
Fターム[4E096HA05]の内容
Fターム[4E096HA05]の下位に属するFターム
機械的 (8)
Fターム[4E096HA05]に分類される特許
1 - 14 / 14
ビードワイヤ、ビード、空気入りタイヤ及びビードワイヤの製造方法
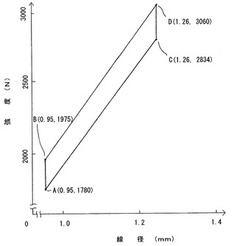
【課題】強度で伸線性に富むことで所望の強度を有しつつ線径の小さいビードワイヤを提供する。
【解決手段】本発明のビードワイヤは、炭素を0.75〜0.90質量%で含むスチールよりなり、線径が0.95mm以上1.26mm以下であり、強度が、この線径をD(mm)、強度をN(N)とするとき、次式N=(3400〜3500)×D−(1350〜1450)を満たす。本発明のビードワイヤは、線材に、複数のダイスにより伸線を行い、ダイスを経た後の冷却速度を100℃/10秒以上とすることにより製造することができる。
(もっと読む)
冷間鍛造用鋼線の製造方法

【課題】潤滑性に優れた冷間鍛造用鋼線の製造方法を提供する。
【解決手段】本発明の実施の形態による冷間鍛造用鋼線の製造方法は、素線に対して硫酸溶液で酸洗処理を実施する第1酸洗処理工程と、硫酸溶液で酸洗処理を実施された素線に対して熱処理を実施する工程と、熱処理後の素線に対して塩酸溶液で酸洗処理を実施する第2酸洗処理工程と、塩酸溶液で酸洗処理を実施された素線に対して潤滑処理を実施し、素線の表面に潤滑皮膜を形成する工程とを備える。
(もっと読む)
乾式伸線性に優れた高炭素鋼線材およびその製造方法
【課題】乾式伸線工程の生産性を著しく向上させた、優れた伸線性を有する高炭素鋼線材およびその製造方法を提供することを目的とする。
【解決手段】乾式伸線に供される特定組成の高炭素鋼線材をパーライト組織とし、このパーライト組織における、平均ノジュール径D、平均ラメラ間隔L、更に平均コロニー径Dcを特定範囲とするとともに、平均コロニー径Dcと前記平均ラメラ間隔Lとの関係も特定範囲とし、乾式伸線性を優れさせる。
(もっと読む)
鋼線の製造方法
【課題】伸線時には十分な潤滑性能を発揮し、焼鈍雰囲気の制御が容易で、かつ鋼線コイルの圧着も荷崩れも発生させない鋼線の製造方法の提供
【解決手段】大気中で昇温速度10℃/minで加熱した場合の質量減少率が400℃で75%以上、600℃で97%以下である潤滑剤を使用して伸線して鋼線を得る工程と、この鋼線を巻き取って得た鋼線コイルを縦置きの状態で連続式焼鈍炉に装入し、400〜600℃の温度域での酸化性雰囲気における予備加熱、続いて600〜800℃の温度域での焼鈍を行う。
(もっと読む)
Cu−Ag合金線の製造方法及びCu−Ag合金線
【課題】極細のCu-Ag合金線を生産性よく製造できるCu-Ag合金線の製造方法及び極細のCu-Ag合金線を提供する。
【解決手段】Agを0.5〜15.0質量%含有する鋳造材を伸線して、最終線径が0.05mm以下の極細線を製造する。鋳造材は、断線に関与し得る0.2μm超の異物が非常に少ないものを用いる。最終線径に至るまでの伸線の途中段階にある線材であって線径φが1.0mm以下の線材の表面層を除去する。この表面層の除去は、表面層の除去前の線材の線径φの1/2をrとするとき、除去する表面層の厚さtがt/r≧0.02を満たすように行う。得られた極細のCu-Ag合金線や、このCu-Ag合金線を撚り合わせた撚り線は、同軸ケーブルの中心導体に好適に利用することができる。
(もっと読む)
鋼材の製造方法及び鋼製部品の製造方法
【課題】Pbを実質的に含有しない硫黄快削鋼を用いて低コストで各種部品を製造可能な鋼材及びこれを用いた鋼製部品を実現する。
【解決手段】本発明の鋼材(線材若しくは棒材)の製造方法は、Mnが0.70〜1.32重量%、Sが0.24〜0.35重量%、Cが0.13重量%以下、Pが0.12重量%以下、Siが0.10重量%以下で、残部がFeを主体とし、Pbを実質的に含まない硫黄快削鋼を熱間圧延してなる線材状若しくは棒材状の母材を用い、前記母材に合計で加工率33〜60%となる範囲内で冷間で伸線加工を施す冷間伸線工程と、該伸線加工後の鋼材に650℃以上の温度に保持して球状化焼鈍を施す伸線後熱処理工程と、を具備し、前記冷間伸線工程では、途中で600℃以上の温度で行う熱処理を介在させずに前記加工率の範囲を達成することを特徴とする。
(もっと読む)
高合金管の製造方法
【課題】油井管に要求される耐食性だけでなく、目標とする強度をも兼ね備えた高合金管を、過度に合金成分を添加することもなく、冷間加工条件を選択することによって製造する方法を提供する。
【解決手段】質量%で、C:0.03%以下、Si:0.5%以下、Mn:0.3〜1.0%、Ni:25〜40%、Cr:20〜30%、Mo:0〜4%、Cu:0〜3%、N:0.05〜0.30%を含有し、残部がFeおよび不純物からなる化学組成を有する高合金素管を熱間加工によりあるいはさらに固溶化熱処理することにより作製した後、冷間引抜加工によって高合金管を製造する方法。
(もっと読む)
線材の製造方法および伸線設備
【課題】中間パテンティング処理を省略しても、二次伸線工程におけるボラックスの乾燥を良好とし、焼き付きや断線の生じない伸線加工を可能とする線材の製造方法及び設備を提供する。
【解決手段】線材表面の酸化物を除去する脱スケール工程と、前記線材表面に被膜液を付着させる被膜液付着工程と、前記線材に潤滑剤を付着させた後に前記線材を減面加工する伸線工程と、前記線材を加工昇温させる工程と、前記線材表面に更に被膜液を付着させる被膜液付着工程と、前記線材に潤滑剤を付着させた後に前記線材を減面加工する伸線工程とをこの順番で含むことを特徴とする線材の製造方法を実施する。
(もっと読む)
異形断面線の製造方法
【課題】異形断面線の製造方法に関し、鋼製線材、特に低合金鋼の異形伸線加工において、伸線ダイス寿命及び伸線速度の向上を可能にすること。
【解決手段】異形伸線工程の前に、鋼製線材の表面のスケールを酸洗により除去する酸洗工程と、次に、鋼製線材を所定のキレート剤を添加したリン酸亜鉛溶液で処理してリン酸亜鉛皮膜を形成する皮膜形成工程とを備え、異形伸線工程において前記リン酸亜鉛皮膜を形成した鋼製線材の表面を四フッ化エチレン樹脂とメラミン樹脂の一方又は両方を含む潤滑剤を使用して伸線する。
(もっと読む)
金属の冷間引抜き加工方法、及び引抜き材の製造方法
【課題】化成処理による下地を必要としない高い潤滑性を有する潤滑被膜を形成させるとともに、該潤滑被膜が形成された素材の引抜き加工性を向上させることのできる冷間引抜き方法及び引抜き材の製造方法を提供する。
【解決手段】潤滑被膜が表面に形成された金属の冷間引抜き加工方法であって、加工に供される被加工材が、素材と、素材の表面に形成された膜厚が1000μm以下の酸化スケールと、酸化スケールの上にさらに積層されて形成された前記潤滑被膜と、を有し、潤滑被膜が、樹脂と、該樹脂中に分散されたワックス粒子とを含む樹脂層を備え、樹脂が、樹脂層を100質量%とした場合に、25〜99質量%含有されるとともに、ガラス転移温度が30℃以下で、かつ典型金属元素及び遷移金属元素のうちの少なくとも1種の金属元素を含む化合物及び/又はそのイオンにより架橋された樹脂であることを特徴とする。
(もっと読む)
伸線加工用鋼線材及びその製造方法
【課題】 伸線加工後の鋼線材の表面欠陥を低減し得る伸線加工用鋼線材およびその製造方法を提供する。
【解決手段】 (1) スケールが除去された後の伸線加工用鋼線材において、その表面の凹部の深さが100μm未満であると共に、深さ10μm以上の凹部の深さ(D)と開口部の幅(W)との比(D/W)が1未満であることを特徴とする伸線加工用鋼線材、(2) スケールが除去された後の伸線加工用鋼線材において、線材の長手方向に100mm以上の間隔をあけて10個所以上を測定点とし、該測定点で線材円周方向の表面形状を測定した際、測定される凹部の深さが100μm未満であると共に、深さ:10μm以上の凹部の深さ(D)と開口部の幅(W)との比(D/W)が1未満であることを特徴とする伸線加工用鋼線材、(3) 前記伸線加工用鋼線材の製造方法等。
(もっと読む)
ワイヤ放電加工用電極線及びその製造方法
【課題】 銅で被覆された鋼線に亜鉛等の比較的低沸点の材料をコートすることで、蒸発潜熱による電極ワイヤの冷却効果とワイヤの断線防止効果を奏し、通常の黄銅線又は黄銅を心線とする亜鉛鍍金黄銅線より低廉な価格でワイヤ放電加工用電極線を提供する。
【解決手段】 心線の鋼線の表面に、銅鍍金層、黄銅層、及び亜鉛等による鍍金層が順次積層、被覆された電極線である。原料のロッドに1次酸洗及び皮膜処理を実施し(401)、皮膜処理済みの前記ロッドを1次伸線し(402)、熱処理し(403)、2次酸洗及び皮膜処理を実施し(404)、2次伸線を実施し(405)、3次酸洗を実施し(406)、銅鍍金し(407)、アニーリングし(408)、4次酸洗を実施し(409)と、亜鉛鍍金を実施し(410)、3次伸線を実施し(411)、不活性ガス雰囲気炉で矯正する(412)ことにより製造される。
(もっと読む)
表面性状に優れた磨き棒鋼の製造方法
【課題】本発明は、表面性状に優れた磨き棒鋼の製造方法を提供する。
【解決手段】磨き棒鋼の、コイル状素材をサプライスタンドに載荷後、巻き戻しを行う前に潤滑剤を潤滑剤塗布手段により散布、好ましくはサプライスタンドの上方からミスト状に散布する。サプライスタンドの下方に潤滑剤プールを配置し、コイル状素材の一部を潤滑剤に浸漬させ潤滑剤を再使用する。
(もっと読む)
無欠陥鋼ゲージ棒の製造プロセス及びその製造設備
本発明は、無欠陥調整棒鋼の製造方法とそのための設備に関する。本発明の方法は、亀裂制御段階を含む引抜き/調整作業と、該棒の切断前に、削り屑の除去からなる後続の機械的皮むき作業とを組み合わせる。これにより、調整された亀裂検知深さの値は棒の表面欠陥に相当し、かつ、前記後続の棒皮むき段階の皮むき深さよりも僅かに小さくなるように、欠陥を含む棒は自動的に除去される。  (もっと読む)
(もっと読む)
1 - 14 / 14
[ Back to top ]