
Fターム[4F202AB19]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 化学構造を特定したもの (303) | 有機化合物 (48)
Fターム[4F202AB19]の下位に属するFターム
炭化水素 (2)
ハロゲンを含む (1)
S、P、Siを含むもの (6)
不融性の樹脂 (1)
Fターム[4F202AB19]に分類される特許
21 - 38 / 38
中空成形体の製造装置及び製造方法

【課題】中空成形体をその加熱成形時において発生する蒸気による損傷を抑えて好適に、生産性を低下させることなく製造することができる中空成形体の製造装置を提供すること。
【解決手段】本発明の中空成形体の製造装置は、内部にキャビティ20を有する成形型2と、キャビティ20内に挿入される芯材3と、成形型2のゲート21を開閉する開閉手段4と、ゲート21を通じてキャビティ20内に成形原料を供給する成形原料供給手段5とを備えている。芯材3の先端部30及び/又は成形型2における芯材3の出入口22の断面が、芯材3の挿入方向に向けて漸次狭まる形態を有している。
(もっと読む)
中空成形体の製造装置及び製造方法

【課題】中空成形体をその加熱成形時において発生する蒸気による損傷を抑えて好適に、生産性を低下させることなく製造することができる中空成形体の製造装置を提供すること。
【解決手段】本発明の中空成形体の製造装置は、内部にキャビティ20を有する成形型2、キャビティ20内に挿入される芯材3、及びキャビティ20内に成形原料を供給する成形原料供給手段5を備えており、更に、芯材3を、芯材3の軸廻りに回転させる芯材回転機構6を有している。本発明の中空成形体の製造方法は、前記製造装置を用いた製造方法であり、キャビティ20内に、芯材3を挿入し且つ成形原料100を充填した状態下に、芯材3を回転させ、芯材3と成形原料100との間に生じる微小な隙間を介して蒸気抜きを行いながら成形原料100を加熱成形する。
(もっと読む)
ブラダー用ゴム組成物およびそれを用いたタイヤ加硫用ブラダー
【課題】加硫回数を経ることによるブラダーの伸びを小さくすることにより繰り返し使用後の硬度の上昇と破断時伸びの低下を抑え、寿命の長いブラダー用ゴム組成物およびそれを用いたタイヤ加硫用ブラダーを提供する。
【解決手段】ゴム成分100重量部に対して、ポリパラフェニレン−テレフタラミド縮合物を0.2〜9.0重量部、有機チオサルフェート化合物もしくはシトラコンイミド化合物を0.1〜5.0重量部含有するブラダー用ゴム組成物、ならびにそれを用いたタイヤ加硫用ブラダー。
(もっと読む)
射出成形方法
【課題】歪みの発生や形状転写性の悪化を抑制することができる射出成形方法を提供する。
【解決手段】本発明に係る射出成形方法は、熱可塑性樹脂中に粒子径が100nm以下の無機微粒子が分散された有機無機複合材料を射出・成形する射出成形方法であって、前記有機無機複合材料を金型1のキャビティ26に充填する工程と、金型1のキャビティ26から前記有機無機複合材料で構成された成形品を取り出す工程と、を有し、前記熱可塑性樹脂のガラス転移温度をTgとした場合に、前記有機無機複合材料を充填する工程では、金型1のキャビティ26表面の温度をTg+15℃以上でTg+70℃以下の温度とする。
(もっと読む)
ポリウレタンフォーム成形用離型剤組成物
【課題】離型性に優れ、さらには成形時のセル荒れと金型汚れとを防止できるポリウレタンフォーム成形用離型剤組成物を提供する。
【解決手段】本発明に係るポリウレタンフォーム成形用離型剤組成物は、その全量を100重量部とした場合に、ワックス類の含有量を0.01〜30重量部、油溶性オリゴマーの含有量を0.01〜20重量部、親油性溶剤の含有量を0.05〜50重量部、界面活性剤の含有量を0.01〜10重量部、親水性溶剤の含有量を0.05〜50重量部、及び残部を水とし、かつ前記ワックス類を含有する親油性溶剤相中に水相が分散されてなるW/O型エマルションとした。
(もっと読む)
流体機器用樹脂部品、流体機器用樹脂部品の製造方法、及び、流体機器
【課題】 複雑な形状であっても製品の寸法精度を確保でき、且つ、型の破損を招くおそれが少ない流体機器用樹脂部品の製造方法を提供する。
【解決手段】 消失模型を用いて作成した焼成型に、カルベン構造を持つルテニウムまたはオスミウム錯体触媒の存在下で、メタセシス重合可能なシクロオレフィン類を注入して重合させて、流体機器用樹脂部品を製造する。
(もっと読む)
型内被覆成形方法及び型内被覆成形品
【課題】植物繊維を強化材とした熱硬化性成形材料の圧縮成形や射出成形において、平滑性に優れ、ヒケの少ない型内被覆成形品を得る成形方法を提供する。
【解決手段】(A)キャビティ内で熱硬化性成形材料の圧縮成形又は射出成形により、植物繊維を強化材とする樹脂成形品を成形する工程、
(B)前記樹脂成形品が熱硬化性樹脂からなる型内被覆用組成物の注入圧力及び流動圧力に耐え得る程度に硬化した後、前記金型温度又は該樹脂成形品の型内被覆する表面側の金型温度を、前記熱硬化性成形材料を硬化させる温度よりは低いが、型内被覆用組成物が十分硬化する温度にする工程、
(C)該樹脂成形品の型内被覆する表面と金型の内壁との間に型内被覆用組成物を注入し、該樹脂成形品の表面上に被膜として硬化させる工程、を含むことを特徴とする、型内被覆成形方法である。
(もっと読む)
射出成形円筒回転部品
【課題】 特定の形状精度を有することにより得られる回転精度の高い円筒回転部品を提供すること。
【解決手段】 外周と軸穴の各円筒度の平行度が部品高さあたり5μm/mm未満を満たす射出成形円筒回転部品。或いは軸穴への嵌合率が20%以上であり、かつ外周の部品高さあたりの円筒度が10μm/mm未満であることを満たす射出成形円筒回転部品。
(もっと読む)
ポリブチレンサクシネート樹脂組成物成形体およびその製造方法
【課題】耐熱性、柔軟性、成形性に優れ、かつ、耐久性に優れたポリブチレンサクシネート樹脂組成物成形体を提供する。
【解決手段】ポリブチレンサクシネート樹脂(A)100質量部に対し、0.3〜3.0質量部のカルボジイミド化合物(B)を添加、溶融混練した後、表面温度が75〜110℃の金型に射出成形して得られたものである。さらに、0質量部を超え10質量部以下の滑剤(C)と、0質量部を超え0.2質量部以下の(メタ)アクリル酸エステル化合物(D)とを任意的に添加可能である。
(もっと読む)
熱可塑性樹脂製品の射出成形方法及びこれに用いられる金型
【技術課題】二酸化炭素等の流体注入射出成形方法において、転写性と光沢性に優れ、消費する流体の消費量を節約できるようにすること。
【解決手段】キャビティ4を取り囲む固定側金型2と可動側金型3の接合面にシール機構5を設けると共に、このシール機構5とキャビティ4間に、前記接合面を経由して流出してきたキャビティ内からの注入流体を回収するための注入流体回収手段を設けた金型を用いて、先ず金型の型締めを行い、次に樹脂をキャビティ4内に充填し、次にキャビティ4内における製品の可視面と、この可視面が接するキャビティ4面間に可視面改質用の流体として、例えば二酸化炭素を注入し、次に樹脂圧を高めて可視面をキャビティ4面に密着させ、保圧・冷却を経て射出成形を完了する。回収した流体は、再度用いる。
(もっと読む)
車両用樹脂製部品及びその製造方法
【課題】部品点数を増加させることなくエネルギ吸収性能に優れ、また塗料焼付け時の熱変形も防止できる車両用樹脂製部品を提供する。
【解決手段】車両2を構成する樹脂製フロントフェンダ1であって、車両に組付けた状態において負荷が作用する取り付け部1aに、当該負荷方向に沿って配向した強化繊維を含有する。
(もっと読む)
液状低温射出成形方法
本発明の成形方法は、外側を加熱した金型を用いる低温且つ、液相の射出成形プロセスである。この成形プロセスは、比較的低コストの金型を使用することが可能であるので、限られた量の成形品生産には理想的に適している。本発明で使用される成形材料はキャリアおよびバインダの成分と粉末状ポリエチレンの成分との混合物である。キャリアおよびバインダの成分は非常に低い密度のポリエチレン、ワセリン、蝋状の炭化水素、液状炭化水素のオイル、あるいはそれらの混合物である。粉末状ポリエチレンの成分とは、微細に細分化されたポリエチレンで、好適には、少なくとも30以下の低い融解指数を有する超高分子量のものである。キャリアおよびバインダの成分は、典型的には、成形プロセスの射出温度において30,000センチポアーズに達する攪拌状態での粘度を有する、粘稠度のある練り歯磨き状のものでチクソトロピー(揺変性)混合物を生成するのに十分な量が使用される。そのプロセスは、外側が加熱された金型を用いるので、金型中心部を最小限に加熱するよう制御可能であり、それにより、成分中の温度感応要素にダメージを与えることなく金型内において当該成分を組み込むことを可能にする。 (もっと読む)
熱伝導性基板の成型方法
【課題】金型が汚れず、しかも生産性の高い熱伝導性基板の成型方法を提供することを目的とするものである。
【解決手段】半硬化あるいは部分硬化の状態で可撓性を有する熱硬化性樹脂組成物1を上型12、中型13及び下型11からなる金型内で加熱・加圧することにより、前記熱硬化性樹脂組成物1を所定の形状に成型する熱伝導性基板の成型方法において、前記金型の上型12及び下型11が熱硬化性樹脂組成物1と接する面にフィルム15、16を設ける。
(もっと読む)
射出成形方法及び装置
【課題】射出成形加工時に表面を全体的又は選択的に改質された成形品を製造する方法及びを提供する。
【解決手段】熱可塑性樹脂を射出成形することによって成形品を製造する方法であって、金型内に前記熱可塑性樹脂を溶融樹脂として導入する第1の導入工程と、前記第1の導入工程の後又は同時に行われ、前記金型内に溶解物質が溶解した超臨界流体を導入する第2の導入工程と、前記溶融樹脂を固化し、前記溶解物質を前記成形品の表面に配置させる工程とを有することを特徴とする方法を提供する。
(もっと読む)
マイクロチャネル基板作製用鋳型の作製方法
【課題】表面平滑性に優れたマイクロチャネル状突起をもったマイクロチャネル基板作製用鋳型の作製方法、及びこの鋳型を使用して表面平滑性が非常に高いマイクロチャネル底部を持つプラスチック製マイクロチャネル基板を提供すること。
【解決手段】金属基板上に巾1mm以下、高さ1mm以下のマイクロチャネル形成用の金属突起部を有するマイクロチャネル基板作製用鋳型の作製方法であって、金属基板上にマクロチャネル状突起部を形成する工程、及びマクロチャネル状突起部の上面部を微小な回転体を用いて研磨する工程、を有することを特徴とするマイクロチャネル基板作製用鋳型の作製方法。
(もっと読む)
複合材料管の製造
繊維強化複合材料から形成される管を製造するための装置において、内部のマンドレル空洞(5)と、繊維強化材料(9)により巻き付けられて、複合材料の積層体(10)を形成する外表面(7)とを有する細長状中空マンドレル(3)と、異なる温度の伝熱流体がマンドレル空洞(5)を通って循環し、温度が上昇した流体が循環する場合、熱が複合材料の積層体を硬化あるいは形成するために、流体から複合材料の積層体に向けてマンドレル(3)を通って伝わることを可能にするための流体流れ手段(11)と、を備えている。 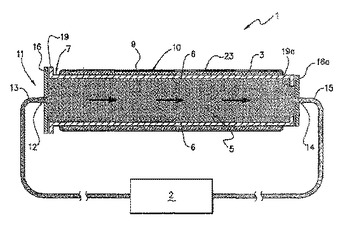 (もっと読む)
(もっと読む)
燃料電池、燃料電池用セパレータ、燃料電池用セパレータの製造方法および製造装置
【課題】 歩留まりが良く、コストを削減できる燃料電池、燃料電池用セパレータ、燃料電池用セパレータの製造方法および製造装置を提供する。
【解決手段】 カーボン粉末と樹脂を混合した粉体状のセパレータ材料40に形状保持液を染み込ませる混合工程と、前記形状保持液を染み込ませたセパレータ材料40を予備成形用金型50で押圧して予備成形品60を形成する予備成形工程と、前記予備成形品60を加熱して形状保持液を蒸発させる蒸発工程と、前記予備成形品60を最終成形用金型70で押圧して最終形状に成形する最終成形工程と、を有する燃料電池用セパレータの製造方法および製造装置により、燃料電池用セパレータ30を成形し、この燃料電池用セパレータ30を用いて燃料電池を作製する。
(もっと読む)
成形品の製造方法および浴室用カウンター
【課題】ねじれや反りの発生がない成形品の製造方法および浴室用カウンターを提供する
ことを目的としている。
【解決手段】アクリル樹脂シートを真空成形して得られる成形品の表面形状をした表面材
を、成形品の裏面形状の型面を有する注型用型内にセットし、注型用型の表面材裏面と成
形品の裏面形状の型面との間に不飽和ポリエステル樹脂および充填材を含むスラリーを充
填して、スラリーを硬化させて表面材の裏面に補強層を一体成形する成形品の製造方法に
おいて、前記スラリーが、低収縮剤およびガラス短繊維の少なくともいずれか一方の添加
によってその成形時の収縮度を表面材の収縮度近傍になるように調整されていることを特
徴としている。
(もっと読む)
21 - 38 / 38
[ Back to top ]