
Fターム[4F202AH03]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | フィルター、瀘過材 (37)
Fターム[4F202AH03]に分類される特許
21 - 37 / 37
多孔質体成形用金型および多孔質体の成形方法
【課題】多孔質体成形用金型にてフィルタ等を成形する場合に、加熱に使用するオーブンを小型化することができるとともに加熱に要するエネルギーも低減することができ、さらには金型のコンパクト化によって成形時間も短縮することができる多孔質体成形用金型を提供する。
【解決手段】外型7、上型9および下型10からなる金型Kであって、少なくとも粉状の樹脂原料Gを金型K内で上型9にて上下方向に加圧するとともに加熱し、多孔質体を成形する多孔質体成形用金型Kにおいて、上型9を装填した状態で外型7内に収容されてしまうように構成している。
(もっと読む)
フィルタの製造方法

【課題】 樹脂材料の流れ・樹脂圧力によって、シート状メッシュ4の外周端縁14がフィルタ枠の表面に露出して、フィルタ枠の成形強度が低下するのを防止する。
【解決手段】 メッシュフィルタの剛性を高めるためのフィルタ枠の樹脂成形時に、樹脂材料の流れ・樹脂圧力によって、シート状メッシュ4の外周端縁14がフィルタ枠の表面に寄ろうとしても、フィルタ枠を樹脂成形するための成形型の上型側に設けられた第1凸部57および下型側に設けられた第2凸部57が、シート状メッシュ4の板厚方向の両側からシート状メッシュ4の外周端縁14を押さえているため、シート状メッシュ4の外周端縁14がフィルタ枠の表面側または裏面側に移動できない。これによって、シート状メッシュ4の外周端縁14がフィルタ枠の表面または裏面に露出するのを防止できるので、フィルタ枠の成形強度が低下することはない。
(もっと読む)
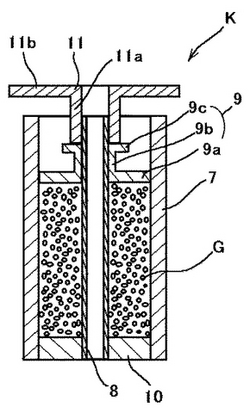
多孔質体成形用金型
【課題】全体を均一に加圧することができて、部位による密度の差が少なく、できあがった成形体も全体に均等な空孔を有し、成形品を水処理器等のフィルタとして用いた場合に流量が変わってしまうといった問題を引き起こすことのない成形体を製造することができる多孔質体成形用金型を提供する。
【解決手段】外型7、上型9および下型10からなる金型であって、原料Gを金型1内で上型9または下型10で上下方向に加圧するとともに加熱し、多孔質体を成形する多孔質体成形用金型1であり、外型7における内面7aには加圧方向に向かって断面積が徐々に拡大するテーパを設けてなることを特徴とする。
(もっと読む)
吸音体の製造方法及びこの製造方法によって得られる吸音体並びに吸音構造体
【課題】 生産性及び品質安定性に優れ、かつ、一定の周波数帯の騒音のみを吸音することのできる吸音体の製造方法の提供を目的とする。
【解決手段】 表裏面に形成されたスキン層と、このスキン層に挟まれ多数の空隙を備えた空隙層とを有し、一方のスキン層を貫通し他方のスキン層まで到達しない深さの孔を複数形成した吸音体の製造方法であって、固定型、移動型及びキャビティ内に出没自在に設けられた少なくとも一つのピンを備えた金型を準備し、前記キャビティに樹脂材料を充填して前記吸音体を成形する過程で前記ピンを前記キャビティ内に突出させ、前記吸音体の成形と同時に前記孔を形成する工程
を有する方法とした。
(もっと読む)
吸音体及び吸音構造体並びに吸音体の製造方法
【課題】 生産性及び品質安定性に優れ、かつ、一定の周波数帯の騒音のみを吸音することのできる吸音体の製造方法の提供を目的とする。
【解決手段】 裏面に形成されたスキン層と、このスキン層に挟まれ多数の空隙を備えた空隙層とを有し、一方のスキン層を貫通し他方のスキン層まで到達しない深さの孔を複数形成した吸音体であって、前記孔を前記空隙層に連通させるとともに、前記孔の底部を入射音を乱反射させる形状とした。前記底部の断面形状は、三角形状、波形状、凹凸状、円弧状及び不定形状のいずれかとするとよく、前記底部と孔軸線とのなす角を、30°〜80°の範囲内とするとよい。
(もっと読む)
フィルタの成形型
【課題】 筒状フィルタを樹脂材で成形する場合に、側壁及び底壁に肉厚が厚くなる部分を生じさせないようにして、フィルタの小型化及び軽量化を図り、かつ材料費を低減できるようにする。
【解決手段】 円筒状フィルタの内面を成形する内型31と、フィルタの側壁外面を成形する第1外型33と、フィルタの底壁外面を成形する第2外型とで成形型1を構成する。第1外型33を4つの所定領域成形型37〜40に分割する。各所定領域成形型37〜40を側壁の厚み方向に移動させる。内型31を第2外型35に対し移動させる。所定領域成形型37〜40の成形面37a〜40aに、これら所定領域成形型37〜40の移動方向に突出するピン45〜48を多数立設し、ピン45〜48によりフィルタの側壁に流体濾過用の小孔を形成する。第2外型の成形面に内型に向けて突出するピンを立設し、このピンによりフィルタの底壁に流体濾過用の小孔を形成する。
(もっと読む)
燃料電池用セパレータの製造装置および製造方法
【課題】 離型時のセパレータの曲げや損傷の発生を抑制することができる燃料電池用セパレータの製造装置および製造方法を提供する。
【解決手段】 成形されたセパレータ30が載置される金型50の前記セパレータ30が接する部位のうち、離型方向を向く面の少なくとも一部に形成される、通気性のある多孔性金属製の通気部51と、前記通気部51に気体を供給する気体供給手段60と、を有し、通気部51から気体を供給し、セパレータ30を離型させることを特徴とする。
(もっと読む)
フィルターエレメントの製造方法およびその製造装置
【課題】 フィルターを予め所要形態に形成し金型内に挿入する工程を要せず、余分のフィルター部分を削除する工程を別途設ける必要もなく、樹脂成形時に余分なフィルター部分が切断され、量産性に優れ、極めて容易かつ低廉にフィルターエレメントを作製できるフィルターエレメントの製造方法および製造装置を提供する。
【解決手段】 本発明のフィルターエレメントの製造装置1は、所望形態のフィルターエレメント50を形成するためのコア2およびキャビティ3を備えた金型4と、フィルター材20を配した状態でコア2およびキャビティ3間に樹脂を充填する樹脂充填手段5と、一体化された樹脂製枠材51とフィルター材20とを離型させるためのエジェクトピン6とを有し、エジェクトピン6が樹脂製枠材51とフィルター材20を押圧する際にフィルター材20が所要形状に切断されてフィルターエレメント50が作製されるフィルターエレメントの製造装置である。
(もっと読む)
加工方法、加工装置およびその方法により製造された微細構造体
【課題】 高精度で超微細な貫通孔をプラスチック薄膜に容易に形成することができ、製造コストが低廉な加工方法を提供する。
【解決手段】 本発明の加工方法は、プラスチック薄膜に微細な貫通孔を形成する加工方法であり、プラスチック薄膜を、押し型と対向基材との間にセットする工程と、押し型と対向基材との間で、プラスチック薄膜をプラスチックの流動開始温度以上に加熱する工程と、流動開始温度以上のプラスチック薄膜を、押し型と対向基材との間で加圧して貫通孔を形成する工程とを備えることを特徴とする。
(もっと読む)
立体構造物およびその製造方法および製造装置
カサ高で柔軟性を有するにもかかわらず耐圧性を有し、発泡ポリエチレンシート以上の表面摩耗強度や機械的寸法安定性がある立体構造物およびその製造方法および装置に関し、本発明の立体構造物は、樹脂シートの両面に針状突起があり、その突起の高さHが3mm以上であって、Hの1/2における幅Wとが、H≧2.5Wであり、またこの針状突起の先端に孔を有し、またこの針状突起の先端においてシート状物と接合されていることを特徴とし、またこれらの立体構造物の製造方法は、多数の針状型が基板と一体化しており、その基板の一対が互いに向かい合って設置され、その一対の基板の針状型の針が互いに樹脂シートに貫入するように平行に動くことにより、樹脂シートを変形することを特徴とし、その連続的製造手段を提示する。 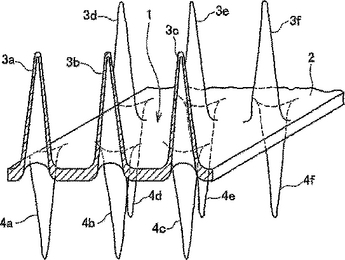 (もっと読む)
(もっと読む)
樹脂成形システムおよび樹脂成形方法
【課題】 大掛りなプレス装置を用いずに、複数の樹脂成形品を各加熱成形板間で同時に加熱加圧成形することができる樹脂成形システムおよび樹脂成形方法を提供する。
【解決手段】 少なくとも3枚以上重ねられた加熱成形板14の各加熱成形板14間において複数の樹脂成形品S2を同時に成形する樹脂成形システム11において、加熱成形板14間において複数の樹脂成形品S2を同時に成形する樹脂成形プレス装置12と、重ねられた状態の加熱成形板14を樹脂成形プレス装置12の外部で開閉する成形板開閉装置13と、樹脂成形プレス装置12と成形板開閉装置13との間で、重ねられた状態の加熱成形板14を移動させる移動装置15を設ける。
(もっと読む)
フレーム成形方法および制限型
本発明は、フレームを成形する方法に関する。少なくとも1つの平らな薄板状のエレメント(2,3,4,5,6)が内部に配置され、少なくともエレメントの端部を囲む限界鋳型(100)が準備される。少なくとも1つのエレメントを回転(40)させ、限界鋳型に導入された成形材料を少なくとも1つのエレメントの端部領域(7)に導いて固めさせ、少なくとも1つのエレメントを少なくとも部分的に完全に囲むフレームを製造する。 (もっと読む)
多孔質膜カートリッジおよびその製造方法
【課題】 インサート射出成形を行っても多孔質膜が破損せず、また、キャップ部材とバレル部材の密着不良が発生しない多孔質膜カートリッジとその製造方法を提供する。
【解決手段】 本発明の多孔質膜カートリッジは、多孔質膜カートリッジの底部をなし、その一端側にキャップ部材側融着部を有し、かつ他端側に開口を有し、キャップ部材側融着部の内周壁に沿って形成された挟持面を有するキャップ部材と、このキャップ部材と一体的に形成される筒部分をなし、その一端側に前記キャップ部材側融着部と内接するバレル部材側融着部を有し、かつ他端側に開口を有するバレル部材と、バレル部材の射出成形を行う際に、バレル部材側融着部の縁部とキャップ部材の挟持面とで挟持される多孔質膜とを有し、バレル部材側融着部の最小肉厚tminと最大肉厚tmaxの関係を{(tmax−tmin)/tmax}×100≦50[%]とした。
(もっと読む)
多孔質膜カートリッジ及びその製造方法
【課題】 多孔質膜を保持するカートリッジにおいて、多孔質膜の側部への液体の回り込みを防止する。
【解決手段】 一端寄りの外周面がバレル側融着部42となる筒状のバレル40と、バレル側融着部42に外接するキャップ側融着部23を有し、バレル側融着部42の開口縁部42bと当接してバレル40との間で多孔質膜30を挟持する挟持面を有する筒状のキャップ20と、バレル側融着部42の開口縁部42bとキャップ20の挟持面との間に挟持される多孔質膜30とを備え、キャップ20及び多孔質膜30を射出成形型のキャビティ内にインサートした後、キャビティ内に成形材料を射出することで、バレル40の部分の形状が成形された多孔質膜カートリッジ1であって、キャップ側融着部23は、その高さ(H)と外径(D)との関係(H/D)が0.07以上であることを特徴とする。
(もっと読む)
プラスチックフィルタ用金型
【課題】 樹脂の射出成形による狭いピッチの網目構造の筒型フィルタを形成する金型において、金型内のエアーを完全に排出すると共に、目詰まりの生じないものを提供すること。
【解決手段】 キャビティ2を半径方向に接離自在に分割すると共に、その分割体2a,分割体2bを多数の薄板3a,3bの積層体から形成し、各積層体は隣り合う一方の薄板の縁部を他方のそれより交互に突出する。そして、樹脂の射出時に、コア1とキャビティ2との間に存在するエアーを各薄板3a,3bの積層の隙間から外部に放出するように構成する。
(もっと読む)
空気フィルターの製造方法
【課題】
空気フィルターの製造に関し、インサート射出成形によって枠と金網とを一体化して一工程で製造することにより、安価に空気フィルターを製造する方法を提供することを目的とする。
【解決手段】
定尺の金網21を凹型Cの空間部に挿入、定置させる工程と、凸型Dを前記凹型Cの方向へ可動して閉型作動した後、前記凹型Cと前記凸型Dとで形成されるキャビティに樹脂を射出する工程とを含むことにより、前記金網21の縁部を樹脂体で包囲した空気フィルター2を成形することを特徴とする空気フィルターの製造方法である。
(もっと読む)
燃料電池セパレータの製造方法およびその製造用金型
【課題】セパレータの品質向上と生産性向上、製造コスト低減を同時に実現する燃料電池セパレータの製造方法およびその製造用金型を提供する。
【解決手段】金型10は、圧縮成形タイプであり、下金型16には、成形されるセパレータに形成されるガス通路とされる孔28に対応する位置に孔20が形成される。この孔20に挿脱可能にピン24が挿入される。粉体等の流動性を有する材料を供給する前は、ピン24を、製品を成形する箇所18から後退させて孔20の内部に収容しておき、あるいは、ピン24の先端部を、製品を成形する箇所18に突出させておく。材料26の供給を開始した後、材料26内にピン24を進入させて材料26に孔28を形成し、成形を行う。
(もっと読む)
21 - 37 / 37
[ Back to top ]