
Fターム[4F202CB28]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (13,372) | 多種材料物品の成形 (859) | 多色(異色)物品の製造 (360)
Fターム[4F202CB28]に分類される特許
61 - 80 / 360
型内被覆成形用金型及び型内被覆成形方法
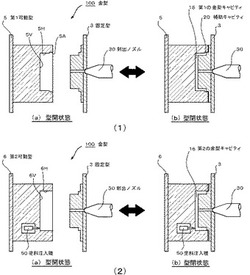
【課題】 雄型と雌型が組み合わされた金型を使用して、樹脂成形品の成形後に、雌型を交換してから、型内で成形した樹脂成形品を塗料によって被覆する型内被覆成形において、雌型を交換した後、樹脂成形品を塗料で被覆する際に生じる塗料の漏れを防止する。
【解決手段】 本発明によれば、雄型と第1の雌型とにより形成される金型キャビティの端部に補助キャビティ部を形成することによって、樹脂成形品の端部に突起部を形成する。そして、樹脂成形品の成形後に、雌型を交換してから、第2の雌型と雄型を組み合わせる際に、該突起部に、金型開閉方向に伸びる金型キャビティ面を嵌合させることによって、塗料漏れを防止するためのシール部を形成する。
(もっと読む)
パネルの成形方法

【課題】パネル本体の後面に枠状部を一体に設けた合成樹脂製パネルであって、前面側に向って凸となるように湾曲したパネルにおいて、凸の湾曲の程度が許容範囲内である、形状精度の良好なパネルを提供する。
【解決手段】固定型2と、該固定型に型閉めされる第1の可動型11とを用いて前記パネル本体を射出成形するパネル本体21の成形工程と、該第1の可動型11を型開きし、枠状部成形用キャビティ13を有した第2の可動型12を該固定型に対し型閉めし、枠状部22を射出成形する枠状部成形工程とを有するパネルの成形方法。第1の可動型11を型開きしたときに、パネル本体21の前記一方の面の周縁部が該固定型2のキャビティ面3aから離反する。
(もっと読む)
薄板樹脂製パネルおよびその製造方法
【課題】発泡樹脂製芯材シートと表皮材シートとの接着性を確保するとともに、金属製補強板の厚み方向の固定を可能とする薄板樹脂製パネルおよびその製造方法の提供。
【解決手段】内表面120同士を合わせることにより内部空間を形成する複数の発泡樹脂製芯材シート122と、該複数の発泡樹脂製芯材シート122それぞれの外表面123全体に接着された表皮材シート124と、内部空間に保持された金属製補強板125とを有し、複数の発泡樹脂製芯材シート122の一方は、内表面120に凸部130を有し、複数の発泡樹脂製芯材シート122の他方は、内表面120に、凸部130と相補形状の凹部131を有し、凸部130が凹部131に嵌合することにより、複数の発泡樹脂製芯材シート122により金属製補強板125を挟み込み、厚み方向に固定することを特徴とする薄板樹脂製パネル100。
(もっと読む)
数字ディスプレイのハウジングの製造方法
【課題】数字ディスプレイのハウジングの製造方法を提供する。
【解決手段】
上下開口した複数の空間ユニットを有する反射蓋構造を成形する第1の射出成形工程であって、前記複数の空間ユニットが前記反射蓋構造上における複数の反射面からなる第1の射出成形工程と、透明プラスチックを前記複数の空間ユニットに成形し、成形後の前記透明プラスチックの外壁面と前記透明プラスチックの外壁面が接する反射面とを接合することで前記数字ディスプレイのハウジングを形成するようにする第2の射出成形工程と、を備える。
(もっと読む)
複合成形品用射出成形機およびその成形方法
【課題】 第1の盤と第2の盤との間に、型開閉方向と直交する方向の軸を中心に回転される中間金型が設けられた複合成形品用射出成形機において、工場レイアウト上有利な構造とするとともに型締装置の全長を短くするか、または中間金型または回転盤の構造を簡単にする。
【解決手段】 第1の金型21が取付けられる第1の盤22と第2の金型23が取付けられる第2の盤24との間に、型開閉方向と直交する方向の軸Aを中心に回転される中間金型20,20が前記第1の金型21および第2の金型23と対応して設けられた複合成形品用射出成形機11の型締装置12において、前記第1の盤22または前記第2の盤24の少なくとも一方の盤22,24の中央には型開閉方向に沿って設けられた射出装置13,14のノズルが挿入される凹部32,38が形成され、前記凹部32,38内または前記凹部32,38の近傍には突出装置30,31が配設される。
(もっと読む)
音響用部材の製造方法
【課題】エッジの成形後に切断作業を行う必要がなく、良好な製品特性が維持されたエッジを備えた音響用部材を得ること。
【解決手段】音響装置フレームFに装着されるガスケット3と、ガスケットに接合され且つガスケットを形成する材質よりも軟質材で形成されたエッジ4と、を備える音響用部材1の製造方法であって、エッジの射出成形時に、音響用部材の軸線O方向に開口し、且つガスケットとエッジとの接合面3aに向くピンゲート46から成形用金型のキャビティ内に溶融樹脂を射出して、ガスケットに接合される接合部12の軸線方向の肉厚を、ガスケットよりも径方向の内側に配設される他の部分(10、11、13)の肉厚よりも厚く成形し、ガスケットの径方向の内側に連続し、且つピンゲートの開口方向の前方側に位置するエッジの面が、接合面と同一平面上、又は接合面よりもピンゲートの開口方向の前方側に位置している音響用部材の製造方法を提供する。
(もっと読む)
成形品、電子機器及び成形品の製造方法
【課題】転写箔を確実に成形層に保持しておくことができ、転写箔の加飾層または導電層の損傷を防止することができる成形品、電子機器及び成形品の製造方法を提供すること。
【解決手段】本実施形態に係る成形品では、1次成形層10と2次成形層20との間に、インモールド箔30の一部が挟み込まれている。これにより、インモールド箔30を1次及び2次成形層10及び20との間に保持しておくことができる。そして、加飾層及び端子電極層が、1次及び2次成形層10及び20の間に配置される。これにより加飾層及び端子電極層が損傷を受けたり、粉塵等が端子電極層に付着して電気的導通が阻害されたりすることを防止することができる。
(もっと読む)
搬送容器の壁構造、搬送機器の製造方法及び成形金型
【課題】孔閉塞部材の支持強度を従来より高くすることが可能な搬送容器の壁構造と、孔閉塞部材を支持する支持壁の形状の自由度を従来より高くすることが可能な成形金型と、その成形金型を利用した搬送機器の製造方法とを提供する。
【解決手段】本発明では、孔閉塞部材25を成形するための第2キャビティ39が成形金型30内に形成される前に、支持壁20を含めむ蓋枠壁13を成形するための第1キャビティ38が成形金型30内に形成されるので、従来の成形金型のように、蓋枠壁13の開口縁部の表裏が必ず同じ形状になるという制約がなくなり、支持壁20の形状の自由度が高くなる。
(もっと読む)
発泡樹脂パネル及びその成形型
【課題】薄肉パネル部の剛性が高い発泡樹脂パネルを提供する。
【解決手段】ソリッド層からなるスキン層19が表面に形成されると共に該スキン層19よりも樹脂密度が低い発泡層21が内部に一体に形成された厚肉パネル部15と、厚肉パネル部15に隣接して該厚肉パネル部15の成形時にスキン層19と共に一体に成形されたソリッド層からなる薄肉パネル部17とを備え、厚肉パネル部15と薄肉パネル部17との境界にスキン層19からなる段差部15aが板厚方向に形成されたボンネットフード1において、厚肉パネル部15及び薄肉パネル部17に対して段差部15aに跨るように補強リブ25を一体に形成し、該補強リブ25は、薄肉パネル部17側では表面から突出させ、厚肉パネル部15側では該厚肉パネル部15に食い込んでスキン層19と融合させる。
(もっと読む)
積層成形品の成形方法並びに成形金型
【課題】樹脂芯材表面に表皮を真空貼りしてなる積層成形品の成形方法並びに成形金型であって、成形上型と表皮との先当たりを防止することで、外観性能を高める。
【解決手段】成形下型60の外周にシール用側壁68を配設し、成形上下型50,60を型締めする前段階において、表皮22の周縁部分をシール用側壁68でシールした状態で表皮22を成形下型60の型面形状に真空成形により馴染ませる。従って、成形上下型50,60の型締め時、表皮22に成形上型50が先当たりすることがない。
(もっと読む)
射出成形方法
【課題】複数の樹脂成形層を別個の成形型を用いることなく形成することができ、さらに、転写シートの搬送機構の簡素化を図ることができる射出成形方法を提供する。
【解決手段】本発明の射出成形方法は、金型を型締めして形成される第1の閉空間S1に、転写シート3に形成されている第1の転写柄21を配置する第1の転写柄配置工程と、第1の閉空間S1に溶融樹脂を射出して第1の転写柄21が転写された第1の樹脂成形層11を形成する第1の射出工程と、第1の射出工程後に金型を型締めして形成される閉空間が拡大されるようにコア部を後退させる成形型後退工程と、成形型後退工程後に金型を型締めして形成される第2の閉空間S2に、転写シート3に形成されている第2の転写柄22を配置する第2の転写柄配置工程と、第2の閉空間S2に溶融樹脂を射出して第2の転写柄22が転写された第2の樹脂成形層12を形成する第2の射出工程とを含む。
(もっと読む)
射出成形機の金型取付部材および金型取付方法
【課題】金型の正確な位置決めができ、構造が簡単でコスト安く、寿命が長い金型取付部材を提供する。
【解決手段】金型を取り付けて相対的に開閉動作可能な互いに対向した複数の型盤と、前記互いに対向した複数の型盤にそれぞれ取り付けられ、前記互いに対向した複数の型盤の閉動作により互いに当接して、内部にキャビティを形成する金型4と、金型4の下端面4bに設けたテーパ状凹形状部4aと、金型4を取り付けて相対的に開閉動作可能な型盤の一方又は両方の下部に設けられ、吊り下ろされる金型4の重量を受けると同時に上下方向の位置決めを行うための水平面15bを有し、前記金型のテーパ状凹形状部4aのテーパー面に嵌合し、左右方向の位置決めを行うための一つのテーパー状凸形状部15aと、前記一つのテーパ状凸形状部15aと一体に形成された一つの弾性部とを備えた位置決め部材15からなることを特徴とする。
(もっと読む)
二色成形品及びその製造方法
【課題】二色成形品及びその製造方法に関し、二次側成形時に発生するガス焼けやウエルドラインの発生を防止する。
【解決手段】一次側成形品30は、一次側ベース部50、一次側装飾用凸部60、立上面61,62、交差面63〜66、該立上面及び該交差面とで少なくとも囲まれ、該一次側装飾用凸部の外側に位置する該一次側ベース部上の袋小路部70,71、該袋小路部に形成され、該一次側ベース部の意匠面側から裏面側に貫通する二次側樹脂流動路80,81、一次側ベースの裏面側から突出し、該二次側樹脂流動路の周囲を囲む防護壁90を有する。二次側成形品40は、意匠面側成形部100、裏面側成形部110、該二次側樹脂流動路を意匠面側から裏面側に流動し、該防護壁をはさんで該裏面側成形部と離れて点在する点在成形部120を有する。
(もっと読む)
3色成形方法
【課題】ボックスの開口を覆うように組み付けられるパネルと、このパネルの一部に設けられる透明板と、この透明板の内面側とボックスの内部に配置された表示手段の表示面との間を密封するためのクッションとを、異なる3つの樹脂部材によって3色成形する場合でも、透明板を通したときの表示手段の視認性が悪化することを防止できる3色成形方法を提供すること。
【解決手段】3色成形方法は、パネルXを射出成形する第1の成形工程と、透明板Yを射出成形する第2の成形工程と、透明板Yの内面側の縁にクッションZを射出成形する第3の成形工程とを備えている。第2の成形工程では、透明板Yの内面側の縁にフランジY1が一体的に成形されるように透明板Yの成形キャビティ10を形成し、この形成した成形キャビティ10のうち、フランジY1が成形される成形キャビティ10から樹脂を射出して透明板Yを成形する。
(もっと読む)
樹脂成形品の製造方法
【課題】溢出した余剰の光硬化性樹脂を適切に処理しつつ樹脂成形品を得ることができる樹脂成形品の製造方法を提供する。
【解決手段】透光性樹脂部の露出面36と加飾シート21との距離が個々の部位毎に所期の値を有し、周縁部31のうち少なくとも一部に加飾シート21の張出部24を備えた基材23を得る工程;基材23に光硬化性樹脂を載置する樹脂載置工程;基材23の上から型43を載置し、隙間44に光硬化性樹脂を充填すると共に、溢出した余剰の光硬化性樹脂を張出部24によって保持する型載置工程;光を光硬化性樹脂に照射する光硬化工程;を有する。
(もっと読む)
熱可塑性樹脂成形品の成形方法
【課題】大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる熱可塑性樹脂成形品の成形方法を提供すること。
【解決手段】配置工程においては、ゴム型2のキャビティ22の一部に、その形状に沿った形状の固形状態の第1熱可塑性樹脂3Aを配置すると共に、キャビティ22の残部に、粒子状態の第2熱可塑性樹脂3Bを配置する。次いで、加熱工程においては、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、これらを加熱して溶融樹脂として溶融させる。そして、冷却工程においては、キャビティ22内の溶融樹脂を冷却して、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品を得る。
(もっと読む)
シール部材を備えた筐体の製造方法
【課題】シール部材を備えた筐体の製造工程を削減でき、生産性を向上させることのでき、かつ、金型費の増大を抑えることができるシール部材を備えた筐体の製造方法を提供する。
【解決手段】可動側金型と、第一固定側金型10とを重ね合わせて形成されたキャビティに、第一材料を射出して、筐体100を形成し、可動側金型に筐体100を保持した状態で、第一固定側金型10を可動側金型から離間させる。次に、筐体100を保持した可動側金型を第二固定側金型と対向する位置へ移動させ、可動側金型と、第二固定側金型とを重ね合わせて形成されたキャビティに、第二材料を射出して、可動側金型に保持された筐体にシール部材を形成する。
(もっと読む)
撮像レンズユニットの製造方法及び成形金型装置
【課題】光学レンズのホルダーとカバーとの位置ズレを抑制できる撮像レンズユニットの製造方法及びそのための成形金型を提供する。
【解決手段】成形金型装置20は、固定型24と可動型22とを有している。成形金型装置20では、固定型24と可動型22とのうち、少なくとも一方を他方に対して型開閉方向とは直交する方向に移動させることにより、ホルダー2とカバー4とを整合位置に移動させ、当該整合位置で固定型24と可動型22とを型締め可能である。
(もっと読む)
トランスファ成形による成形法および成形品
【課題】インサート品の変形を抑制するトランスファ成形による成形法および成形品を提供する。
【解決手段】トランスファ成形による成形法は、金型5内のキャビティ5aにおいてインサート品3を封止するトランスファ成形による成形法であって、キャビティ5a内でインサート品3の表面を覆うことでキャビティ5a内でインサート品3の表面が露出しないように第1樹脂1をキャビティ5a内に注入する工程と、第1樹脂1が注入された後、注入する際の粘度が第1樹脂1より高い第2樹脂2をキャビティ5a内に注入する工程とを備えている。
(もっと読む)
樹脂成形用金型装置
【課題】本発明は、見た目・触感などを変化させた様々な車両内装品を1つの成形機、金型で可能にすることが目的である。
【解決手段】キャビティ11ならびにコア12を備え、これら両型の型締めによって生まれる空間内に樹脂を射出して成形される車両用内装品の意匠パネルの樹脂成形用金型装置1において、前記キャビティ11又は前記コア12に設けられ、前記空間を形成する金型面の少なくとも一部13cを形成し、前記空間を狭める方向又は広げる方向に移動可能な可動型13と、該可動型の移動位置を制御する可動型制御部15を設け、予め可動型13が所定間隔移動し、前記空間内へ樹脂を射出することで、前記車両内装品意匠パネル3の形状を部分的に変更することができる。
(もっと読む)
61 - 80 / 360
[ Back to top ]