
Fターム[4F201AG23]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 一般形状、構造物品 (645) | 部分(細部) (43) | 端部(上下部、頭底部、前後部) (22)
Fターム[4F201AG23]の下位に属するFターム
フランジ部を有するもの (10)
Fターム[4F201AG23]に分類される特許
1 - 12 / 12
耳部処理装置及び溶液成膜方法
【課題】耳部が破断して搬送用のローラに巻きつく現象を低減し、耳部をより確実に風送し回収可能にした耳部処理装置及び溶液成膜方法を提供する。
【解決手段】耳部処理装置において、耳部を挟持するフィードローラ対をウェブから切り離された耳部が垂れ下がる出口の真下に、耳部を短冊状に切断するロータリカッタをフィードローラ対の下側に、配置させた。また、さらに耳部を周面で支持しながら耳部の導入経路を屈曲させる可動ローラ及び固定ローラを配置させた。
(もっと読む)
改良型プラスチック・プリフォーム

【課題】プリフォームから得られるボトルの寸法、及び物理的特性を同一に維持しながらも、従来のプリフォームに比べて大幅に低減された重量の改良型プリフォームを提供する。
【解決手段】プラスチック材料のプリフォーム1からブロー成形によって中空体を製造するにあたり、開放端2、及び閉鎖端4を有する実質的に円筒形の中心体3を含むプリフォーム1の閉鎖端4の中心領域に相当する箇所に、プリフォーム1から外側へ突出する中空の突起5を形成し、プリフォーム1の引き伸ばし棒の先端を内部に収容可能な中空の突起5を備えて、中空体の最終的な長さまで引き伸ばし、その後、加熱され、引き伸ばされたプリフォームの中に、圧縮された空気の流れを導入する。なお、中空の突起5と、プリフォーム1の閉鎖端4の残りの側部は、球形、円錐形、楕円形、又は放物線形であってよい。
(もっと読む)
プリフォームおよび容器
【課題】プリフォームの成形時に口栓部にひけが発生することを防止し、閉栓後の容器に外気の流入が生じることを防止することが可能なプリフォームおよび容器を提供する。
【解決手段】プリフォーム10は、内筒45および外筒46を有するキャップ40が嵌合される容器30用のものであり、キャップ40が嵌合される口栓部11と、口栓部11に連結されたプリフォーム本体12とを備えている。口栓部11は、キャップ40の内筒45に当接する内壁15と、キャップ40の外筒46が嵌め込まれる外壁16とを有している。口栓部11の外壁16に、円周方向に延びる単一の円周溝23が設けられ、この単一の円周溝23により、口栓部11の厚肉部の割合を少なくするとともに、成形時の口栓部11からの放熱を向上させて、口栓部11内部の溶融樹脂が冷却・固化する際の体積収縮による口栓部11の表面樹脂の引き込みを緩和し、ひけの発生を防止する。
(もっと読む)
熱可塑性樹脂製プリフォーム及びその製造方法
【課題】成形過程での成形不良を抑制し、材料歩留まりに優れた熱可塑性樹脂容器のためのプリフォームおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂シートを圧縮成形して底部23および開口部22を有する形状に形成された圧縮成形層24と、前記圧縮成形層24の外面もしくは内面に射出成形にて形成された射出成形層15とを有し、加熱して軟化させた状態でブロー成形することにより所定の形状に膨張させて成形される熱可塑性樹脂製プリフォームにおいて、前記射出成形層15が、前記底部23において最も厚く、開口部22側に向かって徐々に薄くなるように形成されている。
(もっと読む)
プリフォームの製造装置及び製造方法
【課題】シート状のプリプレグを賦形する際の位置ズレ及びシワの発生を効果的に抑制する。
【解決手段】シート状のプリプレグを成形型により予め、平面状の本体部と、該本体部の少なくとも一側から屈曲して延びる側面部とを有するプリフォームの製造装置及び方法であって、前記成形型の可動型が、プリプレグからなるプリフォーム基材2の本体形成部のみを固定型と共に挟圧するメイン型と、前記メイン型とは別個に作動して前記プリフォーム基材2の側面形成部をその中央側から外側へ伸ばしつつ固定型に押し付ける側面形成手段(ローラ16)とを有し、前記メイン型が前記本体形成部を挟圧して前記本体部を形成した状態で、前記側面形成手段(各ローラ16)が前記側面形成部をその中央側から外側へ伸ばしつつ固定型11に押し付けて前記側面部を形成する。
(もっと読む)
物体を形成するための装置
プラスチックの装入体(D)からプレフォームを圧縮成形するための装置は、パンチ手段(12)と、キャビティが設けられたダイ手段(13)と、接触位置と分離位置との間で互いに移動自在の少なくとも二つのダイエレメント(22)とを備えている。パンチ手段(12)は、キャビティに挿入するのに適したパンチ(14)と、少なくとも二つのダイエレメント(22)を接触位置に維持するため、パンチ(14)の周囲に摺動自在に取り付けられた押圧スリーブ(31)とを含む。パンチ手段(12)は、更に、パンチ(14)及び押圧スリーブ(31)を受け入れるように構成されたジャケット手段(91)と、第1圧力の第1流体を収容し、押圧スリーブ(31)に作用する少なくとも第1チャンバ(42、57)とを含む。第1チャンバ(42、57)は、第1チャンバ(42、57)の加圧状態を維持しながらパンチをパンチ手段(12)から取り外すことができるように、押圧スリーブ(31)及びジャケット手段(91)によってその全体の境界が形成されている。 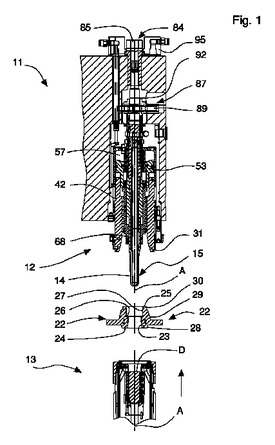 (もっと読む)
(もっと読む)
プリフォームおよび容器
【課題】製造工程における搬送中に落下することがなく、かつ開栓後にリングが口部から脱落しにくいプリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、プリフォーム本体12と、口部11とプリフォーム本体12との間に形成されたフランジ部13とを有している。口部11外周にキャップ20内面の雌ねじ部25に係合する雄ねじ部14が形成されている。口部11外周のうち雄ねじ部14とフランジ部13との間の位置に、キャップ20のリング22内面の突起部28に円周方向に係合してリング22をキャップ本体21から破断させるラチェット爪15が円周方向に所定間隔をおいて複数設けられている。各ラチェット爪15の円周方向長さL1と、各ラチェット爪15間の間隔L2は、L1>L2の関係を満たしている。
(もっと読む)
生分解性成形体及びその成形体を用いた容器
【課題】耐熱性の改善された生分解性成形体及びその成形体を用いた容器を提案する。
【解決手段】ポリ乳酸樹脂を射出成形することによって得られた成形体において、該成形体を、4モル%未満のD-乳酸を含むポリ-L-乳酸からなるもので構成する。そして、成形体の少なくとも一部分に、示差走査熱量計(DSC)による昇温チャートにおいて、結晶化熱量/融解熱量(│ΔHc│/ΔHm)が0.7以下となる結晶化領域を設ける。
(もっと読む)
ブロー成形ボトル用プリフォーム
【課題】ボトル底部の一部に下方に膨出する反転凹入自在の延伸された膨出部を備えたPETボトルに好適に用いることができ、樹脂の使用量を削減してしかも十分な強度を有するPETボトルを形成することができるプリフォームを提供する。
【解決手段】プリフォーム5は、胴部16の重さ(W)とボトル1の容量(V)との関係を示す関係式W=aV+bに基づいて当該関係式における傾きaを0.025〜0.03の範囲とし且つ切片bを1〜4の範囲として、胴部16の重さ(W)を設定し、胴部16の長さ寸法(L)とボトル胴部3乃至膨出状態の膨出部10の最下端の長さ(H)とがL≦H/2.3の関係を満たし、胴部16の長さ寸法(L)とボトル1の容量(V)との関係を示す関係式L=cV+dに基づいて当該関係式における傾きcを0.064とし且つ切片dを21〜31の範囲として、胴部16の長さ寸法(L)を設定する。
(もっと読む)
プリフォーム及びその加熱方法
【課題】プリフォームの少なくとも延伸される部分を温度差なく均一に延伸ブロー成形に適した温度まで高温短時間で加熱することができる薄肉プラスチックボトルを生産するプリフォームを提供する。
【解決手段】ネックリング部3と胴体部4の接続部に突起6を設けるとともに、胴体部4をプリフォームの中心軸に対してほぼ同心円となる円筒部とし、また底部5をなだらかな曲線で構成された半球状として、胴体部および底部の厚みをほぼ均一とし、さらに、キャップ嵌合部2の頂面部の厚みを1.5〜1.8mm、ネックリング部の基部の断面厚みを3.0mm以上とする。
(もっと読む)
容器及び容器を得るためのプリフォーム
圧縮成形プリフォーム(1;31;41;51;61;71;81;91)から得る容器には、支持面に載置することを目的とする基壁(203;303)と、主軸(X)を囲む側壁(202;302)とを含み、上記主軸(X)付近で測定した上記基壁(203;303)の厚さ(C4;P4)を、上記側壁(202;302)の厚さ(C1;P1)の8.2倍以下とする。 (もっと読む)
プラスチック製ボトル容器の予備成形体とそれにより製造されたボトル容器
【課題】 ブロー成形後の製品にマーカーが生じることや、ブロー成形時に穴が開いて漏れが生じることを防止できる予備成形体を提供する。
【解決手段】 プラスチック製ボトル容器の延伸ブロー成形に用いる口頸部を備えた有底筒状の予備成形体であって、前記予備成形体が、前記予備成形体の底部からプラスチックを注入する射出成形によって成形されたものであり、前記プラスチック注入部であるゲート部を、前記予備成形体底部の曲面より深く、直線的に切除する。
(もっと読む)
1 - 12 / 12
[ Back to top ]