
Fターム[4F202AD11]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | シート状 (892) | 塗膜(←ゲルコート材) (74)
Fターム[4F202AD11]に分類される特許
61 - 74 / 74
成膜成形装置

【課題】 可動金型5、固定金型6を用い、第一、第二成形体2、3を型成形する第一射出工程、第一成形体2を成膜2aする成膜工程、第一、第二成形体2、3を樹脂材8により一体化する第二射出工程により成膜成形体1を製造するにあたり、可動金型5を、移動幅の小さいものにすると共に小型化する。
【解決手段】 固定金型6を、成膜される第一成形体用型面6aを両側から挟むようにして成膜装置7と第二成形体用型面6bとを配すると共に、成膜装置7を可動金型5側に突出するようにして設けた。
(もっと読む)
注型により高品質の光学部材を作る方法

ポリマー光学部材と光学機構を作る、射出成形ではない注型成形方法が供与される。この注型工程は、収縮と歪みを制御し、かくして、ポリマーフィルムを前記金型に組み込んで全体が高い均一性と高品質、精度に優れた表面のものにする。前記フィルム類は、前記部品に残るか、または、前記部品を離型した後前記部品からオプショナルとして除去する。さらに加えて、別個に製造された部材類を前記成形部品内に組み込こともでき、これによって、後成形されるアッセンブリー製造工程を省くことができる。 (もっと読む)
成膜用金型、金型を用いた成膜方法および成膜制御システム
ワーク(燈本体)(3)の表面に成膜をするにあたり、従来のような成膜室にセットしてではなく、金型を用いて成膜をするようにして成膜作業の簡略化を図る。固定金型(2)に成膜手段である真空蒸着装置(6,7,8)を設け、可動金型(1)にワーク(3)を支持させた状態で、可動金型(2)を固定金型(1)に型合わせし、次いで成膜空間を真空状態にしてから成膜をし、しかる後、可動金型(1)を型開きするように構成することで、金型を用いてのワーク表面の成膜作業が一連の工程でできるようにする。 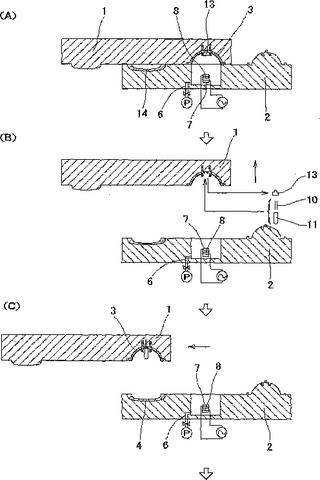 (もっと読む)
(もっと読む)
成型体の成膜方法、成膜された成型体の製造方法および成膜された成型体製造用の金型
燈本体(3)およびレンズ部(4)を備えて一体に製造される燈体(9)を、ダイスライドインジェクション方式を用いて製造するにあたり、燈本体(3)の内側面に反射面(14)が形成されたものを製造する。固定金型(2)を真空蒸着装置(6,7,8)が設けられたものとし、燈本体(3)およびレンズ部(4)を成型する一次の射出工程と、燈本体(3)およびレンズ部(4)を突き合わせて一体化する二次の射出工程のあいだに、燈本体(3)の内側面に反射面(14)を真空蒸着する反射面形成工程を設け、反射面のある燈体(9)にする。 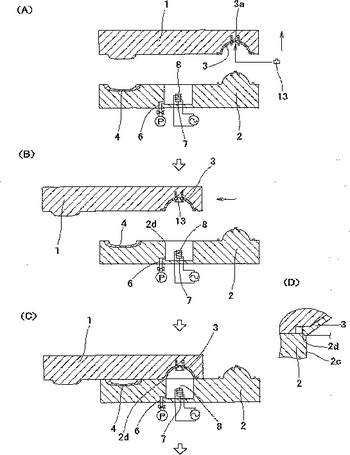 (もっと読む)
(もっと読む)
コーティングされた成形物品の製造方法
【課題】
向上した生産効率を提供できるイン−モールド・コーティング方法及びその装置を提供する。
【解決手段】
方法は、第1のダイ、第2のダイ及び1以上のモールディング表面を有するコアを有する成形装置を提供し、モールド・キャビティにプラスチック材料を導入して未コーティングの成形物品を形成し、第1のダイをコアから分離させ、コアを成形物品と共に回転させて、未コーティングの成形物品の第1の表面を第2のダイの内側表面に位置合わせさせ、第2のダイとコアとに協同して中間の第2のモールド・キャビティを規定させ、第2のモールド・キャビティにコーティング組成物を導入し、第2のダイの滑動可能な部分を移動させて、未コーティングの成形物品の上にコーティング組成物を展延させてコーティングされた成形物品を形成し、コアからコーティングされた成形物品を取り出すことを含む。
(もっと読む)
裏面側から照光可能な成形同時加飾成形品
【課題】 表面を透光性の金属膜層として、その下面側に透光部のパターンを付けたものであって、多品種少量生産に適した成形品を得ることを課題とする。また、本発明はこのような成形品の製造方法を得ることを課題とする。
【解決手段】 成形樹脂層2の表面に少なくとも透光性の金属膜層37が形成され、成形樹脂層の裏面に少なくとも遮光部のみに形成される遮光層38が設けられた裏面側から照光可能な成形同時加飾成形品4である。また基体シート30a上に少なくとも透光性の金属膜層37が形成された転写シートA1を加飾シートとして用いてA金型6側に設置し、基体シート31b上に少なくとも遮光部のみに形成される遮光層38が設けられた転写シートB3を加飾シートとして用いてB金型7側に設置し、A金型とB金型とを型締めし、成形樹脂を注入し、冷却固化させた後、型開きして得ることを特徴とする成形同時加飾成形品の製造方法である。
(もっと読む)
射出成形装置
【要約書】
【課題】 成形機の可動取付け板まで一般金型と同一取付けとすることにより、型内での様々な機構を備えさせることを可能とし、製品の側面への塗装又は製品の横穴付製品が製造でき、動力消費量が少なく、製品種を多様化できる射出成形装置を得る。
【解決手段】 一次側射出成形位置と二次側塗装位置のそれぞれの位置で、固定入れ子1、2と可動入れ子3A、3Bを備え、各可動入れ子3A、3Bは可動側プレート4に支持されており、該可動側プレート4は回転シャフト5に結合し、該回転シャフト5は非回転主軸シャフト6上で回転可能に支持されており、該回転シャフト5上の前方位置にスリーブ7が設けられており、該非回転スリーブ7上に前記回転シャフト5と同期して回転する複数枚のエジェクター板8、9が設置されており、可動側の型が回転できる構造を備えている射出成形装置。
(もっと読む)
インモールドコーティング装置を利用するための既存の成形システムの改良方法
物品を型内に保持したままで、少なくとも1つの表面がコーティングされた物品を製造することができるように、既存の射出成形システムを改良する方法。該方法はコーティング組成物の分配システムを提供する工程、射出成形システムを分配システムと連結するように改良する工程を含む。該改良は成形された物品の少なくとも1つの表面にコーティング組成物を射出し、導く少なくとも1つのノズルを含む。  (もっと読む)
(もっと読む)
インモールドコーティングプロセスにおける圧力および温度ガイダンス
インモールドコーティング方法であって、コーティング基体が成型された基体の表面上に射出される時間が、型内部温度および/または内部圧力により決定される方法。インモールドコーティングが射出されるポイントを型内部温度および/または内部圧力に基づいて規制することにより、オペレーターは成型された基体の表面がインモールドコーティング接着に理想的な条件で、インモールドコーティングが射出されることを保証することができる。  (もっと読む)
(もっと読む)
成形型およびその製造方法
【課題】疎水性トップコート層を有する眼科用レンズを成形型から作製する方法を提供する。
【解決手段】以下の工程を含む、一対の成形型の少なくとも片側の成形型の製造方法:(a)各が協働して成形キャビティの輪郭を定めるように意図された互いに対向した光学表面を有する一対の成形型を準備する工程、(b)前記一対の成形型の少なくとも片側の前記光学表面に、疎水性トップコート層を形成する工程、および(c)前記疎水性トップコート層上に、反射防止膜を形成する工程、ここで、- 該反射防止膜は、高屈折率および低屈折率の交互に積層した誘電体層を含み、かつ- 前記疎水性トップコート層上に成膜した第1の誘電体層は、第1段階において、真空成膜により第1の誘電体サブレイヤを成膜し、第2段階において、イオンアシスト真空蒸着により第2サブレイヤを成膜する2段階プロセスを用いて成膜される。
(もっと読む)
型内被覆成形品、金型内被覆成形方法、及び同金型内被覆成形用金型
【課題】樹脂成形品の塗膜の予め定めた部分において、色彩、又は、透明性等を変化させ、より意匠性を向上させた製品の提供。また、このような意匠特性に優れた製品の金型内被覆成形方法、及び同方法に利用可能な金型内被覆成形用金型の提供。
【解決手段】樹脂から形成された基体部と、同基体部上に形成された樹脂製塗膜とからなる型内被覆成形品において、該塗膜の厚さを、予め定めた部分において、他の部分とは異ならせることにより、該予め定めた部分において、色彩、又は、透明性を他の部分とは変化させたものである型内被覆成形品により達成。
(もっと読む)
インモールドコーティング方法
環状オレフィン、触媒成分及び触媒活性成分からなる成形材料を金型内で反応させて成形品を得る反応射出成形工程と、前記成形品を前記金型内に成形品固定手段で固定した状態で、前記金型内に被覆剤を注入して硬化させ、前記成形品の表面に被膜を形成する被膜形成工程とを、有するインモールドコーティング方法。この発明によれば、被覆剤注入口に近い成形品の正面のみならず、被覆剤注入口から遠く、被覆剤が回り込み難い成形品の側面やコーナー部も均一で再現性良く被膜を形成することが可能であり、金型内から成形品を取り出すことが容易なインモールドコーティング方法を提供することができる。 (もっと読む)
深い“C”形部品とその成形方法
実質的に“C”形断面形状の長い部品と、それを製造する方法とを提供する。当該部品は、射出成形することができ、表側の部品部分を塗膜で覆うことができる。この方法は、傾斜底壁を備える底端キャビティ部分(182)を有する金型キャビティを備え、雌型要素(106)を、定置雄型要素(104)から離れるように、幅方向すなわちY方向に対して約1〜20゜の角度をなすように動かすこと(358)を含む。この部品は、プラスチック基板と随意の塗膜とを有し、当該塗膜は、前記部品の表側主要面(406)の後方で底端壁(400)に沿って終わる一つのへり(204)を有する。 (もっと読む)
プラスチック表皮の形成方法
本発明は、プラスチック製品を製造するための方法および装置に関するものであって、本発明による方法においては、型輪郭を有した金属型を、型輪郭に適合する輪郭のものとして形成された赤外エネルギー加熱部材からの赤外エネルギーを使用することによって、キャスト温度にまで、予熱し;予熱された金属型上へと、プラスチック材料をキャストし;赤外エネルギーを使用してプラスチック材料を溶融させ;相変化または状態変化を起こし得る材料を金属型に対して接触させることにより、金属型を冷却し;キャストされたプラスチック製品を金属型から取り外す。 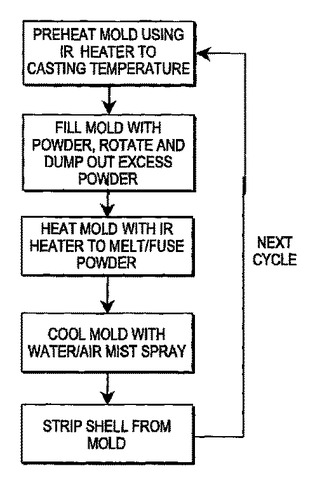 (もっと読む)
(もっと読む)
61 - 74 / 74
[ Back to top ]