
Fターム[4F202CB28]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (13,372) | 多種材料物品の成形 (859) | 多色(異色)物品の製造 (360)
Fターム[4F202CB28]に分類される特許
341 - 360 / 360
射出成形装置

【要約書】
【課題】 成形機の可動取付け板まで一般金型と同一取付けとすることにより、型内での様々な機構を備えさせることを可能とし、製品の側面への塗装又は製品の横穴付製品が製造でき、動力消費量が少なく、製品種を多様化できる射出成形装置を得る。
【解決手段】 一次側射出成形位置と二次側塗装位置のそれぞれの位置で、固定入れ子1、2と可動入れ子3A、3Bを備え、各可動入れ子3A、3Bは可動側プレート4に支持されており、該可動側プレート4は回転シャフト5に結合し、該回転シャフト5は非回転主軸シャフト6上で回転可能に支持されており、該回転シャフト5上の前方位置にスリーブ7が設けられており、該非回転スリーブ7上に前記回転シャフト5と同期して回転する複数枚のエジェクター板8、9が設置されており、可動側の型が回転できる構造を備えている射出成形装置。
(もっと読む)
型内被覆成形方法及び型内被覆成形品
被覆が施される直前まで樹脂成形品を金型キャビティ面に押圧すするとともに、樹脂成形品の形状が決まる第2の工程の型締力による、金型キャビティの変形と第4の工程の型締力により生ずる金型キャビティの変形が実質的に同一となるように第2の工程と第4の工程の両型締力を選定し、第2の工程で金型キャビティの形状が型締力により変形したとしても、第4の工程で金型キャビティの形状を同様に変形させて、被覆の厚みを均一するか、或いは、第2の工程の型締力を第1の工程の型締力のより少ない型締力を選定して、金型キャビティの変形量を少なくすることにより、被覆の厚みを均一にすることからなる、外観が良好な成形品を成形する型内被覆成形方法である。  (もっと読む)
(もっと読む)
インモールドコーティング装置を利用するための既存の成形システムの改良方法
コーティングによりコーティングされた少なくとも1つの表面を有する物品を製造するための型を設計し、製造するための方法。この方法は、物品の設計を評価し、型で起こりそうなフロー特性、コーティング組成物の最適なフロー、およびコーティング組成物インジェクターの最適な配置を決定することを含む。型は評価に基づいて設計され、製造される。  (もっと読む)
(もっと読む)
インモールドコーティング装置を利用するための既存の成形システムの改良方法
物品を型内に保持したままで、少なくとも1つの表面がコーティングされた物品を製造することができるように、既存の射出成形システムを改良する方法。該方法はコーティング組成物の分配システムを提供する工程、射出成形システムを分配システムと連結するように改良する工程を含む。該改良は成形された物品の少なくとも1つの表面にコーティング組成物を射出し、導く少なくとも1つのノズルを含む。  (もっと読む)
(もっと読む)
プラスチック製品を射出成形する鋳型及び成形方法
【課題】
【解決手段】本発明は、プラスチック製品を射出成形する鋳型に関する。本発明に従い、プラスチック製品は溶接又は接着により互いに組み合わせられ、また、型式及び(又は)色が異なる2つの適合可能なプラスチック材料で出来た少なくとも2つの隣接する部分を備えている。本発明の鋳型1は、少なくとも2つの非平面状壁3、4と、伸長位置と後退位置との間にて動かして、鋳型キャビティをプラスチック材料を別個に供給することのできる少なくとも2つの区画6、7に分割することができるようにする、少なくとも1つの後退可能な壁5とにより境界が画された鋳型キャビティ2を備えている。伸長位置にあるとき、後退可能な壁5の非直線形端縁13は、遊びなしの態様にて鋳型キャビティ2の壁4と協働する。後退可能な壁は、少なくとも伸長位置又は後退位置にて接続された複数のパネル10、11、12を備え、また、これらの複数のパネルは、パネルが後退可能な壁4の非直線形端縁13の形状を改変させ該形状を後退位置にてキャビティの第二の壁の形状と順応させ得るように互いに対して動かすことができる。  (もっと読む)
(もっと読む)
単一加熱サイクルで2つ以上の異なる成形性材料から成形品を作るための方法
単一の加熱または成形サイクルで異なる成形温度を有する2つ以上の異なる成形性材料から成形品を作るための方法。成形性材料のうち1つ(20、120)が基準材料として選択され、残りの成形性材料(22、122)は、成形性材料の全てが実質的に同時にそれぞれの成形温度に達するように改変される。残りの成形性材料(22、122)の各々は、成形性材料の力率を調整するようにこれと適切な量の添加剤を混合することによって改変されることが望ましい。その後成形性材料全てが流動成形装置(10、110)に入れられ、成形品を成形するために成形性材料を横切る交番誘電電界が与えられる。  (もっと読む)
(もっと読む)
インモールドコーティングプロセスにおける圧力および温度ガイダンス
インモールドコーティング方法であって、コーティング基体が成型された基体の表面上に射出される時間が、型内部温度および/または内部圧力により決定される方法。インモールドコーティングが射出されるポイントを型内部温度および/または内部圧力に基づいて規制することにより、オペレーターは成型された基体の表面がインモールドコーティング接着に理想的な条件で、インモールドコーティングが射出されることを保証することができる。  (もっと読む)
(もっと読む)
管継手の製造方法

【課題】
不織布層と合成樹脂層とをそれぞれ均一の厚さに形成できるような、合成樹脂複合成形品の製造方法の提供。
【解決手段】
不織布13からなる不織布層11aと、該不織布層11aに積層される合成樹脂からなる合成樹脂層11bとを有するとともに、その厚み方向に凹凸を有する合成樹脂複合成形品11,40の製造方法であって、シート状の不織布13を、上記成形品中の不織布層11aの凹凸形状に対応する凹凸形状に成形する不織布成形工程と、該不織布成形工程で成形された不織布上に、上記成形品中の合成樹脂層の凹凸形状に対応する形状の合成樹脂を成形する合成樹脂成形工程とを有する合成樹脂複合成形品の製造方法。
(もっと読む)
医療用シリンジのプランジャを製造する方法および器具、それによって獲得されるプランジャ、ならびに医療用シリンジ
医療用シリンジのプランジャを製造する方法で、このようなプランジャ(3)は少なくとも2つの部品、すなわちプラスチック製の長手方向のプランジャ本体(4)と、プランジャ本体(4)の前端に設けられ、プランジャ本体(4)のプラスチックより軟質のプラスチックで構成されたピストン本体(5)と、で構成される方法であって、このようなプランジャ(3)、または少なくともその部品(36)が、最初にピストン本体(5)を、次にプランジャ本体(4)、または少なくともこのプランジャ本体(4)の部品(37)を射出成形によって製造することによって形成され、プランジャ本体(4)、またはその上記部品(37)が、ピストン本体(5)に対して射出されることを特徴とする方法である。  (もっと読む)
(もっと読む)
射出ユニット及びスプルーを封止する装置及び方法
共射出ノズルを有する共射出ホットランナに設置されるように構成される射出成形封止装置であって、共射出ノズルは同じゲートで終端する少なくとも2つの溶融物チャネルを有する。封止装置は、(i)共射出ホットランナと(ii)静止金型又は機械セクションとの間の相対移動中に、共射出ホットランナを、射出アセンブリに結合されたホットランナスプルーブッシュに対して封止するように構成される。封止構造は、相対移動中に、共射出成形ホットランナスプルーブッシュを共射出ホットランナに対して封止するように構成される。結合構造は、射出アセンブリと静止金型又は機械セクションとの間に相対移動を提供するように構成される。  (もっと読む)
(もっと読む)
型内被覆成形品、金型内被覆成形方法、及び同金型内被覆成形用金型
【課題】樹脂成形品の塗膜の予め定めた部分において、色彩、又は、透明性等を変化させ、より意匠性を向上させた製品の提供。また、このような意匠特性に優れた製品の金型内被覆成形方法、及び同方法に利用可能な金型内被覆成形用金型の提供。
【解決手段】樹脂から形成された基体部と、同基体部上に形成された樹脂製塗膜とからなる型内被覆成形品において、該塗膜の厚さを、予め定めた部分において、他の部分とは異ならせることにより、該予め定めた部分において、色彩、又は、透明性を他の部分とは変化させたものである型内被覆成形品により達成。
(もっと読む)
一体型逆止弁を備える射出成形機シューティングポット
共射出ノズルを有する共射出ホットランナに設置されるように構成される射出成形シューティングポットアセンブリの逆止弁であって、共射出ノズルは同じゲートで終端する少なくとも2つの溶融物チャネルを有し、射出成形シューティングポットアセンブリの逆止弁は、弁入口及び弁出口を備える。逆止弁閉鎖体(好ましくはボール)は、(i)シューティングポットアセンブリと一体的に、又はシューティングポットアセンブリにすぐ隣接して配置され、且つ(ii)シューティングポットアセンブリの溶融物排出動作に応答して弁入口への樹脂漏れを防ぐように構成される。好ましくは、一体型逆止弁を備えるこのようなシューティングポットアセンブリが、共射出成形機に2つ以上設けられる。  (もっと読む)
(もっと読む)
射出成形機のスピゴット式シューティングポットピストン
共射出ノズルを有する共射出ホットランナに設置されるように構成される射出成形シューティングポットであって、共射出ノズルは同じゲートで終わる少なくとも2つの溶融物チャネルを有する、射出成形シューティングポット。射出成形シューティングポットは、近位端及び遠位端を有するシューティングポットピストンを備える。シューティングポットピストン延長部は、シューティングポットピストンの遠位端に配置され、シューティングポットピストンの排出サイクル中に逆止弁移動要素を押し出すように構成される。  (もっと読む)
(もっと読む)
射出成形シューティングポット作動のための装置及び方法
共射出成形シューティングポット作動構造が、共射出ノズルを有する共射出ホットランナに設置されるように構成される装置及び方法であって、共射出ノズルは同じゲートで終わる少なくとも2つの溶融物チャネルを有する、装置及び方法。シューティングポットは好ましくは、金型キャビティ半体及び金型コア半体のうちの一方に配置される。シューティングポットピストンが、シューティングポットから溶融物を排出するように構成される。伝達構造が、(i)金型キャビティ半体及び金型コア半体のうちの一方を通って延在し、(ii)力をシューティングポットピストンに伝達するように構成される。作動構造が、金型キャビティ半体の、共射出ホットランナとは逆の側に配置され、力を伝達構造に提供するように構成される。この構成は金型内のスペースを節減する。  (もっと読む)
(もっと読む)
単層物および多層物、ならびに、それらの物を製造する射出成型方法
好ましい実施形態において、方法および装置は、成型可能な材料を有する物体を生産可能である。物体は、単層および多層である。物体は様々な方法により形成されることができる。 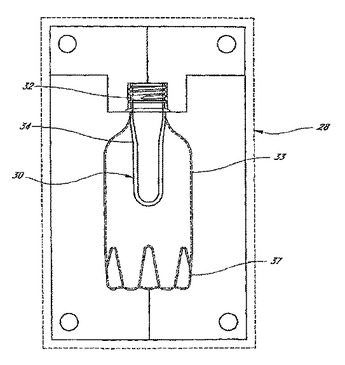 (もっと読む)
(もっと読む)
2つ又はそれ以上の材料で作成されるプリフォーム及びこれを得る方法
2つの異なる材料で作成されるプリフォームの作成方法、ここで第一の材料(4)及び第二の材料(22)が同軸でない中心軸を有するノズルで射出される。好ましくは、プリフォームは、第一の材料の側壁の中に第二の材料の包摂を含む。その新規プリフォームは、好ましくは底領域(1c)及び側壁領域(1b)を含み、底領域は、もっぱら第一の材料で作成され、かつ側壁領域は、第二の材料(22)により満たされる少なくとも1つの容積(14)を除いて、全般的に第一の材料(4)で作成される。  (もっと読む)
(もっと読む)
2つ又はそれ以上の材料で作製されたプリフォーム及びこれらを得るための方法
少なくとも2つの異なる材料(4、22)で作製された、吹込み成型に好適な新規複合プリフォーム(26)を得るためのプロセスと、これにより得られるプリフォームと、これらのプリフォームを吹込み成型することにより得られる物品。そのプロセスは、2つ(又はそれ以上)のプラスチック材料の射出成形を用いて、物品に吹込み成型可能なプリフォームを形成する。好ましい実施形態では、2つの材料は異なる色を有し、及び得られた物品は多色効果を示す。2つの材料は、互いを覆って積層されていない。  (もっと読む)
(もっと読む)
インモールドコーティング方法
環状オレフィン、触媒成分及び触媒活性成分からなる成形材料を金型内で反応させて成形品を得る反応射出成形工程と、前記成形品を前記金型内に成形品固定手段で固定した状態で、前記金型内に被覆剤を注入して硬化させ、前記成形品の表面に被膜を形成する被膜形成工程とを、有するインモールドコーティング方法。この発明によれば、被覆剤注入口に近い成形品の正面のみならず、被覆剤注入口から遠く、被覆剤が回り込み難い成形品の側面やコーナー部も均一で再現性良く被膜を形成することが可能であり、金型内から成形品を取り出すことが容易なインモールドコーティング方法を提供することができる。 (もっと読む)
プラスチック表皮の形成方法
本発明は、プラスチック製品を製造するための方法および装置に関するものであって、本発明による方法においては、型輪郭を有した金属型を、型輪郭に適合する輪郭のものとして形成された赤外エネルギー加熱部材からの赤外エネルギーを使用することによって、キャスト温度にまで、予熱し;予熱された金属型上へと、プラスチック材料をキャストし;赤外エネルギーを使用してプラスチック材料を溶融させ;相変化または状態変化を起こし得る材料を金属型に対して接触させることにより、金属型を冷却し;キャストされたプラスチック製品を金属型から取り外す。 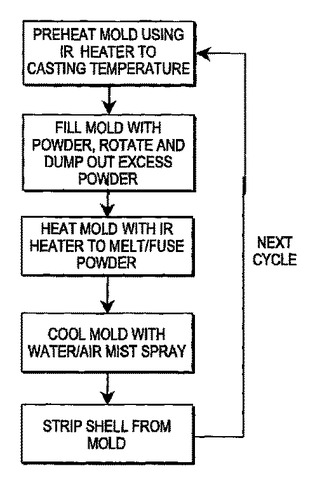 (もっと読む)
(もっと読む)
多色射出成形方法及びその成形装置
ドアパネル等の自動車用多色プラスチック部品(12)を製造するための工作機(10)が、各ショットの合間に金型を開くことのない複数の成形ショットを使用することによって製造される。すり傷、そり、又は収縮のないドアパネルが完成される。パネルを製造する方法は、スペーサ(32)を工作機内部で第1の位置に選択的に配置し、次いで第1の材料を射出することを含む。次いで、スペーサ(32)が第2の位置に進められて内部挿入体を所望の第2のショットの壁厚位置に設定する間、分割線は閉じたままで保持される。次いで、第2のショット材料が、第1のショット部品内の開口を通って射出装置の後部に導入される。この工程は、色及び材料を追加して多色さらに多材料の最終組立体を製作するために、繰り返されることができる。部品(12)は硬化されると取り出され、全工程が完了する。 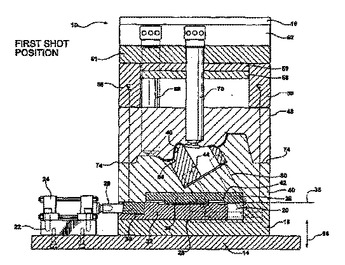 (もっと読む)
(もっと読む)
341 - 360 / 360
[ Back to top ]