
Fターム[4F201BQ57]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 貯蔵、供給、搬送 (2,630) | 構成部品、付属装置、補助装置 (1,474) | 制御、検知 (150)
Fターム[4F201BQ57]に分類される特許
121 - 140 / 150
連続式混練機または押出機の生産速度を増加させる方法
ポリマーの固形供給原料を分割することで、配合または押出しの速度を増加させることができる。追加の固体ポリマーの溶融は、第一混練段階から入ってくる溶融物からの過剰エンタルピーで有意に補われる。樹脂のレオロジーおよび溶融特性によるが、速度増加は、同じローター速度で単一供給を使用した場合に比べ、約55〜約100%までの速度増加を実現した。最終結果は、全体的SEI(ポリマーへの比エネルギー)の低下、よって溶融温度の低下である。 (もっと読む)
合成樹脂粉粒体の除湿乾燥システム

【課題】合成樹脂粉粒体を酸化させることなく除湿乾燥できる原料予備乾燥装置の提供。
【解決手段】原料が供給される開口部10、除湿エア注入口24、原材料が収納される胴体部12及び該胴体部の下面に連通し、下方に向かってその断面を減じ、最下端において原料供給管14に材料遮断シャッタ16を介して接続された下半部18が設けられた原料予備乾燥タンク26において、排気口20を有する蓋体22で開口部10を密閉できる構造とする。
(もっと読む)
スライドシャッター式の材料供給装置

【課題】スライドシャッターが原点位置に到達したときに、粉粒体材料を完全に排出して、噛み込みを確実に防止する。
【解決手段】ホッパーH内に貯留された粉粒体材料Pを材料供給装置で制御しながら計量器に排出し、所定量の粉粒体材料Pだけを射出成形機等に供給してなる粉粒体材料の供給システムにおいて、材料供給装置は、ホッパーH下端の材料排出口H1に連結された上開口部11が形成された上面プレート1と、上面プレート1の底面を摺動しながら水平方向に移動して、上開口部11の開口面積を全開放乃至全閉止に制御可能なスライドシャッター3とを備え、スライドシャッター3は、上開口部11の開口面積を全閉止して前記粉粒体材料Pの排出が停止される原点位置に到達したとき、その先端上面縁31から先端面32にかけて排出空間6が形成され、この排出空間6を通じてスライドシャッター3の先端近傍に残留された粉粒体材料Pを排出可能にする。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造装置及びその製造方法
【課題】潰れや割れが少ない高品質の長繊維強化熱可塑性樹脂成形材料を生産性よく製造する。
【解決手段】強化繊維束を引き取りながら熱可塑性樹脂を含浸させる含浸ダイ3と、熱可塑性樹脂が含浸された樹脂含浸強化繊維束を引き取る引取装置とを有する、長繊維強化熱可塑性樹脂成形材料の製造装置において、前記引取装置が2対以上のロール8を樹脂含浸強化繊維束の上下にその進行方向に沿って段設してなり、該ロール8の表面の硬度が70〜98度であることを特徴とする。
(もっと読む)
プリフォーム成形機
【課題】プリフォーム成形時の重ね成形を防止するプリフォーム成形機を提供する。
【解決手段】プリフォーム成形機100は、キャリアプレート30の上流に真空ポート33a,33bを介して真空ホース41a,41bと、真空ホース41a,41bの流量を検知する流量計42a,42bと、真空ライン44a,44bまたは大気ライン47a,47bを切り換える切替弁43a,43bと、キャリアプレート30の内部を真空引きする吸引ポンプ45a,45bと、真空ライン44a,44bを真空解除する真空弁46a,46bとを備え、コア金型10からプリフォームPFを吸引しながら移動する場合に、流量計42a,42bの一方または双方が真空ホース41a,41bの流量を検知すると、コア金型10の移動機構12をインターロックする。
(もっと読む)
ゴム加工ラインにおける薬品自動計量装置
【課題】 簡易かつ簡便な構成で精度良く薬品を天然ゴムに加え得るようにしたゴム加工ラインにおける薬品自動計量装置を提供する。
【解決手段】 薬品自動計量装置10は、一定量の薬品を収納するための凹部16を外周部に形成した回転体18と、前記回転体18を回転駆動させる駆動手段20と、前記回転体18を内包しかつ回転体18の回転に応じて凹部16の開口が上方を向いたときに前記収納部14内の薬品を凹部16内に収納し一方凹部16の開口が下方を向いたときに凹部16内の薬品を払出し口(誘導部材22の下部開口22b)から目的箇所に導く誘導部材22とを収納部14の下部に配置し、前記収納部14内の薬品を前記凹部16に収納した後に払出す工程を行い一定量の薬品を計量するように前記駆動手段20を制御する計量制御部24とを備えている。
(もっと読む)
均一な組成及び色相の液状シリコーンエラストマーを調製する装置
添加剤を含有する粘性組成物を連続調製する装置は、(i)添加剤を粘性流体中に均一に混合及び分散する混合器と、(ii)粘性流体を混合器に供給する1つ以上のサーボモータ駆動式ポンプと、(iii)添加剤を混合器に供給する1つ以上のサーボモータ駆動式ポンプと、(iv)粘性流体を粘性流体用のサーボモータ駆動式ポンプに供給する手段と、(v)添加剤を添加剤用のサーボモータ駆動式ポンプに供給する手段と、(vi)粘性流体及び添加剤を含有する粘性組成物を混合器から容器に分配する手段と、(vii)粘性流体用のサーボモータ駆動式ポンプ及び添加剤用のサーボモータ駆動式ポンプの動作を制御して、粘性流体を供給する手段及び添加剤を供給する手段における圧力サージに関係なく、粘性流体用のサーボモータ駆動式ポンプと添加剤用のサーボモータ駆動式ポンプとの所定のRPM比を維持するように構成及び配置される、プログラマブルロジックコンピュータと、(viii)粘性流体の温度の変動を補償する温度補償アルゴリズム手段とを備える。  (もっと読む)
(もっと読む)
回収ポリスチレン配合ポリフェニレンエーテル系樹脂組成物の製造方法
【課題】市場から回収されるポリスチレン系樹脂を含有する樹脂組成物の製造方法。特に家電・OA機器からの回収ポリスチレン系樹脂を用い、優れた特性を有するポリフェニレンエーテル系樹脂組成物の製造方法を提供すること。
【解決手段】(A)ポリフェニレンエーテル樹脂、(B)ハロゲン含有量が3重量%以下で、且つアンチモン原子、銅原子、鉄原子の含有量がそれぞれ1重量%以下である回収スチレン系樹脂、及び(C)未使用スチレン系樹脂を含む樹脂組成物を製造するに際し、(B)成分を押出機後段にある第2供給口、及び/又は第3供給口より供給し、前段のバレル設定温度が230℃〜340℃、後段のバレル設定温度が220℃〜300℃であり、後段バレル温度が前段バレル温度より低いことを特徴とする樹脂組成物の製造方法。
(もっと読む)
高粘度材料の発泡方法及びその装置
【課題】高粘度材料とガスとの比重の定量性を高めることができるとともに、設備の複雑化及び大型化を来すことのない高粘度材料の発泡方法及びその装置を提供する。
【解決手段】高粘度材料に材料供給管路2の所定位置から所定圧力のガスを混入するとともに、材料供給管路2におけるガス混入位置の上流側に設けた第1のポンプ4の回転数をガス混入位置の下流側に設けた第2のポンプ5の回転数よりも低くすることにより、ガス混入位置の高粘度材料を材料供給管路の外部よりも減圧状態で流通させるようにしたので、材料供給管路2を流通する材料内にガスを吸引しながら混入させることができ、ガス供給管路3のガスに高い圧力を付与しなくとも材料供給管路2の材料内にガスを容易に取り込ませることができる。
(もっと読む)
圧縮成形方法
【課題】 合成樹脂素材(34)のカッターマークに起因する欠陥の発生が充分に抑制乃至防止される圧縮成形方法を提供する。
【解決手段】
成形型(4)を閉状態にせしめて合成樹脂素材を圧縮成形する前に、合成樹脂素材の表面の少なくとも切断刃(26)が作用した部分をガラス転移温度以上、好ましくは溶融温度以上、に加熱する。
(もっと読む)
膨張可能なプラスチック粒状物を連続的に製造する方法
【課題】指摘した方法に対する改良を提供すること。さらに、より広く適用できる、より融通性のある代替物を見出すこと。
【解決手段】プラスチック溶解物Fが、膨張剤Bを使用して含浸され、含浸された溶解物が粒状化される方法を使用して、膨張可能なプラスチックの粒状物Gを連続的に製造することができ、この方法は、溶解物用の少なくとも1つの圧力生成供給装置10、特に容量測定ポンプ供給装置、膨張剤用の計量装置9、溶解物を含浸する接触・均質化装置2、含浸された溶解物用の少なくとも1つの冷却器3、水中造粒機6、設備制御部1を含む設備を用いて実施される。
(もっと読む)
フィルムの製造方法及びフィルム
【課題】皺などの発生を防止して、品質を向上させることができ、かつ、生産性を向上させることができるフィルムの製造方法及びフィルムを提供する。
【解決手段】ベースフィルムを巻芯に巻取り、ロール状態のまま熱処理する。熱処理後、ロール状態のベースフィルムを40℃以上に保って次の工程、たとえばスリット工程の送り出しを行う。これにより、ベースフィルムに発生する皺等の変形を防止できる。
(もっと読む)
加硫系配合剤の供給システム
【課題】ロール混練される混練ゴムに供給する加硫系配合剤の種類および投入量の誤りを防ぎ、優れた品質管理を可能とする加硫系配合剤の供給システムを提供する。
【解決手段】搬送コンベア1上の所定量の加硫系配合剤を混入した未加硫の着色ゴムCRの形状および色データをカラーイメージセンサ2で取得し、データ処理装置5で取得データと登録基礎データとに基づいてすべての着色ゴムCRの重量および種類特定データを算出して登録判定データと比較し、所定条件の重量および種類かを判定し、所定条件に合致する場合に収容容器3に収容したすべての着色ゴムCRをロール混練機8に供給するとともに、すべての着色ゴムCRを収容した状態と供給後の状態とで収容容器3の重量を計量装置4で計量し、データ処理装置5でこの計量データに基づいてすべての着色ゴムCRが供給されたかを判定する。
(もっと読む)
圧縮成形機にドロップを強制挿入する方法及び装置並びに成形金型追従式ドロップ供給方法及び装置
【目的】 連続的に圧縮成形を行うに際し、押出し供給される溶融合成樹脂塊状体(ドロップ)を、回転可動する複数の圧縮成形金型へ連続的に精確かつ迅速に挿入する。
【解決手段】 成形品を成形するためのドロップを回転可動する成形雌型に連続供給する方法及び装置であって、押出し開口部から押し出される溶融状態の合成樹脂を、保持機構に付設された切断具で切断して定量のドロップとし、ドロップを保持機構により保持搬送して強制的に成形雌型凹部に挿入供給する。そのとき、回転式可動型ドロップ供給体上の保持機構を回転する成形金型に接近させ、一定の範囲において保持機構と成形金型の回転軌跡を一致せしめて、保持機構の移動を成形金型の移動に追従させる。 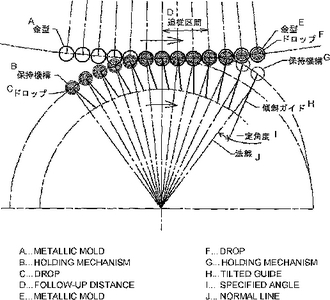 (もっと読む)
(もっと読む)
樹脂乾燥方法
【課題】樹脂供給及び樹脂成形の生産性を向上させた樹脂乾燥方法を提供する。
【解決手段】射出成形機に樹脂成形に連動して樹脂を乾燥させ、前記射出成形機の樹脂成形に応じて乾燥樹脂を前記樹脂成形機に供給する樹脂乾燥方法であって、乾燥すべき前記樹脂を乾燥処理槽に入れる工程と、この乾燥処理槽を減圧させる工程と、前記乾燥処理槽内の前記樹脂を加熱する工程と、前記乾燥処理槽で乾燥した前記樹脂を前記射出成形機へ前記樹脂を供給する工程と、前記乾燥処理槽へ乾燥すべき前記樹脂を補給する工程とを含む構成である。
(もっと読む)
プラスチックおよび/またはポリマーの造粒方法および装置
本発明は、プラスチックおよび/またはポリマーの造粒方法に関するものである。本方法においては、溶融物生成器からの溶融物を、種々の動作位置を有する切換バルブを介して複数の造粒ヘッドに供給することにより、該溶融物をペレット状にする。本発明はまた、プラスチックおよび/またはポリマーを造粒するための装置に関するものである。本装置は、少なくとも1つの溶融物生成器接続部と、少なくとも2つの造粒器接続部と、溶融物生成器接続部を少なくとも1つの造粒器接続部に選択的に接続するスイッチングゲートとを有する切換バルブを備え、造粒ヘッドがそれぞれ少なくとも2つの造粒器接続部に接続され、溶融物の体積流量を変更することができる溶融物生成器が溶融物生成器接続部に接続されている。さらに、本発明は、溶融物生成器接続部と、造粒器接続部と、溶融物生成器接続部を造粒器接続部に接続する溶融物通路とを有する造粒装置用切換バルブに関するものである。したがって、本発明は、複数の造粒ヘッドを種々の通路容量と組み合わせて使用し、スループットウィンドウを大きくすることによって、中断することなく大規模かつ連続的に作業を行い、処理容量の小さい造粒ヘッドに切り換えることによって、不可避の始動プロセスを短縮または始動時に生じる製造物を最小にすることができるという着想に端を発する。本発明の一側面によれば、造粒プロセスの始動時に、処理容量がそれぞれ異なる複数の造粒ヘッドを用いる。溶融物は、まず処理容量の小さい第1造粒ヘッドに供給される。その後前記溶融物の体積流量が増加すると、切換バルブが切り換えられ、溶融物は処理容量の大きい第2造粒ヘッドに誘導される。溶融物生成器が造粒ヘッドの処理容量の下限に到達して造粒プロセスが始動するまでの時間および始動時に生じる製造物の量は、処理容量のできるだけ小さい造粒ヘッドを最初に用いることによって削減することができる。この第1造粒ヘッドの処理容量の下限で造粒プロセスを始動させてからは、始動時の製造物がこれ以上生じることはない。溶融物の体積流量は、切換バルブが処理容量の大きい第2造粒ヘッドに切り換えられるまで定量的に増加するが、この期間において始動時の製造物は生じない。また、スループットウィンドウは全体で大きくなり、始動時の製造物が生じる不可避の始動手順の数が減少する。なぜなら、種々の理由によって溶融能力を処理容量の大きい造粒ヘッドの処理容量の下限よりも小さくする際に、第1造粒ヘッドに切り換えることができるからである。  (もっと読む)
(もっと読む)
ギアポンプの制御方法
【課題】本発明は、適正とされる予測ギアポンプ回転数と現在の運転ギアポンプ回転数の比較を行い、その結果により異常を判断し、ギアポンプの損傷を防止することを目的とする。
【解決手段】本発明によるギアポンプの制御方法は、ギアポンプ(7)の吸入圧力値及び吐出圧力値を用いて前記ギアポンプ(7)のギアポンプ用モータ(9)の回転数を制御するようにしたギアポンプの制御方法において、ギアポンプ(7)に対して適正とされる予め予測された予測ギアポンプ回転数(Nc)と現在の運転ギアポンプ回転数とを比較し、比較結果に基づいて異常と判断された場合、アラーム発生又は停止を行う方法である。
(もっと読む)
ゴム混練設備及びゴム混練方法
【課題】シリカをゴムコンパウンド中に混練するに際して、ゴムコンパウンドの品質を安定化することを可能にしたゴム混練設備及びゴム混練方法を提供する。
【解決手段】混練手段1と、計量手段2と、該計量手段2で計量されたシリカS1 を混練手段1へ搬送する過程で該シリカS1 の含水率を測定する含水率測定手段4と、計量手段2で計量されたシリカS1 に対して水を供給する給水手段5と、これら計量手段2、含水率測定手段4及び給水手段5を統制する制御手段6とを備えたゴム混練装置を用い、含水率測定手段4で測定された実際の含水率と計量手段2で測定されたシリカS1 の重量に基づいて目標の含水率に対する不足水分量を計算し、該不足水分量に基づいて給水手段5からの給水量を制御し、給水を受けたシリカS1 を混練手段1においてシランカップリング剤と共にゴムコンパウンド中に混練する。
(もっと読む)
未加硫ゴムの混練方法
【課題】未加硫ゴムとシリカの混練を効率化して生産性に優れた未加硫ゴムの混練方法を提供する。
【解決手段】混合室2で未加硫ゴムにシリカとカップリング剤を配合して混練を行なう未加硫ゴムの混練方法において、混合室2に水蒸気を供給すると共に、混合室2からシリカとカップリング剤の反応で生成したアルコールを除去しながら混練を行なう。
【効果】シリカとカップリング剤の反応を、混練温度を低下させることなく促進させ、所望のゴム特性を得るまでの未加硫ゴムの混練時間を短縮することができる。
(もっと読む)
成形体の製造方法
【課題】
透明性に優れた成形体を製造する方法を提供する。
【解決手段】
環状オレフィンモノマー由来の構成単位を20モル%以上含んでなり、ガラス転移温度(Tg)が100℃以上である重合体からなるペレットを用いて成形体を製造する方法であって、ペレットを(Tg−50)℃以上(Tg+30)℃以下で3〜8時間加熱した後、該ペレットを50℃未満または(Tg+30)℃より高い温度にすることなく押出機に供給して溶融混練した後、押出機から吐出せしめる成形体の製造方法。
(もっと読む)
121 - 140 / 150
[ Back to top ]