
Fターム[4F202CB28]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (13,372) | 多種材料物品の成形 (859) | 多色(異色)物品の製造 (360)
Fターム[4F202CB28]に分類される特許
41 - 60 / 360
2色成形樹脂ウィンドウ及び2色成形樹脂ウィンドウの製造方法
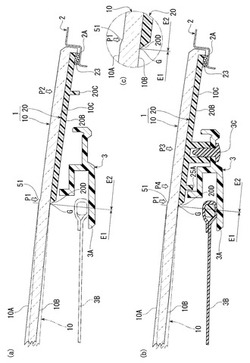
【課題】外観品位の低下を抑制できる2色成形樹脂ウィンドウを提供する。
【解決手段】2色成形樹脂ウィンドウ1は、射出成形によりパネル形状に形成され、透明性を有する第1樹脂成形体10と、射出成形により第1樹脂成形体10の裏面10Bに一体化され、不透明性又は半透明性を有しつつ第1樹脂成形体10を補助する第2樹脂成形体20とを備える。第1樹脂成形体10の表面10Aには、第1樹脂成形体10と第2樹脂成形体20とが重なる領域である接合領域E2上で、第1樹脂成形体10のみの領域である透明領域E1と接合領域E2との境界Gに沿って延在する段差部51、52、53、54が形成されている。
(もっと読む)
防振装置

【課題】許容荷重と低バネ定数を両立させた防振装置を高信頼性および低コストで提供する。
【解決手段】中空筒状の弾性部材4と、防振対象物Xに固定される上側プレート2と、本体フレームYに固定される下側プレート3とを備えた防振装置1である。弾性部材4は、中間部に形成された小径部5と、小径部5から、上側プレート2に向かって内径が拡大する第1大径部6と、下側プレート3に向かって内径が拡大する第2大径部7とを備えていて、第1大径部6の端部に上側プレート2が一体に結合される一方、第2大径部7の端部に下側プレート3が一体に結合されている。上側プレート2は、第1大径部6の端部の開口を覆うように弾性部材4と一体に結合されていて、開口を覆う部位には、防振対象物Xと固定するための締結部材10が設けられている。
(もっと読む)
2色成形用金型及び2色成形品の成形方法
【課題】1次成形部を凹状に成形することなく、かつ、1次成形部が可動側金型とともに第1のキャビティから移動可能な2色射出成形金型及び2色射出成形方法を提供すること。
【解決手段】2色射出成形金型1は、可動側金型3と、第1のキャビティ41を可動側金型3との間に規定する第1の固定側金型5と、可動側金型3とともに1次成形部45が第1のキャビティ41から移動した際に、第2のキャビティ61を可動側金型3との間に規定する第2の固定側金型7とを備える。可動側金型3は、1次成形部45の成形時に第1の固定側金型5の固定側ランナ51から第1の樹脂43が流入する可動側ランナ55と、可動側ランナ55からの第1の樹脂43を第1のキャビティ41に射出し、第2のキャビティ61で2次成形部65が成形されるまで、1次成形部45と可動側ランナ55に残留した第1の樹脂43とが一体化された状態が保持されるゲート57,71とを備える。
(もっと読む)
ドライバ用グリップ及びその製造方法
【課題】 グリップ本体が握り易いだけでなく、グリップ本体に回転トルクを加えた際に、回転トルクが効率的にコアに伝達できる工具のグリップ及びその製造方法を提供する。
【解決手段】 長尺に形成され、工具1の柄部11に固定される剛性のコア2と、筒状に形成され、コア2の外周に固定される弾性のグリップ本体3とを備え、グリップ本体3は、外周部を形成するグリップ外層31と、グリップ外層31の内側に配置され、グリップ外層31の握り変形を可能にする弾性層34とを備え、コア2は、長手方向と直交する方向に突出し且つ長手方向に沿って配置される突出部22,23を備える工具のグリップにおいて、突出部22,23は、長手方向と直交する方向において、先端部22a,23aが露出するように延設されることを特徴とする。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】塗装面(意匠面)側の開口部端部に塗料バリが発生せず、型開きの際、塗装面側の金型への樹脂成形品の抱き付きを防止することができ、製品押し出しの際、樹脂成形品に変形を生じさせない金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】第1金型と塗料注入機を備えた第2金型とが組み合わされて形成される金型キャビティに溶融樹脂を射出充填させて成形される樹脂成形品に、貫通する開口部を形成するための凸部が型開閉方向に突出するように形成されている金型内塗装用金型であって、前記開口部を形成するための凸部が、前記樹脂成形品の非塗装面側の前記第1金型に形成された第1凸部と、前記第1凸部と対向するように塗装面側の第2金型に形成された第2凸部との突き当てにより形成されていることを特徴とする金型内塗装用金型によって達成される。
(もっと読む)
合成樹脂製成形品
【課題】薄い板状に形成した合成樹脂製の成形品の強度を高め、破損を抑制することを目的とする。
【解決手段】環状の薄い板状の金属製又はセラミックス製の補強部材42,43が、環状の薄い板状の合成樹脂製の本体部21,31の全周に亘って、本体部21,31に完全に被覆され、埋設され、補強部材42,43の本体部21,31内での位置を決定するための位置決め部材5が、補強部材42,43と結合し、本体部21,31内に埋設されていることを特徴とする合成樹脂製の成形品。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】 成形品の表面に2層あるいは3層の塗膜を形成することにより、色彩表現に優れた外観性の良い樹脂成形品を、効率的に生産できる金型とその成形塗装方法。
【解決手段】 共通金型と成形下塗り金型を閉じ合わせ、間に形成されるキャビティ内に溶融状態の樹脂を射出充填し、その後冷却固化して、樹脂成形品を成形する工程と、共通金型と成形下塗り金型を開き、樹脂成形品と成形下塗り金型の間に隙間を形成し、隙間内に下塗り塗料注入機から下塗り塗料を注入し硬化させる工程と、共通金型と成形下塗り金型を開き、共通金型が下塗り塗装された樹脂成形品を保持した状態で、共通金型と上塗り金型を閉じ合わす工程と、下塗りされた樹脂成形品と上塗り金型の間に形成される隙間に、上塗り塗料注入機から上塗り塗料を注入し硬化させる工程と、からなる金型内塗装方法。
(もっと読む)
型内被覆成形用金型
【課題】型内で成形した樹脂成形品を塗料によって被覆する型内被覆成形において、樹脂成形品の両面に塗装を施しても塗料漏れしない漏れ防止機構を備えた型内被覆成形用金型を提供する。
【解決手段】型内被覆用成形金型の製品キャビティ15の外周部に金型開閉方向に延びる補助キャビティ17Aを設けて、該補助キャビティ17Aの固定側面及び可動型面に溝部を形成する。そして、樹脂の成形の際に、該溝部で補助キャビティで成形した部分の両面に突起を形成することによって、例え、金型を微開して塗料を注入したとしても、塗料が漏れ出さないシールを形成する。また、前記補助キャビティの先端に、エジェクターピン8等を配して、補助キャビティ17A部分をエジェクターピン8で突き出して製品を取り出す方式とすれば、製品取り出しの際にも、樹脂成形品の塗装面を傷つけることがない。
(もっと読む)
体液浄化カラム、その製造方法及び製造装置
【課題】人体に有害な溶剤、微粉末片等の残留物はなく、1、2次射出成形が適用されているにも拘わらず接合強度、接合部の気密性、液密性等は高く、医療器具として安全に使用できる体液浄化カラムを提供する。
【解決手段】体液の出入り口(9、9)を有する容器本体と、該容器本体内に設けられている体液浄化用充填材(F)とからなる。容器本体は、1次射出成形により成形された一対の半容器(A、B)が接合部位(C)において2次射出成形により接合されたものである。その接合部位(C)は、本体部(Ah、Bh)から斜め内方に角度θで広がるように傾斜して延びている接合部(At、Bt)の突合せ先端部(T、T)の外周部に位置している。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】 2色の樹脂から構成され透明状のクリヤ塗装で覆われた外観性に優れた樹脂成形品を、効率的に製作できる金型とその成形塗装方法である。
【解決手段】 共通金型と第一成形金型を閉じ合わせ、間に形成される第一キャビティ内に溶融状態の樹脂を射出充填し、冷却固化して、第一成形品を成形する。共通金型と第一成形金型を開き、共通金型が第一成形品を保持した状態で、共通金型と第二成形金型とを閉じ合わす。共通金型と第二金型と第一成形品との間に形成される第二キャビティ内に、溶融状態の樹脂を射出充填し、冷却固化して、第一成形品と固着した第二成形品を成形する。第二成形金型を開き、第二成形金型と第一成形品およびと第二成形品との間に隙間を形成し、隙間内に塗料注入機から塗料を注入する。注入完了後、第二成形金型を型閉じ方向に前進させ塗料に型締力を負荷しながら硬化させる。
(もっと読む)
内装材の製造方法および内装材
【課題】溝部における第1成形品と第2成形品の接合強度を向上させ、かつ、外観見栄えを向上させる。
【解決手段】本発明は、オーナメント基材28と、このオーナメント基材28とは異種の材質あるいは同種の材質で色が異なるものからなるドアトリム基材24とを備え、オーナメント基材28とドアトリム基材24との連結部40に沿って溝部22が形成されたドアトリム10の製造方法であって、オーナメント基材28を成形し、ドアトリム基材24を成形する成形型のうち下型52にオーナメント基材28を載置し、上型50に設けた押さえ部54をフランジ部32に押圧することで成形空間Sの内部をシールするとともに成形空間Sに延長部34を位置させて成形型を型閉じし、延長部34が第2成形品から離脱するとした場合における離脱経路上に樹脂を回り込ませて延長部34を覆い部38で覆うことにより連結部40を成形するところに特徴を有する。
(もっと読む)
樹脂成形品とその製造方法と樹脂成形品用成形型
【課題】本発明は、一次成形により得た光学素子の品質を二次成形により低くさせることなく、二次成形で得る隣接部材においても成形安定性や、遮光機能を確保することができる光学素子と、それに隣接した隣接部材とを一体化して成形する樹脂成形品とその製造方法と樹脂成形品用成形型を提供することである。
【解決手段】一次成形用金型10の可動側金型300と一次固定側金型100との間の一次キャビティ1000で光学素子1を一次形成する際に、光学素子1は、回転規制部1cが形成され、一次成形用金型10の可動側金型300と一次固定側金型100との型開き後に、二次成形用金型20によって光学素子1が保持された可動側金型300と、二次固定側金型200との間の二次キャビティ5000で隣接部材2を二次成形する際に、光学素子1の回転規制部1cと可動側金型300の成形面との接合部の凹凸嵌合部分で光学素子1の中心線を中心とする光学素子1の回転方向のすべりを規制する構成にした。
(もっと読む)
2色成形パネルの成形金型及び該金型を用いた2色成形パネルの成形方法
【課題】2色成形パネルの外観見栄えを向上させる。
【解決手段】第1樹脂R1からなる基材3を保持するコア型103と、コア型103に対向するように配置されたパッドキャビ型107とを備え、基材3とパッドキャビ型107との間の第2キャビティ125に第2樹脂R2を充填することにより、基材3の表面に第2樹脂R2からなる第2樹脂層5が基材露出部7を有するように一体に形成されたインストルメントパネル1を成形する2色成形金型101において、パッドキャビ型107に、基材3表面の第2樹脂層5形成箇所と基材露出部7との境界に沿って基材露出部7に圧接する所定幅の圧接面119を設け、圧接面119に、基材露出部7にシボ模様を転写する微細な凹凸を形成する。
(もっと読む)
インモールドラベル容器金型
【課題】本発明の目的は、インモールドラベル容器の形成において、隣接するラベルの隙間が生じることを防止し、本来、容器の本体にない新たな機能をラベルにより付与するインモールドラベル容器を提案するものである。
【解決手段】インモールドラベル形成において、容器本体を形成する溶融樹脂の熱をラベルの接着に有効に利用する為の金型に関するものであり、ラベル重ね貼り部分とその他の部分の金型を、熱伝導性の異なる金型で構成することにより、ラベルの接着を均一にするものである。
(もっと読む)
射出成形機及び射出成形方法
【課題】 熱可塑性樹脂部及び熱硬化性樹脂部が一体成形された樹脂成形品を射出成形する。
【解決手段】 キャビティの一部を構成する下型UM1〜UM5と、下型UM1〜UM5と共に熱可塑性樹脂が充填される第1キャビティを構成する第1上型PM1、PM2と、下型UM1〜UM5と共に熱硬化性樹脂が充填される第2キャビティを構成する第2上型PM3、PM4と、第1キャビティ内に熱可塑性樹脂を射出する第1噴射ヘッド5A、5Bと、第2キャビティ内に熱硬化性樹脂を射出する第2噴射ヘッド5Cとを備える射出成形機1において、シリコーン成形工程(ST3)の終了後、第2上型PM3、PM4と共に下型UM1〜UM5を硬化工程(ST4)に移動させるので、硬化工程にて熱硬化性樹脂の硬化させることができる。したがって、生産効率の低下を抑制しつつ、成形サイクルの相違を吸収して同一のシステム内で成形できる。
(もっと読む)
注出口栓、注出口栓の製造法及び包装容器
【課題】局所的加熱のための特殊な熱源を必要とせず、短時間で容器に接着可能であって、周辺部の熱に弱い部分を熱変形、損傷から保護することができる注出口栓、注出口栓の製造法及び包装容器を提供する。
【解決手段】液体用紙容器の注出孔3に設けられる注出筒4及び、注出筒と一体化して注出孔内周辺の容器内壁又は外壁と接合するフランジ5を有するスパウト6と、好ましくはスパウトを覆うスクュー・キャップ若しくはヒンジ付きキャップと、容器開封手段の、スパウトを封止するように内蔵された破断可能なプルタブ若しくは易開封性封止膜用カッターとからなる注出口栓であって、容器壁と接合するフランジシール層が、加熱手段による加熱を促進する加熱促進材を含む。
(もっと読む)
発泡樹脂成型品の製造方法
【課題】発泡倍率の異なる発泡樹脂成型材料によって成型された部分の境界に隙間が形成されず、かつ、強度を高めるべき成型部分の体積の誤差を小さくすることができる発泡樹脂成型品の製造方法を実現する。
【解決手段】スライドコマ8を第2のキャビティ2cに配置した状態で高発泡倍率の原料Aを第1のキャビティ2a,2bに充填する。次に、ピストンシリンダ装置9を作動させてスライドコマ8を退避させながら低発泡倍率の原料Bを第2のキャビティ2cに充填する。このとき、第2のキャビティ2cに充填された原料Bが、第1および第2のキャビティ間の仕切りの役割を果たすため、第1のキャビティ2a,2bから第2のキャビティ2cに原料Aが流入するおそれがない。また、原料Bを圧送するための圧送空気によって原料A,Bが撹拌され難い。
(もっと読む)
成形品組立体製造装置
【課題】複数の成形品を成形した後、成形品が互いに連結されるまでの間、成形品の姿勢を所定の姿勢に確実に維持する装置を提供する。
【解決手段】第1成形型52Hを使用して第1成形品12を成形すると共に第2成形型51Uを使用して第2成形品11Uを成形し、その後、第1成形型に第1成形品を保持させた状態で第1成形品の一部を露出させると共に第2成形型に第2成形品を保持させた状態で第2成形品の一部を露出させ、第1成形型に対して第2成形型を移動させて第1成形品に第2成形品を連結させることによって複数の成形品からなる組立体を製造する成形品組立体製造装置に関する。第2成形品の成形時に第2成形品の外形を規定する壁面として第2成形型が第2抜出可能方向に対して垂直な方向に第2成形品外周壁面を一周するように延在する第2成形品包囲壁を有する。
(もっと読む)
成形品を成形するための成形装置
【課題】第1成形型と第2成形型とを具備し、これら成形型を組み合わせて1つの成形品を成形する成形装置を提供する。
【解決手段】成形品を成形した後、第1成形型に成形品を把持させた状態で第2成形型を第1成形型から離れるように移動させ、その後、第1成形型に把持されている成形品を第1成形型から押し出すことによって成形品を成形装置50から排出する成形装置50に関するもので、成形品の成形時に第1成形型に把持される成形品の部分に成形品を第1成形型から押し出す方向に延在するリブ20が形成される。
(もっと読む)
インモールド転写材用粘着離型ポリエステルフィルム
【課題】 インモールド転写箔の基材に用いるフィルムの少なくとも一方の面に粘着離型層を設けるに際し、かかる粘着離型層としてハードコート層を粘着離型層上に容易に加工でき、かつ転写後はハードコート層と剥離しやすく、しかも被転写物の大きさに合わせた幅にスリット加工する際に箔こぼれ現象が生じないような粘着剥離特性を有しており、インモールド用転写箔の基材フィルムとして有用なインモールド転写材用粘着離型ポリエステルフィルムを提供する。
【解決手段】 ポリエステルフィルムの少なくとも片面に粘着離型層を有し、該粘着離型層が特定のフルオロアルキルアクリレートとフッ素を含まないアクリレートとを構成成分とする共重合体および架橋剤を含有し、該共重合体のガラス転移温度が20℃以下であって、該粘着離型層に対するハードコート層の剥離力が0.2N/mm以上0.4N/mm以下であるインモールド転写材用粘着離型ポリエステルフィルムによって得られる。
(もっと読む)
41 - 60 / 360
[ Back to top ]