
Fターム[4F202AJ02]の内容
プラスチック等の成形用の型 (108,678) | 装置又は装置部材の材料の特徴 (5,523) | 材質の特徴 (3,074) | 金属 (1,134)
Fターム[4F202AJ02]に分類される特許
161 - 180 / 1,134
射出成形用金型
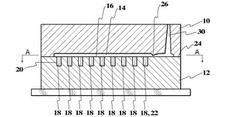
【課題】 射出成形にて、安価で耐久性の高い断熱をすること。
【解決手段】 溶融樹脂が流動するキャビティ14の成形面16に非金属の複数の断熱部材18を埋め込んだ。
(もっと読む)
ホットランナー成形型

【課題】マニホールドと成形型との間に配置されるライザーパッドの破損が生じないホットランナー成形型を提供する。
【解決手段】固定取り付け板5と、固定取り付け板5に対向するマニホールド7との間にライザーパッド32が備えられた射出成形用ホットランナー成形型であって、前記ライザーパッド32と前記ライザーパッド32に当接する他の部材である固定取り付け板5との接触面32aと5a3が、同一の形状であり、且つ同一の面積である。
(もっと読む)
タイヤ加硫装置
【課題】未加硫タイヤの側面部を各部分に応じて加熱及び加硫して各部分の加硫度を適宜調節する。
【解決手段】タイヤ加硫装置1は、未加硫タイヤ90を収納する加硫モールド10と、加硫モールド10のタイヤ幅方向外側面に接触して未加硫タイヤ90の側面部92を加熱するプラテン20、30とを備え、加硫モールド10内で未加硫タイヤ90を加熱して加硫する。プラテン20、30の加硫モールド10に接触して伝熱する伝熱面22、32に、タイヤ周方向に沿って設けられて外表面が伝熱面22、32の一部を構成する、伝熱面22、32の部材よりも熱伝導率が低い低熱伝導部材23、33を設ける。低熱伝導部材23、33からの熱伝導を抑制しつつ、プラテン20、30で加硫モールド10を加熱して、未加硫タイヤ90の側面部92を加熱する。
(もっと読む)
インプリントモールド及び磁気記録媒体の製造方法
【課題】本発明は、正確なドットパターンを有したインプリントモールドの製造方法、およびそれを利用した、正確なドットパターンを有した磁気記録媒体の製造方法を提供する。
【解決手段】基板上に、第1の壁面および第2の壁面を有するガイドであって、少なくとも一方の前記壁面と前記基板の露出した表面とによって規定される角度が131°以下であるガイドを複数形成し、前記第1の壁面、前記第2の壁面および前記基板表面によって規定されるガイド溝領域に、スフェアを形成して相分離する自己組織化材料を塗布し、前記自己組織化材料を自己組織化させてドットパターンを形成し、前記ドットパターンをマスクとして、前記基板をエッチングして前記ドットパターンを転写し、前記ドットパターンが転写された前記基板を型としてインプリントモールドを形成することを特徴とするインプリントモールドの製造方法。
(もっと読む)
スタンパーの製造方法
【課題】剥離性、耐久性に優れたスタンパーを提供する。
【解決手段】基板、触媒活性をもつ導電性下地層、及び触媒活性をもたない凸状パターンが順に形成され、かつ触媒活性を有する導電性下地層が露出した領域を有する原盤を用い、凸部パターン間及び導電性下地層が露出した領域に無電解めっきにより非晶質導電層を堆積させてスタンパー凸部を形成し、非晶質導電層及び導電性下地層を電極として凸状パターン及び非晶質導電層からなるスタンパー凸部上に電気めっきを行い、結晶性金属からなるスタンパー本体を形成し、及び原盤からスタンパー凸部及びスタンパー本体からなるスタンパーを剥離するスタンパーの形成方法。
(もっと読む)
防眩層形成用金型の製造方法、防眩性フィルムの製造方法及び防眩性板の製造方法
【課題】高い防眩機能を示す防眩性フィルムの製作に有用な、防眩層形成用金型を提供し、さらに、その金型を用いて、優れた防眩機能を示しながら、白ちゃけによる視認性の低下が十分に防止され、高精細の画像表示装置の表面に配置したときにぎらつきの発生しない防眩性フィルム、及び防眩性板を製造する方法を提供する。
【解決手段】金型を構成する金属部材の一面にブラスト処理することにより微細凹凸構造(A)を有する面を形成し、その面上に電解ニッケルめっき層を設けることにより微細凹凸構造(B)を有する面を形成する防眩層形成用金型の製造方法であって、微細凹凸構造(A)の平均長さSm1、算術平均傾斜角R△a1、及び算術平均高さRa1、並びに微細凹凸構造(B)の平均長さSm2、算術平均傾斜角R△a2、及び算術平均高さRa2が特定の範囲にある防眩層形成用金型の製造方法。
(もっと読む)
タイヤ加硫用モールドの製造方法
【課題】十分な排気を確保できる排気機構を、少ない加工工程で形成できるタイヤ加硫用モールドの製造方法を提供する。
【解決手段】空洞内部7aを外部に連通させるスリット8を有し、溶融金属Mと同じ金属で形成された筒状体7を、その空洞内部7aに易崩壊性耐火材料Pを充填した状態にして、スリット8が石膏鋳型11の表面11aに接するように配置した後、石膏鋳型11の表面11aに溶融金属Mを流し込んで固化させることにより、筒状体7を製造されるモールドに埋設するとともに、スリット8をモールドのタイヤ成形面に露出させ、溶融金属Mが固化した後に易崩壊性耐火材料Pを除去して、石膏鋳型11の表面11aを転写したモールドを製造する。
(もっと読む)
ラミナの作製方法
【課題】複製用のマイクロ構造化ラミナの作製方法及び装置を提供する。
【解決手段】マイクロ構造化ラミナ(単数又は複数)上に小さいキューブコーナ構造体を反復して配置する目的でラミナ10を機械加工する際、自由度が、x方向の平行移動、z方向の平行移動及びyを中心とする回転を含む運動学的位置決めが有利である機械加工用固定具100を使用し、個々のラミナ10にV形溝を機械加工することにより、キューブコーナマイクロ構造体を形成する。
(もっと読む)
インサート成型装置、及びインサート成型方法
【課題】インサート品の寸法がばらついた場合でも、生産性、歩留まりが良好な低コストのインサート成形品を成形する方法、又は装置を提供する。
【解決手段】対向された双方の面にそれぞれキャビティ形成面を有する一対の金型部材を備え、該一対の金型部材相互の当接によって形成されるキャビティ内に収容されたインサート部品の露出予定部を、上記キャビティ形成面に当接させるようにしたインサート成形装置であって、上記金型部材における上記キャビティ形成面と上記露出予定部との当接部近傍を、弾性変形し得る薄肉部としてなることを特徴とする。
(もっと読む)
タイヤ成形用金型の製造方法
【課題】転写法を用いた鋳造製法によりタイヤ成形用金型を製造するに際し、製造工程を省略でき、金型の鋳造欠陥の発生を抑え、さらに得られる金型の寸法精度を高めることが可能なタイヤ成形用金型の製造方法を提供する。
【解決手段】タイヤの踏面形状を有する原型11からゴム型13を転写形成し、このゴム型13にサイプ形成用のブレード15を取り付けることなしに崩壊性鋳型材を注型して崩壊性鋳型14を成形し、成形後の崩壊性鋳型14にブレード15を植え込み、植え込み後の崩壊性鋳型14を用いて鋳造を行って、ブレードを有するタイヤ成形用金型18を製造する。
(もっと読む)
成形金型、成形金型の再生方法、及び樹脂製品の製造方法
【課題】樹脂成形用の成形金型において、成形金型を再生して繰り返し成形できるようにすること。
【解決手段】離型膜25と共有結合する中間膜24と、金型母材を構成する転写面加工層22や本体部分21との間に、エッチング液に対する耐性を有し10nm以上100nm以下の膜厚を有する保護膜23を設けるので、離型膜25を中間膜24とともにエッチング液によって除去する際に、転写面加工層22等をエッチング液から保護することができる。これにより、離型膜25の付着性を下地の中間膜24によって高めたタイプの成形金型40においても、中間膜24と離型膜25とを一旦除去して再度形成する成形金型の再生が可能になる。ここで、保護膜23が10nm以上100nm以下と、比較的薄いので、転写面加工層22等における母材転写面22aの形状が保たれ転写精度を高めることができる。
(もっと読む)
レンズの成形型の製造方法
【課題】現実的かつ容易に高精度のレンズ用成形型を製造する方法を提供する。
【解決手段】所定のキャビティを形成する第1次成形型MAを用意する第1工程と、第1次成形型MAで第1次試作成形レンズ1Aを成形し、第1次試作成形レンズ1Aの少なくとも1つのレンズ面形状を測定し、xおよびy方向に関する第1次試作成形レンズ1Aの収縮率mx,myを決定する第2工程と、少なくとも1つのレンズ面形状と、第1次成形型MAにおける対応する成形面の形状との、z方向についての差分である離型量ei(x,y)を、ei(x,y)=Fi(x,y)-fi(mx*x,my*y)として算出し、第2次成形型のレンズ成形面形状Fi′(x,y)を、Fi′(x,y)=fi′(mx*x,my*y)+ei(x,y)として算出する第3工程と、第2次成形型のレンズ成形面形状Fi′(x,y)に基づいて、第1次成形型を修正加工し、第2次成形型を作成する第4工程とを備える。
(もっと読む)
金型への転写部材取付け構造
【課題】金型の成形面に取付けた転写部材の剥離を抑制し、金型の耐久性を向上させる。
【解決手段】成形面3に凹部5を形成し、この凹部5に転写部材4を嵌め込む。また、この凹部5の深さを、転写部材4の厚みと同一にすることで、成形面3と転写部材4の表面とをフラット(面一)にする。また、凹部5において、側面5aの少なくとも一部、又は底面5bの少なくとも一部には、アンダーカット形状を形成する。さらに、転写部材4を熱硬化性樹脂や光硬化性樹脂で形成し、これを凹部5に嵌め込んでから硬化させる。
(もっと読む)
マスクブランクス、パターン形成方法及びモールドの製造方法
【課題】エッチングを利用してパターン形成を行う場合に、形成すべき微細パターンの狭ピッチ化が進展しても、当該パターン形成を高精度に行えるようにする。
【解決手段】基板2上にハードマスク層3を有するマスクブランクス1において、前記ハードマスク層1は、前記基板2の側から第一層5と第二層6とが配される積層構造を有する。前記第一層5は、前記基板2に対してエッチングを行う際にマスクとなる層である。前記第二層6は、前記第一層5に対してエッチングを行う際にマスクとなるとともに、前記ハードマスク層3上に形成されるレジストパターン4をマスクにしてエッチングが行われる層である。そして、前記第一層5に対するエッチングの間は前記第二層6が当該第一層5のマスクとして機能するエッチング選択比を有した材料によって、当該第二層6を形成する。
(もっと読む)
サイプ形成用ブレードの変形測定方法および寿命予測方法
【課題】簡単で迅速かつ正確にサイプ形成用ブレード20、21の突出部22、23における変形を測定する。
【解決手段】型ピース14および突出部22、23を有するサイプ形成用ブレード20、21からなる型モデル11に供給された未加硫ゴムを加硫して加硫済みゴムNとした後、型ピース14と加硫済みゴムNとを相対的に離隔させることで、突出部22、23を加硫済みゴムNから抜き出すとともに、該抜き出しにより突出部22、23に生じる最大変形量を測定するようにしたので、タイヤ加硫金型外において取り扱いの容易な小型のモデルを用いての変形量測定となり、この結果、その測定を容易で迅速かつ正確に行うことができる。
(もっと読む)
樹脂成形用積層金型およびその製造法
【課題】鋼材を素材に用いた高強度の樹脂成形用積層金型を効率的に低コストで生産する。
【解決手段】片面当たり2.5〜50.0μm厚さの銅めっき層を両面に持つ銅めっき鋼板を素材として、冷媒流路の配置に基づいて設計されたカットパターンを形成してなる複数の金属シート部材を、それぞれの銅めっき層同士が密着するように重ね合わせて積層体とする工程(積層工程)、
前記積層体を1.5〜6.0MPaの積層方向圧力が付与された状態として、10Pa以下の減圧雰囲気下で780〜950℃に加熱保持することにより、各銅めっき層密着部分で拡散接合させる工程(拡散接合工程)、
を有する樹脂成形用積層金型の製造法。
(もっと読む)
ハイブリッド金型
【課題】 鋼材の高強度と非鉄金属体(銅合金体)の高熱伝導の特徴を兼ね備えたハイブリッド金型を提供することにある。
【解決手段】 成形金型1の少なくとも熱交換範囲を非鉄金属体3(銅合金体3A)にて形成し、非鉄金属体にキャビティEと製品関連部7を備え、キャビティの製品形成面eの損傷しやすい負荷集中範囲と、製品関連部のパーテイングラインPLのキャビティ連続部3aを数mm以内の厚さで薄肉化し、薄肉部13に高エネルギ密度の熱源を用いて非鉄金属体より溶融温度の高い鉄系材Fを肉盛溶接し、鉄系肉盛部4を形成し、その肉盛部表面4aに仕上げ加工した鉄材層4Aを設け、鉄材層で非鉄金属体の損傷しやすい負荷集中範囲を保護していることを特徴とするハイブリッド金型。成形金型1を、鋼材型10と非鉄金属体から成る入れ子型20とで構成する場合も同様である。
(もっと読む)
熱インプリント用モールドおよびその製造方法並びにそのモールドを用いた樹脂材の製造方法
【課題】表面に微細パターンが形成された熱可塑性樹脂材を熱インプリント法によって効率よく作製できる技術を提供する。
【解決手段】ガラス転移点以上の温度に加温した熱可塑性樹脂材の表面に微細な凹凸パターン形成を行うための耐熱性と強度を併せ持つモールドであって、アルミニウム材の陽極酸化によって形成される表面に規則的なホールアレー構造を有する陽極酸化ポーラスアルミナ層を有することを特徴とする熱インプリント用モールド、およびその製造方法、並びにそのモールドを用いた樹脂材の製造方法。
(もっと読む)
微細凹凸金型に付着したアクリル系光硬化樹脂の除去方法
【課題】微細凹凸構造が形成された金型の一部表面に付着したアクリル系光硬化樹脂を除去する方法を提供する。
【解決手段】メタノール、ベンジルアルコール、ギ酸、ギ酸メチルのうち少なくとも1種以上を主成分とする液体中に、アクリル系光硬化樹脂が表面の一部に付着した金型を浸漬し、該微細凹凸金型から付着物を除去する。
(もっと読む)
筒状部材成形用金型構造
【課題】コア金型に曲げ変形が生じることを防止でき、精度よく筒状部材を製造することを可能にする筒状部材成形用金型構造を提供する。
【解決手段】筒状のキャビティ金型と、このキャビティ金型の内孔に挿入設置されてキャビティ金型との間に射出空間を形成する棒状のコア金型10とを備え、射出空間に溶融樹脂を射出して筒状部材を成形するための筒状部材成形用金型構造であって、コア金型10の先端10b側に、コア金型10の先端10bから軸線O2方向外側に突出し、軸線O2中心の周方向に間隔をあけて配設された複数の突部19を備え、キャビティ金型の内孔にコア金型10を挿入設置するとともに複数の突部19をキャビティ金型の内面に当接させて、コア金型10の先端10b側を位置決め支持するようにした。
(もっと読む)
161 - 180 / 1,134
[ Back to top ]