
Fターム[4F202AH53]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 事務日用品 (37)
Fターム[4F202AH53]に分類される特許
1 - 20 / 37
金型装置
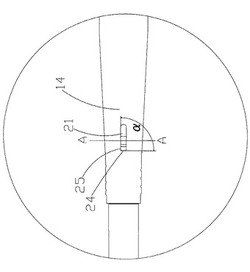
【課題】固定型に形成された二個のゲート口は、ゲート跡が楕円形状に形成されている。その結果、ゲートが弾性筒体から切り離される際、楕円形状の口縁部側のゲート口によって切断されるため、切断方向のせん断力がゲート中心方向に向くため、局部的な残留応力過多を生じてしまう危険性があったので、ゲート跡周辺にひずみが生じない金型装置を提供する。
【解決手段】製品の外面を形成するキャビティーと、製品の内面を形成するコアピン14とからなる金型装置であって、そのコアピンにゲート溝21とゲート口を連続して形成すると共に、前記キャビティーとコアピンとが相対的に移動することによって成形品とゲートとが切断される金型装置において、前記ゲート口を略四角形状とし、そのゲート口の各稜線であって、ゲートが切断される方向と直交する方向の稜線24を直線状に形成した金型装置。
(もっと読む)
軸筒及びその軸筒を用いた筆記具

【課題】意匠性、成形性に優れた軸筒及びその軸筒を用いた筆記具を提供する。
【解決手段】一端は開口し、他端は閉鎖されている有底状の軸筒10において外面にゲート跡のないことを特徴とする。
この軸筒10は、アンダーラインペン、ペイントマーカー、油性マーカー、水性マーカー、ボールペンなどの筆記具の軸筒として好適に用いることができる。
筆記具としては、例えば、マーキングペンタイプの筆記具に適用でき、その構成としては、筆記具本体を構成する軸筒10以外に、先軸、インク吸蔵体、中継芯、ペン先、キャップとを備えたものが挙げられる。
(もっと読む)
軸筒および軸筒の成形方法
【課題】把持位置の異なるあらゆるユーザに対し、軸筒の良好な使用感を与える。
【解決手段】軸筒の成形方法は、一次成形によって軸筒本体10を形成する第1の工程と、二次成形によって軸筒本体10の外周面に、軸方向に延在するグリップ20を装着する第2の工程とを含む。第2の工程では、軸筒本体10の先端部を保持するように金型部材41を配置して、金型部材41で、軸筒本体10の軸方向先端部を覆うようなキャビティー44の一部を形成し、キャビティー44に成形材料を供給してグリップ20を形成する。
(もっと読む)
繊維強化プラスチックのプレス成形方法及び繊維強化プラスチック成形品
【課題】角度90度以下の頂部を有する深絞り形状の繊維強化プラスチックの成形品をプレス成形により良外観かつ高い生産性の下に得る方法を提供する。
【解決手段】一対の成形型を用いてプリプレグシートをプレス成形する成形方法であって、一方の成形型に前記プリプレグシートを押圧する凸部と、他方の成形型に押圧された前記プリプレグシートを当圧させる凹部とをそれぞれ少なくとも1箇所備え、前記成形型の凸部と凹部との頂部頂点を結ぶ成形型の昇降方向に平行な直線を含む断面において、前記凸部または凹部の頂部の角度が90度以下であるとともに、前記凹部の頂部を形成する当圧面の線分P1、P2の合計P1+P2と、当圧面以外の線分H1、H2を含めた前記凹部の線分の総長さL=P1+P2+H1+H2との比が0.5≦(P1+P2)/L≦0.95の範囲にあり、凸部と凹部との頂部頂点を結ぶ成形型の昇降方向に平行な直線が成形型の型面と交わらないことを特徴とする、繊維強化プラスチックのプレス成形方法。
(もっと読む)
成形部材およびその製造方法
【課題】高精細なパターンを備えた成形部材と、剥離性とパターンの自立性という背反する要求に応えた成形部材の製造方法。
【解決手段】第1配設工程にて、モールド1の主面1aに凹凸構造2が位置する領域を含むように設定された第1領域11に転写材料21を配設し、第2配設工程にて、第1領域の周囲に位置するようにモールドの主面に設定された第2領域12の所望の領域に上記転写材料と接触するように転写材料を配設し、硬化工程にて、第1配設工程で配設した転写材料を硬化することにより凹凸構造の凹部に位置するパターンと該パターンと一体化されモールドの主面上に位置する接合部を形成し、第2配設工程で配設した転写材料を硬化することにより周辺部を形成し、離型工程にて、周辺部に剥離力を作用させて周辺部から接合部方向に引き離す。上記で使用する転写材料を、パターンと接合部の弾性よりも周辺部の弾性を大きくすることができるものとする。
(もっと読む)
樹脂成形品、筆記用具、及び、金型
【課題】製造コストを低減することが可能な樹脂成形品、筆記用具、及び、金型を提供すること。
【解決手段】筆記部32を有する筆記体11と、筆記体11を小孔22から出没させる駆動機構12とを有する筆記用具1の外郭部材10の一である樹脂成形品16は、その先端が先細形状の筒状に形成され、その先端に、筆記部32を支持する孔部25及び孔部25の端部に設けられ、孔部25よりもその内径が大に形成された環状溝26を有する小孔22を備え、樹脂成形品16は、その内形状を成形する胴体58及び胴体58の先端に設けられた孔部25を成形するピン57を有するコアピン54、及び、ピン57を支持する開口部58を有し、環状溝26及び樹脂成形品16の先端を成形するコアピンブッシュ55を具備する金型50により成形する。
(もっと読む)
軸筒の連結構造、及び、その軸筒の連結構造を用いた筆記具
【課題】 金型が2分割しているため、成形された製品の表面には、各々の金型の合わせ部に沿って筋状の凸部、所謂、パーティングラインも形成されてしまう。
そして、成形された後軸と中軸、或いは、先部材を組み付けた際には、各々に形成されているパーティングラインが同一直線状になってしまい、その結果、多少の外力によってお互いのパーティングラインの端部に応力が集中してしまい、そのパーティングラインの端部からクラックが発生してしまうことがあった。
【解決手段】 2つの筒体を射出成型によって形成し、それら2つの筒体を連結することによって軸筒を構成すると共に、その連結された状態において前記2つの筒体に形成されたパーティングラインの位置を異ならしめた軸筒の連結構造。
(もっと読む)
金属石鹸ブロックもしくは金属石鹸バーを製造する方法及びそのための装置
【課題】安価で生産性に優れ、クラックやボイドの発生を防止できる金属石鹸ブロックもしくは金属石鹸バーの製造方法を提供する。
【解決手段】ステアリン酸系材料を金型2、3内部のキャビティ4に充填し、複写機、印刷機器、ファックシミリまたはスキャナに用いられる部材として利用するための金属石鹸ブロックもしくは金属石鹸バー1を製造する方法であって、
空気ポンプによりキャビティ4を減圧することにより擬似真空状態とする工程と、キャビティ4に通じるエア抜き孔を閉じ、且つ金型2、3の温度を20℃以上80℃以下もしくは室温以上80℃以下に保った状態で前記材料をキャビティ4に圧入する工程と、材料を圧入する途中もしくは圧入後に、前記エア抜き孔を必要に応じて開放する工程と、充填された材料を自然冷却する工程とを備えることを特徴とする。
(もっと読む)
樹脂成形品より成る筒状部材
【課題】樹脂がキャビティーの端部に形成されたゲート口から流入するため、コアピンが樹脂の圧力によって倒れ込んでしまい、正確な肉厚のノック部材に孔を開けてしまう危険性があった。孔が形成されてしまわないまでも、ノック部材の端部近傍の肉厚が偏肉がなく、ノック部材を押圧操作する際の違和感の解消、およびノック部材の中空部に他の部材を挿着する場合の挿着性を改善を図った筒状部材を提供する。
【解決手段】樹脂成形品より成る摺動子9であって、その筒状部内の内形を多角形状とすると共に、その多角形状の隣り合う角部の中間部に、前記内形の中心方向に向かって突出する突部を形成した樹脂成形品より成る筒状部材。
(もっと読む)
多角形の外径、並びに、内径を有する筒状部材を成形するキャビテー、並びに、コアピン
【課題】 多角形同士の合致は技術的にその加工精度を確実なものとすることが難しく、また、経時的にもその加工状態を持続させることが難しく、往々にして僅かな隙間が発生してしまっていた。その結果、その僅かな隙間から樹脂が漏れ出し、バリが発生してしまい、製品としての価値を落としてしまっていた。
【解決手段】 内面形状が多角形状をなした樹脂製の筒状部材を成形する手段であって、コアピンの前記筒状部材の端面に相当する位置には、その筒状部材の内形多角形部における外接円の直径に相当する円形の外径部を形成し、さらに、その円形の外径部に合致する内面を前記キャビテーの内面に形成したことと、前記筒状部材の内面多角形部における外接円の直径を筒状部材の外形を形成する内接円の直径よりも小さくした多角形の外径、並びに、内径を有する筒状部材を成形するキャビテー、並びに、コアピン。
(もっと読む)
樹脂成型品
【課題】 アンアダーカットを有する成形品を無理抜きしても、その成形品の弾性率によって割れや白化の度合いが異なり、欠陥が生じていた。ポリカーボネート樹脂は無理抜きして離間できても、アクリロニトリル・エチレン樹脂は割れてしまうと言った問題が発生していた。成形樹脂の弾性率と相対して無理抜きのアンアダーカット量が異なり、成形樹脂と成形品との相関関係に影響するが、そのことが把握されておらず、現状では、量産金型を製作し生産が開始された後に、成形品のめくれや白化などの、欠陥が生じ、連続成形ができないと言った問題が発生していた。
【解決手段】 軸筒の内面に凸部を形成し、その凸部が金型装置のコアピンによって成形される樹脂成型品であって、前記コアピンは軸筒に対して直線状に引き抜かれると共に、前記軸筒の曲げ弾性率が1900MPa〜3600MPaであり、かつ、前記凸部の伸び率が105%以下である樹脂成型品。
(もっと読む)
射出成形部品
【課題】 従来では比較的容易とされていた筒状の内径側に凹凸を形成したアンダーカット形状であって、無理抜きにより離型していたような場合であっても、非石油資源を含有する材料で代替え試験を行うと、金型内に成形品が残って離型出来なかったり、凹凸形状がめくれ又は白化して形状が安定しないばかりか繰り返し成形すると金型そのものに損傷を加えてしまうという問題があった。
【解決手段】 互いを凹部と凸部の嵌合によって連結する射出成形部品であって、その射出成型用部品をポリ乳酸と熱可塑性樹脂とを混合させた成形材料を用いて成形し、その成形材料に滑剤を総重量に対して0.5wt%以上〜5.0wt%以下練り込んだ射出成形部品。
(もっと読む)
金型装置
【課題】 2次成形の過程において、外層部を成形する側よりも内層部を形成する側に樹脂が早く充填されてしまう場合があり、その結果、外層部を成形する側に充填される樹脂が不十分となってしまい、外層部が短く形成されてしまう危険性があった。また、内層部を成形する樹脂が樹脂成型品である本体に接するのに対し、外層部を成形する樹脂が金属材質であるキャビティーに接する事とも相まって、外層部を成形する樹脂の未充填が顕著となる。
【解決手段】 1次成形品の表面に2次成形品を成形する2色成形における金型装置であって、前記2次成形品の外観を形成するキャビティーの内面と、前記1次成形品の外面との間に、2次成形品の内部に空間部を形成する筒状のコアピンを配置すると共に、そのコアピンの頂部近傍の外面に面取り部を施すと共に、その面取り部の近傍に前記キャビティーに樹脂を流し込むゲート部を形成した金型装置。
(もっと読む)
プラスチック部品の材質表示方法及びその方法を用いたテープカートリッジ
【課題】小型のプラスチック部品のリサイクルの促進を図ることができるプラスチック部品の材質表示方法を提供する。
【解決手段】本発明は、100g未満のプラスチック部品の材質表示方法であって、前記プラスチック部品の色調により前記プラスチック部品の材質を表示することを特徴とし、特に上記プラスチック部品は、1g以下であることが好ましい。また、本発明は、上記プラスチック部品の色調による材質表示情報を、取り扱い説明書又はインターネットの情報配信媒体等の情報媒体によって伝達することが好ましい。
(もっと読む)
棚板保持具形成方法及び棚板保持具
【課題】棚板に多少の厚み誤差があっても、挟持力を作用させることができる棚板保持具を、経済的に提供できるようにする。
【解決手段】棚板の縁部を厚み方向に挟み込み可能な挟持部5と、挟持部5を構成する一対の挟持片5A,5Bの間に凹部6を形成しつつ挟持片5A,5Bの基端部どうしを連結する連結部7とを有する棚板保持具Gを、金型11を用いたプラスチック成形法によって形成する棚板保持具形成方法であって、金型11を、凹部6の深さ方向に2分割に構成し、凹部6の開口側に位置させる第1金型11Aの金型温度が、凹部6の底側に位置させる第2金型11Bの金型温度より高くなるように温度制御して、両金型11の間にプラスチック材料を鋳込んで成形した後、鋳込まれた棚板保持具Gが自然収縮可能な時期に脱型する。
(もっと読む)
金型装置
【課題】 成形品203とストリッパブッシュ251のとの当接部(開口部とストリッパブッシュの頂部252)が、傾斜した状態になっているため、ストリッパブッシュ251で成形品203を押し出し、ストリッパしている最中においては、成形品203に対する押し出す力Eが分散してしまい、即ち、ストリッパブッシュ251の軸線に対して真っ直ぐに押し上げる力Fと、軸線に対して垂直方向に移動する力Gに分散されてしまうのである。そして、その結果、成形品203(本体軸)に偏った力が作用し、割れ白化(塑性変形して白くなってしまう)、傷などが発生してしまっていた。
【構成】 成形品の外径部を形成するキャビティ部と成形品に中空部を形成するコアピンと、成形品を金型から離脱させるストリッパブッシュが配置された金型装置であって、前記ストリッパブッシュにコアピンが摺動する貫通孔を形成し、その貫通孔の端部に面取り加工を施した金型装置。
(もっと読む)
樹脂成形品
【課題】光沢面によって得られる製品の美観を極力損なうことなく、指紋などの汚れが目立ちにくい製品外観を、成形後の追加工程を経ることなく低コストに得る。
【解決手段】スキャナ装置3は装置本体に原稿カバー6を回動自在に備え、この原稿カバー6の表面6aには、全面にわたって凹凸パターン7が樹脂成形により形成されている。凹凸パターン7は、光沢面8と、この光沢面8から突出する凸部10の頂面を成し、光沢面8に単位面積あたり所定の割合で均等に点在する非光沢面9と、により形成されている。これにより光沢面8により製品外観に光沢感を得ながらも、点在する非光沢面9により指紋等の汚れを効果的に目立ち難くすることができる。
(もっと読む)
成形型、電子写真装置用ブレードの製造方法及び現像剤量規制ブレード
【課題】長期間良好な剥離性と脱型性を示すエラストマー成形体製造用の成形型、ブレード部材の寸法精度と表面性を高精度化可能な電子写真装置用ブレードの製造方法および現像剤量規制ブレードを提供する。
【解決手段】金型本体の内周面に保持層と離型層を備えたエラストマー成形体製造用の成形型において、離型層が、主鎖がポリシラザン系又はポリシロキサン系である付加型2成分液状シリコーンから形成され、液状エラストマー原料の硬化温度で揮発する成分の含有量が0.5質量%以下で、シリカを含有せず、50〜85°の国際ゴム硬度で、平均粒径2〜20μmの固体潤滑剤を含有する。この成形型を用いる電子写真装置用ブレードの製造方法。ブレード部材がこの方法で製造され、現像剤担持体に当接する部分の負荷長さ率(切断レベル50%)が30〜90で十点平均粗さが2〜25μmである現像剤量規制ブレード。
(もっと読む)
係止部材を配置するための配置具および該配置具を用いた樹脂成形体の製造方法
【課題】 テープ状の係合部材付きの樹脂成形品を製造するために用いられる樹脂成形金型の該係止部材を金型内の箱型の配置具に配置して設置した場合に、係止部材の幅方向からの樹脂の流入を防止するとともに、長さ方向の端部からの流入防止を改善し、高品質の係止部材つきの発泡樹脂成形体を製造する。
【解決手段】 係合部材付きの樹脂成形品を製造するために用いられる樹脂成形金型内の所定の位置に、係止部材を配置するために固定されている断面凹型の配置具において、配置具の長さ方向の両端部に、断面凹部をほぼ直角に区画する横隔壁と、該横隔壁の外側の凹部に配置具の長さ方向に平行に縦隔壁が設けられていることを特徴とする係止部材を配置するための配置具。
(もっと読む)
成形型
【課題】成形品がより微細な形状になったとしても、成形品の品質を損なうことなく安定的に成形品を成形することが可能な成形型を提供する。
【解決手段】成形型10は、可動型40とこの可動型40に開閉可能に配設される固定型30とを有する成形型10であって、成形品90の形状部分を構成する複数の平板からなる金型部品301、401と、金型部品301、401を保持する保持部18とを備え、金型部品301、401が、可動型40と固定型30との両側に配設されており、金型部品301、401が、積層配置されている。
(もっと読む)
1 - 20 / 37
[ Back to top ]