
Fターム[4F202CB16]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (13,372) | 予め形成された挿入物等との一体化成形 (3,085) | 表面材との一体化 (522) | 部分的に覆う表面材の一体化 (72)
Fターム[4F202CB16]に分類される特許
21 - 40 / 72
自動車用内装部品並びにその製造方法
【課題】表皮のインサートインジェクション工法を使用して樹脂芯材と表皮とを一体成形するとともに、表面に表示部を設定した自動車用内装部品並びにその製造方法であって、工程数を短縮化することを課題とする。
【解決手段】射出成形金型40を使用して、樹脂芯材20と表皮30とを一体成形する際、表示部14に相当する箇所の表皮30に開口31を繰り抜き、この開口31を通して樹脂芯材20を表面側に露出させ、露出面20aに射出成形金型40側から刻印47を転写して、樹脂芯材20の成形と同時に表示部14を形成するとともに、表皮30の開口縁31aは、樹脂芯材20における表示部14周囲に形成した木目込み溝部21に木目込み処理する。従って、樹脂芯材20の成形と同時に表示部14を形成することで、工程数の大幅な短縮化並びに射出成形金型40の構造の簡素化を図る。
(もっと読む)
容器製造用の金型システム
本発明は容器500を製造するための金型システム1に関し、この金型システム1は可動金型半体10と固定金型半体20とを含み、これら金型半体10,20は互いに対向して位置し、金型システム1は容器500の製造を可能にし、容器500は、厚紙ブランクからプレスされた底部57と、前記底部57に接続された壁59と、少なくとも部分的にプラスチックで成形され、壁59の上縁部に接続され、壁を取り囲むリム50とを有し、固定金型半体20に関して可動である金型半体10は、コア41備えたコア・プレート4と、41に関して可動で、シール表面5aを含み且つコア41を取り囲むプレート状シール・リング5と、コア41およびシール・リング5に関して可動であり、それらの間に取り付け可能であるカラーリング6とを含み、固定金型半体20は、金型キャビティ71およびシール表面7aを備えた金型プレート7を少なくとも含んでいる。金型システム1は上昇カラー612を有し、上昇カラー612は可動金型半体10のカラーリング6の基部カラー611の頂部に着脱可能に接続され、上昇カラー612のシール表面612aは、前記シール表面の平面の残り部分よりも低い溝または窪みを含み、シール・リングの表面または窪みは、シール表面の平面上の隆起部または型押しパターン、溝または窪みを有していてもよい。 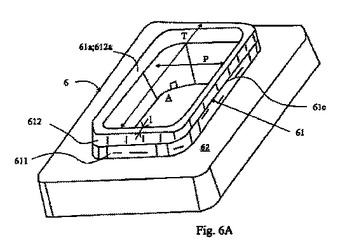 (もっと読む)
(もっと読む)
インサート成形部品及びその製造方法

【課題】表面加工に手間がかからず、塗装を行う場合は均一な塗装が可能でクラックの発生がなく、しかも強度を向上できるインサート成形部品を提供する。
【解決手段】金属板1の表面全体及び外周面全体を樹脂板2が覆うようにインサート成形すると共に、金属板1に設けた複数の固定用孔4から金属板1の裏面に回り込むように樹脂により鍔部6を形成し、更に金属板1に設けた各樹脂射出孔10の形状を表面側の径が裏面側の径より小さいテーパ状として、このテーパ状の各樹脂注入孔5にも樹脂が充填されるようにした。
(もっと読む)
表皮材の貼込み方法および貼込み装置並びに貼込み方法を用いて形成したインストルメントパネル。
【課題】簡単な作業により表皮材を開口部の内側壁に追従させて、表皮材の浮上りや剥がれを抑制できる表皮材の貼込み方法を得る。
【解決手段】表皮材5をパネル基材6の表面6Fから内側壁21の壁面22に亘って接着剤7を介在させて配置し、押圧部材11を内側壁21に表皮材5を挟み込んで配置した後、押圧部材11の傾斜面11Sに楔部材12の傾斜面を接触させ、この楔部材12を傾斜面11Sと壁面22とが対向する方向に対して略直交する方向に押し込むことにより、押圧部材11を内側壁21方向に押圧して表皮材5を内側壁21に圧着する。これにより、表皮材5が内側壁21に追従して強く密接し、表皮材5を内側壁21の表面に浮上りや剥がれを抑制しつつ強固に接着することができる。
(もっと読む)
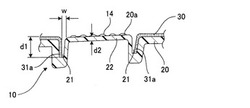
部分表皮貼り樹脂成形品の成形方法並びに成形金型
【課題】部分表皮貼り樹脂成形品の成形方法並びに成形金型において、金型構造を簡素化してコストダウンを図るとともに、表皮のセット作業における作業性を高め、かつ表皮のズレをなくし、成形性を高める。
【解決手段】成形金型40における表皮30の保持機構として、成形下型60の製品キャビティC外周に上下動可能な表皮押え外枠70を配置し、表皮30のセット時には表皮30の周縁端末30aを表皮押え外枠70と成形上型50とでクランプ保持し、木目込み溝21に対応する成形下型60の凹溝64内に表皮30の見切りラインLに沿うフロント側端末31を収容した時、凹溝64内に設けられた表皮保持用突起80と成形上型50とで凹溝64内の表皮30のフロント側端末31を簡単に保持でき、表皮30のセットズレをなくし、成形性を向上させる。
(もっと読む)
ガラスランの製造方法
【課題】中子の安定性を高め、ひいては適正形状の型成形部を成形することのできるガラスランの製造方法を提供する。
【解決手段】ガラスランは押出成形部2,3と型成形部とからなり、断面略コ字状の本体部と一対のシールリップとを有している。型成形部を形成するための金型装置5は、本体部及びシールリップの内周面を画定するための中子18と、本体部及びシールリップの外周面を画定するための複数の型とからなる。そして、中子18の両端にそれぞれ押出成形部2,3の端部を嵌め込んだ状態で、キャビティ19内に型成形材料を充填することで型成形部が成形される。中子18のうち各押出成形部2,3が嵌め込まれる各部分には、それぞれ当該中子18を保持するための保持板21が設けられ、キャビティ19内においては、中子18を支持するサポートピン25が突出形成されている。
(もっと読む)
樹脂成形品及びその製造方法
【課題】ターミナルの撓みが抑制された樹脂成形品及びその製造方法を提供する。
【解決手段】ターミナルと、ターミナルにおける端部を除く部位を被覆する樹脂成形部と、を備えた樹脂成形品であって、樹脂成形部は、ターミナルの長手方向における一部位の周囲を被覆する一次成形部と、一次成形部から露出されたターミナルの部位の周囲とともに一次成形部の一部を被覆する二次成形部とを有する。一次成形部は、長手方向における少なくとも一方の端部から所定範囲の端領域の外周に環状の突起部が形成され、突起部を含む端領域の外周のみが二次成形部によって被覆されている。二次成形部は、一次成形部における突起部が形成された端領域の外周と、該端領域から露出されたターミナルのうち、端領域の端部から所定範囲の部位の周囲とを一体的に被覆している。そして、長手方向において、一次成形部と二次成形部とが交互に設けられている。
(もっと読む)
成型体の離型性評価方法及び成型体の製造方法
【課題】連続成型を行いながら離型性を評価することができる成型体の離型性評価方法及び成形用金型からの離型性が良好で、支障なく連続成形を行うことができる成型体の製造方法を提供する。
【解決手段】成型用樹脂組成物を金属板2上でトランスファー成型し、得られた成型体1を前記金属板から剥離して、前記成型体の表面自由エネルギーを測定し、表面自由エネルギーが10mJ/m2以上30mJ/m2以下の場合を離型性良好と判断する成型体の離型性評価方法。
(もっと読む)
光学要素の製造
少なくとも1つの光学要素を複製する方法が提供され、方法は、2つの大きな側(1.1、1.2)を有する基板(1)および基板の両方の大きな側上の対応する場所にある貫通孔(2)または止まり孔によって規定される少なくとも1つの予め規定された複製部位を設けるステップと、複製により基板に複製された構造を付加するステップとを含み、複製された構造は、基板に接着し、当該複製部位において、当該貫通孔または当該2つの止まり孔それぞれの中の複製材料と第1の複製された表面および第2の複製された表面とを備え、第1および第2の複製表面は反対側に向いている。  (もっと読む)
(もっと読む)
パッケージ容器を形成する方法及びパッケージ容器
パッケージ容器を形成する方法において、容器形状のパッケージ容器が、底部と、その底部から上方向に延びる側壁(7)とを有し、ボール紙素材(A)で形成される。圧縮モールドの最後の段階で、型の内側の対向面を、それと向き合う面から後方に移動させることにより、リムに対応するモールドキャビティ(5)を形成するように型を閉じ、その後、そのモールドキャビティ(5)内にモールド材料を注入することにより、前記側壁(7)の上部に、横方向に延びるモールド材料のリム(8)がモールドされる。 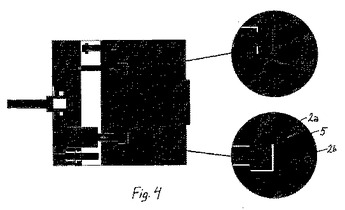 (もっと読む)
(もっと読む)
ブレード成形型
【課題】材料のロスが少なく、少ない工程で効率よく、しかも、ブレード端部に樹脂被覆を成形できるブレード成形型を提供することにある。特に、電子写真装置の現像装置において、ブレード端部に曲面を有する樹脂被覆が形成されることにより現像ローラーとの当接が適切になされる現像剤量規制ブレードを成形することができるブレード成形型を提供する。
【解決手段】支持板と、該支持板の表裏及び端部に樹脂被覆とを有するブレードの成形型において、支持板が連続供給される搬送路と、該搬送路を拡張して設けた樹脂被覆を形成するキャビティと、該キャビティに支持板の表裏方向から溶融した樹脂被覆材を供給する被覆材供給ゲートとを有する。
(もっと読む)
光学素子及び光学素子成形用金型
【課題】光学素子の母材であるガラス部材の表面に樹脂層を一体成形する工程において、成形される樹脂層の膜厚を高精度に管理する。
【解決手段】ガラス部材6の表面に樹脂層5を一体成形する工程で、鏡面駒1の鏡面である光学機能面9とガラス部材接触部11との間に、3つの連続した円錐面10−1、10−2、10−3からなる階段形状部10を設ける。階段形状部10の各段差を白色干渉計によって測定することで、光学機能面9に対するガラス部材接触部11の高さを高精度で計測することができる。
(もっと読む)
インモールド成形方法
【課題】 トリミングラインのずれ、腐蝕、剥離等の問題を生じることなく、部分的なフィルムインサート成形による材質感や色調の切り替えを可能とするとともに、相互に接着性が乏しい2種以上の樹脂材料を使用した二色成形を可能とし、要求される機能および製品コストに応じた多種多様な材料選択を可能とするインモールド成形方法を提供する。
【解決手段】 スライド型(23、24)を備え、該スライド型の位置に応じて一次成形部(21a、22a)および該一次成形部に隣接した二次成形部(22b、23b)を画成可能な金型(21、22)を使用し、前記一次成形部に予備成形したフィルム(10)をインサートした状態で第1の樹脂材料を射出し第1部分(11)を成形した後、前記第1部分の前記フィルム表面の一部を接合面(10a)として含む二次成形部(22b、23bおよび23a、24a)に第2の樹脂材料を射出することによって、前記第1部分と前記接合面を介して接合された第2部分(12a、12)を成形する。
(もっと読む)
フィルムインサート成形品の製造方法及びフィルムインサート成形品
【課題】浴室の棚、浴室の水栓カバー、浴室のミラーキャビネット、洗面化粧台のミラーキャビネット、等に用いられるフィルムインサート成形品について、外観のバリエーションを容易に増やすことができ、フィルムの挿入面の一体感を維持しながら成形品の意匠性を高めることが可能な製造方法及びフィルムインサート成形品の提供を課題とする。
【解決手段】外観面21を複数の面21a〜21hで構成したフィルムインサート成形品1を製造する際、射出成形用の成形型110,120内へフィルム12を挿入する際に外観面21を構成する複数の面21a〜21hのうち一部の面のみに対して該面の全てを覆うようにフィルム12を挿入し、成形型110,120内へ樹脂成形材料11Aを射出してフィルムインサート成形品1を製造する。
(もっと読む)
更生タイヤの加硫方法及び装置
【課題】加硫缶内で複数の更生タイヤの加硫を同時に行うときに、空気が流出しているエンベロップを識別出来るようにする。
【解決手段】エンベロップ12で覆われたプレキュアトレッド付台タイヤ11を加硫缶1に入れる。配管2を通して加硫缶1内に加硫媒体を供給するともに、配管3及び4を通してエンベロップ12内に空気を供給することにより、加硫を行う。加硫中に、どれか一つのエンベロップ12に穴が開くと、加硫缶1内の加硫媒体がエンベロップ12内に入り、そのエンベロップ12に接続されている配管4に空気が流出する。圧力スイッチ6の検知出力がP1を越えるため、その制御により電磁弁5を閉じる。
(もっと読む)
軟質インサート部品付発泡成形品およびその成形方法
【課題】発泡層のはみ出しがなく、表皮材と軟質インサート部品とがほぼ面一に保たれた外嵌品質の良い軟質インサート部品付発泡成形品が得られるようにする。
【解決手段】裏面側の縁部近傍に剛体部42を有する軟質インサート部品43が、発泡成形品51に一体にインサート成形され、発泡成形品51が、表皮材52と、芯材53と、発泡層54とを有する三層構造を備え、表皮材52が、軟質インサート部品43を取付可能なインサート部品取付部55を有し、芯材53が、発泡成形時に軟質インサート部品43に付与される圧縮力に抗して剛体部42を支持可能な剛体支持部61を有し、発泡層54が、芯材53と、表皮材52および軟質インサート部品43との間に形成されるようにしている。
(もっと読む)
射出成形装置とその金型と電気機器用ケースの製造方法
【課題】金型を閉じる力を利用して端子を本体に圧入するとともに、端子の一部が樹脂に覆われた樹脂一体型ケースを製造する射出成形装置を実現する。
【解決手段】射出成形装置200は、第1金型210と第2金型220と駆動装置250を備える。第1金型は、端子140が載置された本体120を固定する。第2金型は、本体120に対向する位置に支持される。駆動装置は、金型同士を近づける。第2金型は、スライド部材230とスプリング232を有する。スライド部材は、本体に載置された端子に対向する位置で第2金型の表面から伸縮自在に突出している。スプリングは、スライド部材を第2金型の表面から突出する方向に付勢する。駆動装置が金型同士を近づけると、スライド部材が本体に載置された端子に当接して本体の突起124へ圧入する。さらに金型同士を近づけると、端子が突起の基部へ圧入された後にスライド部材が後退しながら金型が閉じる。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】タイヤ外表面に表示さる標章を、従来の金型の刻印文字によることなく、そのデザインの自由度を高めユーザー個々の要望に対応することができ、しかも標章の視認性を向上することができる空気入りタイヤを安価に提供する。
【解決手段】タイヤ外表面に標章10が設けられた空気入りタイヤT1であって、表面の算術平均表面粗さ(Ra)が0.1〜1.5μmである熱可塑性樹脂フィルム12を該タイヤの未加硫タイヤGT1の外表面の所定位置に貼付し加硫成形することにより、前記標章10が形成される。前記標章10の表面はRaが0.1〜1.5μmである鏡面からなり、該標章周辺の背景部11はRaが1.5μmを超える粗面からなる。
(もっと読む)
木目込みパネル
【課題】
解決しようとする課題は、表皮が木目込みされた樹脂製のリブ付きパネルをブロー成形する場合、成形収縮等の影響により木目込み用の周溝の外側の、表皮が無く樹脂がむき出しの外側領域の色合いや風合いが変化して、表皮があるために色合いや風合いがほとんど変化しない内側領域が美しいままなのに比べて該外側領域の醜さが際立ち、外観品質を余計に損なって折角の表皮の高級感をむざむざ減退させるという点である。
【解決手段】
表皮と、該表皮を木目込みするための周溝と、該周溝を少なくとも半周以上囲むステッチ様のシボからなることと、更に該ステッチ様のシボの表面に、多孔質金型キャビティー面の微細な孔が転写された凹凸を具備させることにより前記課題を解決した。
(もっと読む)
積層成形品の成形方法
【課題】射出成形金型内に表皮をセットした後、型締めすることにより、樹脂芯材を成形し、表皮を一体化してなる積層成形品の成形方法であって、キャビティ型のインバース部においてシワ発生をなくし、外観性能を高める。
【解決手段】成形金型20は、樹脂供給機構を備えた可動側のコア型30とキャビティ型40とから構成され、キャビティ型40の表皮セットピン41に表皮のロケート孔12aを差し込んで、表皮12をセットする。この時、表皮セットピン41の近傍部分でキャビティ型40のインバース部40bの外側部分にシワ取りピン42がコア型30側に向けて突設され、このシワ取りピン42により型締め途中で表皮12がコア型30の型面と先行当接し、樹脂芯材11の成形時に表皮12がキャビティ形状に沿って適切なテンションが加わることでシワの発生が回避できる。
(もっと読む)
21 - 40 / 72
[ Back to top ]