
Fターム[4F202CB28]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (13,372) | 多種材料物品の成形 (859) | 多色(異色)物品の製造 (360)
Fターム[4F202CB28]に分類される特許
141 - 160 / 360
型内被覆成形用金型の製造方法及び塗料ウエルドラインの解消方法。
【課題】 型内被覆成形時に発生する塗料によるウエルドラインを効果的に防止できる型内被覆成形用金型の製造方法と、塗料ウエルドラインの解消方法を提供する。
【解決手段】 金型キャビティに周設したシェアエッジ構造の嵌合部にて外部への樹脂漏れ等を防止する型内被覆成形用金型を使用する型内被覆成形において、金型キャビティと該嵌合部の間に薄肉部でキャビティと連通する捨てタブ部を形成し、金型キャビティで成形した型内被覆成形品に塗料ウエルドラインが生じた場合に、塗料ウエルドラインに近接する薄肉部の肉厚が大きくなるよう金型を加工する。
本発明であれば、塗料ウエルドラインを解消するための必要な捨てタブを効率的に金型加工することができ、また、塗料ウエルドラインを捨てタブ内に効果的に誘導して、塗料ウエルドラインによる製品の欠陥を解消できる。
(もっと読む)
モールド成形方法、モールド成形品の製造方法、スティフナ付き基板、およびモールド金型

【課題】モールド成形品の品質を向上する。
【解決手段】まず、基板1上に、X方向に延在し、溝部6を有する成形体2aを形成する。次いで、基板1上に、溝部6を塞ぎながらY方向に延在する成形体2bを形成する。その後、成形体2aの形成温度および成形体2bの形成温度より高い温度で、成形体2aの樹脂および成形体2bの樹脂を熱硬化する。次いで、成形体2aと共に基板1をX方向で切断し、また、成形体2bと共に基板1をY方向で切断して、スティフナ7を有するモールド成形品10を形成する。
(もっと読む)
2色成形用金型装置および2色成形品
【課題】フィルムを波打ちすることなく2色成形品中にインモールドすることができる2色成形用金型装置及び2色成形品を提供する。
【解決手段】1次側金型の金型間にフィルム11を内在させ、1次側金型の第1キャビティC1に樹脂を射出して1次成形品8を成形し、フィルム付きの1次成形品8を2次側金型に移動させ、2次側金型の第2キャビティC2に樹脂を射出して2次成形品を成形することにより、1次成形品、2次成形品、フィルムが一体化された2色成形品を得る2色成形用金型装置において、第1キャビティC1は、1次成形品8からフィルム11がはみ出すようにフィルムよりも小さいサイズの1次成形品8を成形するように構成され、フィルムはみ出し側に位置し第1キャビティC1を形成するキャビティ形成壁面3aに、上記1次成形品8の成形収縮を規制する凸部3dが形成されていることを特徴とする。
(もっと読む)
型内塗装品の製造方法
【課題】 成形品裏面の形状に関係なく、所望の場所に磁性材料の配向による意匠を形成することができるようにする。
【解決手段】 裏面形成金型と表面形成金型と磁石が配置された塗膜形成金型とを備える型内塗装金型を用い、裏面形成金型と表面形成金型とを型閉じして、成形品を形成するための成形キャビティを裏面形成金型と表面形成金型との間に形成し、成形キャビティ内に成形樹脂を充填し冷却固化させて成形品を形成し、裏面形成金型が成形品を保持する状態で裏面形成金型と表面形成金型とを型開きし、裏面形成金型と対向する金型を表面形成金型から塗膜形成金型に切り替え、成形品を保持する裏面形成金型と塗膜形成金型とを型閉じして、磁性材料を含有する磁性塗料で成形品を塗装するための塗装キャビティを成形品と塗膜形成金型との間に形成し、塗装キャビティ内に磁性塗料を注入後、磁石により磁性材料の配向パターンを形成した後、磁性塗料を固化させることにより、磁性塗料を成形品に一体被覆させる。
(もっと読む)
金型装置
【課題】 2次成形の過程において、外層部を成形する側よりも内層部を形成する側に樹脂が早く充填されてしまう場合があり、その結果、外層部を成形する側に充填される樹脂が不十分となってしまい、外層部が短く形成されてしまう危険性があった。また、内層部を成形する樹脂が樹脂成型品である本体に接するのに対し、外層部を成形する樹脂が金属材質であるキャビティーに接する事とも相まって、外層部を成形する樹脂の未充填が顕著となる。
【解決手段】 1次成形品の表面に2次成形品を成形する2色成形における金型装置であって、前記2次成形品の外観を形成するキャビティーの内面と、前記1次成形品の外面との間に、2次成形品の内部に空間部を形成する筒状のコアピンを配置すると共に、そのコアピンの頂部近傍の外面に面取り部を施すと共に、その面取り部の近傍に前記キャビティーに樹脂を流し込むゲート部を形成した金型装置。
(もっと読む)
2色成形同時絵付け品の成形装置
【課題】製品外観に成形不良を発生させることなく2色成形同時絵付け品を成形する。
【解決手段】固定式のキャビティ型2と、可動式の1次成形コア型3と、1次成形空間部D1に絵付けシートを供給しキャビティ型に固定する絵付けシート供給装置20と、絵付けシートで覆われた1次成形空間部に1次成形用樹脂を射出する1次成形用樹脂射出路と、1次成形用樹脂の射出によって成形と同時に絵付けが施された1色目成形品R1′をキャビティ型に固定したまま型開きできるように、1色目成形品をキャビティ型に押圧するエジェクタピン44と、1次成形コア型に代えてキャビティ型に型締めされる2次成形コア型4と、1色目成形品を保持しているキャビティ型と2次成形コア型とで形成される2次成形空間部D2に2次成形用樹脂を射出する2次成形用樹脂射出路と、を備えてなることを特徴とする。
(もっと読む)
多材射出成形金型および多材射出成形方法
【課題】成形機の大型化や特殊な機能の付加を必要とすることなく、一般的な成形機を用いて、低コストにて品質不良の生じない多材成形品を得る。
【解決手段】1材目成形品30を成形するためのキャビティ面13aを構成する1材目キャビティ面形成コマ13と多材成形品32を取り出すための成形品エジェクタピン14等を有する1材目キャビティ面形成中子3と、1材目キャビティ面形成中子3の挿入穴および1材目成形金型用中子エジェクタピンを備えて1材目成形品30を成形する1材目成形金型と、2材目成形品31を成形するための固定側キャビティ面22a等を備えた2材目成形用固定金型18および1材目キャビティ面形成コマ13が挿入される挿入穴23aおよび2材目成形用射出成形機エジェクタロッド29を備えた2材目成形用可動金型19からなる2材目成形金型M12を備えた多材射出成形金型M10である。
(もっと読む)
インサート2色成形方法および2色成形金型装置並びにインサート2色成形品
【課題】手作業による金属部品のセットを解消し、金属部品を所定の位置に精度良くインサートする。
【解決手段】1次成形用金型で成形された1次成形品を2次成形用金型に移動させて連続的に2次成形品を成形し、1次成形品と2次成形品を一体化させる2色成形方法において、帯板状に加工された金属部品8を、1次成形用金型のキャビティ枠2a′に当接させてキャビティ2a内に配置し、1次成形用金型のキャビティに1次成形用樹脂を射出し、成形された1次成形品S1の表面と金属部品8の表面が面一である金属部品付き1次成形品を2次成形用金型に移動させ、2次成形用金型のキャビティに2次成形用樹脂を射出することにより、金属部品8がインサートされた2色成形品を成形することを特徴とする。
(もっと読む)
射出成形用金型及びこれを用いた樹脂成形品の製造方法
【課題】インサートシートに2材目の樹脂注入を行なうときに、ゲート飛びを防止でき、加えて、アンダーカット部を形成することができる射出成形用金型及びこれを用いた樹脂成形品の製造方法を提供する。
【解決手段】インサートシート3を備えた第1樹脂部6を可動型5に保持し、アンダーカット部9を形成するスライド型10を第1樹脂部6に対して配置しつつ、可動型5と第2固定型8とを型締めし、インサートシート3と第2固定型8との間に第2樹脂を注入して樹脂成形品を製造する際に、インサートシート3に樹脂成形品の外部に突出する突出片17を形成しておき、当該突出片17を可動型5に当接させつつ、当該突出片17とスライド型10とで挟まれた空間を介して第2樹脂を注入する。
(もっと読む)
多材射出成形装置および多材射出成形方法ならびに多材射出成形金型
【課題】ゲートの位置や形状に制約を生じることなく、多材射出成形を行うことが可能な多材射出成形技術を提供する。
【解決手段】固定金型とともに1材目成形品31aを成形するためのキャビティを構成する可動中子5を備えた可動金型4において、最終的な多材成形品を可動中子5から離型させるための成形品エジェクタピン16の他に、可動中子5を可動側型板6から突出させるための可動中子エジェクタピン11を設け、1材目成形品31aの成形後に、次の2材目成形品の成形に先立って、当該1材目成形品31aの時に形成された1材目成形品ゲート部31b、1材目成形品ランナ部31c、1材目成形品スプル部31d等の余剰樹脂を可動側型板6から離型させ、浮き上がらせてゲートカットを可能にし、2材目におけるゲート位置の配置等の自由度を高くした。
(もっと読む)
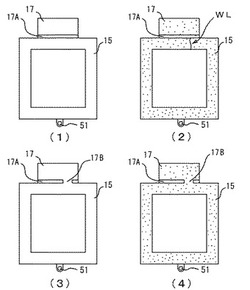
2色成形品とその製造方法
【課題】2次成形部を成形する際の射出圧力等によって1次成形部に変形や歪が生じないようにする。
【解決手段】1次成形において光学素子部1を成形した後、2次成形において着色外周部2を成形すると同時に、光学素子部1と着色外周部2とを一体化する2色成形品28の製造方法において、2次成形において光学素子部1に作用する応力を吸収するための薄肉部1bを光学素子部1に形成した。
(もっと読む)
複合成形品の製造方法
【課題】第1成形品が第1成形面から離間することを防ぐことで第1成形品にシワや破れを発生させることなく複合成形品を製造する。
【解決手段】本発明は、表皮材60(第1成形品)と基材70(第2成形品)とを一体成形してなる車両用内装材50の製造方法であって、凹状をなす第1成形面21と凸状をなす第2成形面31との間で表皮材60を成形する第1成形工程と、第1成形面21に保持された表皮材60と第3成形面41との間で基材70を発泡成形する第2成形工程とを備え、表皮材60は、第1成形面21に沿って成形される本体部61と、本体部61の外周に設けられた外壁部61Aを外周側に折り返した形態をなし、外壁部61Aとの間で第1成形面21の開口縁部23を挟み付ける突起62Bとを備えて構成されるところに特徴を有する。
(もっと読む)
二色成形品の成形方法並びに成形装置
【課題】キャビティ内に仕切りプレートを昇降させてキャビティを区画、あるいは連通させ、各分割キャビティ内に異なる色彩の溶融樹脂を射出充填して成形する二色成形品の成形方法並びにその成形装置であって、金型構造の簡素化し、かつ一般部の厚みと縦壁部の厚みを均一に制御する。
【解決手段】成形上下型50,60間のキャビティCを区画する仕切りプレート70は、成形下型60に収容される膨張・収縮チューブ80に支持され、膨張・収縮チューブ80の膨張時、仕切りプレート70を成形上型50の型面に当接するまで上昇させるとともに、膨張・収縮チューブ80の収縮時、仕切りプレート70を下降させてキャビティ同士を連通させる。更に、見切りライン11の左右縁部において、仕切りプレート70、膨張・収縮チューブ80を一般部10aと縦壁部10bに分割し、動作方向を相違させることで、一般部10aと縦壁部10bとの厚みを均一に制御する。
(もっと読む)
複合成形用の型締装置と金型装置、及び複合成形品の成形方法。
【課題】大型の射出成形機を要せずに圧縮成形が実施可能な複合成形品の成形方法とそれに用いる型締装置及び金型装置を提供することを目的とする。
【解決手段】第1型部13が取付けられる固定盤21と、第2型部15が取付けられる可動盤22の間に、可動型部14が回転かつ型開閉方向に移動可能に設けられ、可動型部14は、第1型部13と第2型部15との間を入替え可能に型合せされるとともに、第1型部13及び第2型部15にクランパ25,26により係脱自在に設けられている。
(もっと読む)
樹脂発泡成形品の製造方法及び樹脂発泡成形品
【課題】従来の製造装置に特別な装置を付加しなくても樹脂発泡成形品の成形のサイクルタイムを短くし得て、生産効率を高めることができる樹脂発泡成形品の製造方法を提供する。
【解決手段】第1分割型40と第2分割型48とで形成される第1キャビティ50に、発泡樹脂材料55を射出して充填し、その後第1分割型40を後退移動させて第1キャビティ50を拡大し、発泡樹脂材料55を発泡させて、表皮とその内側の発泡層を芯材12に一体に積層して成る樹脂発泡成形品を製造するに際し、第1分割型40に芯材12を貫通する複数の凸型部46を設けておいて、これら凸型部46にて発泡層を冷却し、脱型までの時間を短縮化する。
(もっと読む)
発泡成形品の製造方法及び発泡成形品
【課題】金型の摺動面の隙間から発泡樹脂材料が漏出する問題を解決することのできる発泡成形品の製造方法を提供する。
【解決手段】第1分割型40と第2分割型46とに分割された金型の第1キャビティ50に、硬質の樹脂製の芯材12をセットした状態で、発泡樹脂材料を射出して表皮と発泡層を成形及び芯材12に一体化するに際し、第1キャビティ50の拡大のための第1分割型40の後退移動時に、第2分割型46の第2摺動面52,54を第1分割型40に対し金属接触させることなく、芯材12の側端面22,折曲げ部28の外面56を第1摺動面として摺動させ、第1キャビティ50を閉鎖状態に維持するようになす。
(もっと読む)
射出成形体製造用の金型、射出成形体の製造方法および射出成形体
【課題】サイドウインカーをドアミラーに取り付けるために必要な取付け片を、ミラー側に退避した位置に形成したサイドウインカーを製造するにあたり、変形や樹脂漏れをすることなく二次射出成形を行えるようにする。
【解決手段】第一金型8と第二金型9とを型合わせして一次射出による第一、第二成形体3、4を形成し、しかる後、金型を相対移動させて、一次射出成形された成形体同志を突き合わせて突合せ面に二次射出することにより一体成形される射出成形体において、二次射出は、第一成形体の第二金型の離型面部3fに第二金型に形成された圧力受け部9aを当接して、該圧力受け部9aによって射出圧を受けるように構成した。
(もっと読む)
積層パネルの組立及び成形
積層パネルを組み立て且つ成形する方法が提供される。中間部材が積層台に設置され、積層台の中間部材上に一連の層を載置することによって、積層体が組み立てられる。その後、中間部材及び積層体が積層台から取り外されて成形面に配置される。その後、積層成形パネルを形成するために積層体の形状を変化させる態様で、積層体が中間部材を介して成形面に対して押し付けられる。最後に、積層成形パネルが中間部材から取り外される。この結果、積層台は、組立中、可撓性のある中間部材を支持することができ、積層体が自動処理によって組み立てられるように、比較的平らにされることができる。 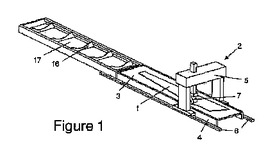 (もっと読む)
(もっと読む)
複合成形装置及びその複合成形装置の中間成形物の移載装置
【課題】異色又は異材質からなる複合成形品を1基の型締装置に搭載された複数の成形ステージで成形する複合成形装置に組み込まれて、各成形ステージで成形された中間成形物を後段の成形ステージに移動する移載装置は、成形品取出装置とは別の装置として改良されるべきである。
【解決手段】本発明の複合成形装置は、前記成形ステージを、それぞれの間に収容空間を形成した成形ステージとして前記型締装置内に配置し、前記移載装置を、該型締装置内に納めるとともに、前記中間成形物の把持具を、型閉じ中には前記収容空間で待機させ型開き中には隣り合う該成形ステージ間で往復させるように構成し、そして、前記型締装置とエジェクタ装置を、前記中間成形物に前記把持具を離接させる装置に構成する。また、本発明の複合成形装置の移載装置は、前記把持具を、隣り合う前記成形ステージ間で往復させるとともに前記収容空間で待機させる装置として構成される。
(もっと読む)
複数層複合体を連続的に製造するための方法
(A)少なくとも1つの支持体材料、
(B)少なくとも1層の結合層、及び
(C)その層厚さ全体を通る毛細管を含む、少なくとも1層のポリウレタン層、
を含む複数層の複合体を連続的に製造するための方法であって、
型を使用してポリウレタン層(C)を製造し、及び前記結合層(B)に変換される材料を使用して、前記ポリウレタン層(C)を、前記支持体材料(A)の上に取り付けることを含み、前記型は、80〜170℃の温度を有し、及び熱容量が100〜20000J/K・m2の範囲であることを特徴とする方法。
(もっと読む)
141 - 160 / 360
[ Back to top ]