
Fターム[4F072AK04]の内容
強化プラスチック材料 (49,419) | 成形品の製造 (3,354) | 成形品製造(成形)時の樹脂の形態 (1,748) | 粉末、粒状物 (90)
Fターム[4F072AK04]に分類される特許
81 - 90 / 90
熱可塑性ポリエステル樹脂組成物及びその成形品
【課題】 強化繊維を含有しながらも金型転写性にすぐれ、成形品の表面光沢にすぐれ、電気・電子部品等に用いられる端子類のような金属インサートを有するインサート成形品に適用した場合の気密性にもすぐれたポリエステル樹脂組成物を提供する。
【解決手段】 熱可塑性ポリエステル樹脂30〜95重量部、強化繊維5〜70重量部(合計100重量部)を主成分とする原料を押出機で溶融混練し、製造されたペレット状樹脂組成物を、更に複数回押出機で溶融混練する。
(もっと読む)
複合多孔質充填材と、その製造方法および使用
【課題】多孔質充填材と熱可塑性樹脂とから複合粉末を製造する新規な方法と、得られた複合多孔質充填材と、その使用。
【解決方法】特に、熱可塑性樹脂を吸着した多孔質シリカの複合多孔質充填材。
(もっと読む)
金属アミドおよび金属アルコキシド触媒を使用する環状アミドの開環重合
金属アミド種が環状アミドの開環重合を触媒することが見出された。この反応は高度な真空または高度に反応性である活性化種を必要とせず、そして高温で実行可能である。 (もっと読む)
長繊維強化ポリプレピレン樹脂成形材料の製造方法
【課題】 毛羽の発生量を低減し、かつ、機械的強度及びガラス繊維分散性の良いポリプロピレン樹脂成形品を得るための長繊維ポリプロピレン樹脂成形材料の製造方法を提供する
【解決手段】 300〜2000本のガラス単繊維を集束剤で集束させたガラス繊維束2〜18本を、酸変性ポリプロピレン樹脂を含む溶融したポリプロピレン樹脂中に浸漬させて、ノズルから引き抜き、平均径が0.4〜3.0mmで、ガラス含有率が30〜75質量%となる長繊維強化ポリプレピレン樹脂成形材料の製造方法であって、前記集束剤として、重量平均分子量が10,000〜50,000、かつ、酸価が10〜50mg[KOH/g]である酸変性ポリプロピレン樹脂と、シランカップリング剤と、ポリウレタン樹脂とを含む組成物を用い、前記ガラス繊維束100質量部に対し、前記集束剤を固形分で0.1〜1.0質量部付着させる。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法及び製造装置
【課題】 長繊維強化熱可塑性樹脂ロッドの冷却効果を高めると共に、水分過多による樹脂の劣化を抑え、更には、冷却不足による装置への溶融樹脂の付着を抑制し、装置運転トラブルを防止できる長繊維強化熱可塑性樹脂成形材料の製造方法及び、その製造装置を提供する。
【解決手段】 長繊維強化熱可塑性樹脂成形材料の製造工程における冷却工程として、前記長繊維強化熱可塑性樹脂ロッドに水滴を噴霧した後、エアを吹き付け前記長繊維強化熱可塑性樹脂ロッドの冷却を行うことを特徴とし、エアの吹付けは前記長繊維強化熱可塑性樹脂ロッドの上部から、垂直下方向より進行方向側に角度をつけて行うことが好ましい。
(もっと読む)
長繊維強化熱可塑性樹脂構造体とその成形体及びその製造方法
【課題】
本発明の目的は、金属長繊維を含有せる樹脂構造体であって、その物理的強度を高め、しかも成形体への応用を可能にすることにある。
【解決手段】
金属繊維が2〜45重量%であり、少なくとも他の1種の繊維が10〜60重量%含み、いずれの繊維も繊維長3〜100mmであり、しかも略並行に配列された長繊維強化熱可塑性樹脂構造体を提供することであり、金属繊維と少なくとも1種の他の繊維を引きながら開繊し、熱可塑性樹脂を溶融状態で含浸させることによるものである。
(もっと読む)
扁平ガラス繊維含有ペレット、扁平ガラス繊維含有熱可塑性樹脂成型物及びこれらの製造方法

【課題】 引張強度に優れるのみならず、衝撃強度にも優れ、表面平滑性も向上したガラス繊維含有熱可塑性樹脂成型物を得るための原料を提供すること。
【解決手段】 熱可塑性樹脂からなるペレット10中に、断面が扁平な扁平ガラス繊維フィラメント20を、該フィラメントの両端面が前記ペレット表面に達するように、複数一方向に配列させた、扁平ガラス繊維含有ペレット100。
(もっと読む)
熱可塑性樹脂強化用炭素繊維
【課題】 熱可塑性樹脂との接着性に優れ、開繊性、擦過性に優れた熱可塑性樹脂強化用炭素繊維を提供する。
【解決手段】 鉱物油を50質量%以上含有するサイジング剤が炭素繊維に付与されてなる熱可塑性樹脂強化用炭素繊維。前記鉱物油の30℃における動粘度は、15〜125mm2/sが好ましい。前記サイジング剤の好ましい付着量は、炭素繊維に対し、0.1〜5.0質量%である。前記炭素繊維は熱可塑性樹脂、中でもポリプロピレンとの親和性に優れ、前記炭素繊維を熱可塑性樹脂に5〜70質量%配合してなる炭素繊維強化熱可塑性樹脂は、曲げ強度等の機械的特性に優れる。
(もっと読む)
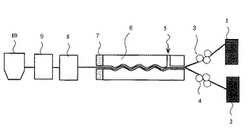
長繊維強化樹脂成形材料の製造方法およびその製造装置
【課題】ペレット状の長繊維強化樹脂成形材料の毛羽の発生を抑制する。
【解決手段】回巻体から引き出された複数本の強化繊維ストランド4を束ねて樹脂含浸ダイ2中を連続的に通過させながら、該樹脂含浸ダイに設けた開繊具6により開繊させて熱可塑性樹脂を含浸させた後、所定の線径に引き出してペレット状の長繊維強化樹脂成形材料を製造する方法において、多数の孔10を有する多孔板1を回巻体と該樹脂含浸ダイ2との間に設置し、前記強化繊維ストランド4を該多孔板の孔に1本づつ挿通して分離しながら取り出したあと束ねて樹脂含浸ダイ2に導入する。
(もっと読む)
アンダーフード部品
ポリ(アリーレンエーテル)/ポリオレフィンブレンド、強化ポリオレフィン、強化ポリ(アリーレンエーテル)/ポリオレフィンブレンド又はこれらの2つ以上の組合せを含有するアンダーフード部品。 (もっと読む)
81 - 90 / 90
[ Back to top ]