極線外周面に形成した銅-亜鉛拡散合金層の粒状物を芯線から剥離し難くすることによって、電極線と加工対象物間での短絡を防止して、加工速度の向上だけでなく、加工精度の低下、加工面の微細スジ・金属粉の発生を抑えた高速加工用電極線を提供する。
【解決手段】熱拡散により生成した銅―亜鉛合金層と亜鉛層を外周面に有する線材を伸線加工して、製品径まで縮小する工程で、銅-亜鉛合金層を確実に破砕して粒状物とし、その粒状物を芯線2外周面に埋め込むことによって拡散合金層3と亜鉛層4を芯線と一体化させ、芯線からの拡散合金層と亜鉛層の剥離を防止する。また、伸線加工で生じる銅―亜鉛合金層のクラックを亜鉛薄膜でも覆うために、亜鉛の展延性の良好な温度で伸線加工を行う。
(もっと読む)
金属伸線用ダイス及びスチールコードの伸線方法
【課題】ダイヤモンドダイスの代わりに用いることで伸線コストの低下を図ることができ、かつ、ダイヤモンドダイス同様にスチールコード表面のめっき層の結晶組織を微細化することができる金属伸線用ダイスを提供する。
【解決手段】金属伸線用ダイス1は、炭化物粒11を主成分とする超硬合金よりなり、この炭化物粒11が粒径0.006mm以上0.01mm未満の粒径の小さな粒11aと、粒径0.01mm以上1mm以下の粒径の大きな粒11bとからなる。炭化物粒11は、炭化タングステン粒とすることができる。
(もっと読む)
高炭素鋼線の製造方法およびこれにより得られる高炭素鋼線
【課題】最終伸線工程を改良することにより、従来のパス数の制約等の問題を解消するとともに鋼線の加工限界をさらに向上して、延性を損なうことなくさらに高強力化を図った鋼線を得ることができる高炭素鋼線の製造方法およびこれにより得られる高炭素鋼線を提供する。
【解決手段】パテンティング処理後にブラスめっきを施した高炭素鋼線材を、最終伸線工程で湿式伸線することにより高炭素鋼線を得る高炭素鋼線の製造方法である。湿式伸線を複数回に分けて行う製造方法である。高炭素鋼線材1に対し冷間の湿式伸線を施した後、伸線された高炭素鋼線材1Aを一旦巻取り、再度繰出して、加工方向を逆方向にした状態で、この高炭素鋼線材1Aに対し再度、冷間の湿式伸線を施す。
(もっと読む)
銅被覆アルミニウム線の製造方法
【課題】銅被覆アルミニウム線を製造する伸線加工工程において、カップアンドコーン型の断線を減少させ、伸線加工性を向上させることを目的とする。
【解決手段】純アルミニウム又はアルミニウム合金を主導体として用い、当該主導体の外周に銅を被覆した銅被覆アルミニウム線の製造において、伸線加工時に用いる複数のダイスの内、、1番目〜10番目のダイスの内の少なくとも1個のダイスのアプローチ角度を25〜49°としたことを特徴とする銅被覆アルミニウム線の製造方法。
(もっと読む)
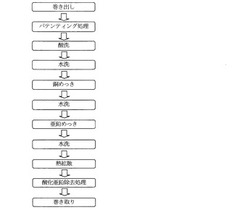
ブラスメッキ鋼線の伸線方法
【課題】ブラスメッキ鋼線の防錆性を損なうことなく、ブラスメッキ鋼線の伸線時の潤滑性の悪化および伸線後のブラスメッキ鋼線の延性の悪化を抑制することができるブラスメッキ鋼線の伸線方法を提供する。
【解決手段】水系潤滑剤を用いて、ブラスメッキ鋼線を伸線する伸線工程を有するブラスメッキ鋼線の伸線方法である。水系潤滑剤が防錆剤を含まず、伸線工程後に防錆処理を施す。防錆処理は酸性水溶液で表面処理後、トリアゾール化合物を含む水溶液を用いて表面処理をしたものであることが好ましく、また、超臨界処理の溶媒にトリアゾール化合物を混合した超臨界処理による表面処理であることも好ましい。
(もっと読む)
1 - 20 / 91
[ Back to top ]