
Fターム[4F202CB28]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (13,372) | 多種材料物品の成形 (859) | 多色(異色)物品の製造 (360)
Fターム[4F202CB28]に分類される特許
21 - 40 / 360
樹脂成形品の製造方法
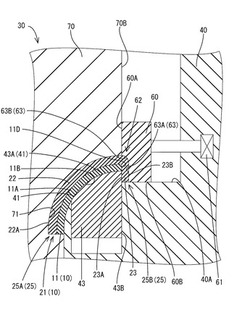
【課題】第1層及び第2層を射出成形によって製造する場合において、第2層の端末処理作業を廃止することができる樹脂成形品の製造方法を提供する。
【解決手段】第1型40と第2型50とを型閉じするとともに、中子60を第1型40及び第2型の双方に当接させた状態とすることで、基材11を成形するための基材成形空間15を形成する第1型閉じ工程と、基材成形空間15に樹脂を射出して基材11を成形する第1層成形工程と、第1型40と第3型70とを型閉じすることで、表皮材本体部22を成形するための本体部成形空間25Aを形成するとともに、中子60を第1型40及び第3型70の双方に当接させた状態とし、表皮材折返部23を成形するための折返部成形空間25Bを形成する第2型閉じ工程と、本体部成形空間25A及び折返部成形空間25Bに樹脂を射出して表皮材21を成形する第2層成形工程と、を備えることを特徴とする。
(もっと読む)
多色成形品の製造方法、及び成形型

【課題】互いに屈曲する形で配された第1板部と第2板部の双方に亘って第1成形品と第2成形品との境界部分が形成された多色成形品を成形可能な多色成形品の製造方法を提供する。
【解決手段】トリムボード20は、第1成形品30と第2成形品40との境界に沿って延設された溝部23が主面部21と立壁部22に亘って延びる形で形成されるものであり、第1成形空間91に溶融樹脂を射出して第1成形品30を成形する第1成形工程と、第2成形空間92に第1成形品30とは異なる色の溶融樹脂を射出して第2成形品40を成形する第2成形工程と、を備え、第1成形工程においては、溝部23の延設方向に沿って延びる延設面71Aを有するスライド型70を、主面部21及び立壁部22によって構成される屈曲面の延設方向に移動させることで、延設面71Aによって第1成形空間91における第2成形空間92側の開口を閉塞した状態とすることを特徴とする。
(もっと読む)
多色成形用成形型と多色成形品の成形方法と多色成形品
【課題】 本発明は、一次成形品である光学素子の固定側の光学機能面を二次成形の際に第2の固定型で変形させてしまうことを防止でき、かつ一次成形によって成形された第1の成形品と二次成形型部材との結合界面の外表面に窪みが発生してしまうことを防止することができる多色成形用成形型と多色成形品の成形方法と多色成形品を提供することである。
【解決手段】 一次成形型10による一次成形後、二次成形を行う二次成形型20の第2の固定型200は、光学素子1の凸面光学機能面1a1と対応する部分が中空形状であって、前記光学素子1の凸面光学機能面1a1以外にのみ前記一次成形部との当接部を有する。
(もっと読む)
多色成形品の製造方法、及び成形型
【課題】第1成形品と第2成形品との接合強度をより高くすることが可能な多色成形品の製造方法を提供する。
【解決手段】第1成形空間91に第1溶融樹脂を射出してドアトリム本体30を成形する第1成形工程と、第2成形空間92に第1溶融樹脂とは異なる色の第2溶融樹脂を射出してオーナメント40を成形する第2成形工程と、を備え、第1成形工程においては、第1可動型71、第2可動型72、第3可動型73によって突部を成形するための各成形面を形成し、第1成形空間91に第1溶融樹脂を射出することで、貫通孔33Aが形成された状態の突部33を成形し、第2成形工程においては、第2溶融樹脂を貫通孔33Aに充填させるとともに突部33が嵌合された状態の凹部43を成形することを特徴とする。
(もっと読む)
表皮材付き製品の製造方法
【課題】簡単な装置によって、貫通孔の形成された表皮材付き製品を製造する方法を提案する。
【解決手段】出没可能な可動ピン13が嵌合した型10の上に基材2をセットすると共に、その基材2に形成された貫通孔4を可動ピン13に嵌合し、次いで加熱されて軟化した表皮材3を可動ピン13と基材2の上にセットし、その表皮材3の表面を圧縮空気によって加圧して、該表皮材3を基材2の表面に密着させて当該表皮材3を基材表面に接着すると共に、当該表皮材3を可動ピン13の表面に密着させ、次いで電熱線18を加熱させて表皮材3を切断し、しかる後、可動ピン13と、その可動ピン13に密着した表皮材部分103を下方に下げる。
(もっと読む)
スライドコア装置
【課題】コンパクトでスライドコアの構成が簡便なスライドコア装置を提供する。
【解決手段】スライドコア装置は、開位置と閉位置との間を移動可能なスライドコア1が閉位置に位置するとき、カム部材4が所定の上方位置から下方位置へ移動されると、カム部材4の揺動部材43がスライドコア1の段差部14を乗り越えて揺動部材43上のカム面42が、段差部14に設けられた傾斜面12に対向し、その後、カム部材4が下方位置から上方位置へ移動されると、カム面42が傾斜面12に作用し、スライドコア1が、閉位置から開位置へ移動するにように構成される。
(もっと読む)
電池パック、電池パックの製造方法及び樹脂成形体の射出成形方法
【課題】樹脂製で厚肉部と薄肉部を有する外装ケース内に電池を収納してなる電池パックにおいて、外装ケースのソリを抑制し、寸法の精度を向上させる。
【解決手段】合成樹脂からなり厚肉部と薄肉部とを有する外装ケース内に電池が収納されてなる電池パックであって、外装ケースは、厚肉部が射出成形により形成された後に、薄肉部が射出成形により形成されることにより、厚肉部と薄肉部との間で生じる残留応力を緩和し、ソリ変形を抑えた電池パックの提供が可能である。また、電子機器への装着寸法の精度を向上させることができる。
(もっと読む)
注型成形用金型、及び注型成形品の製造方法
【課題】注型成形による二層成形の際に発生する非製品領域を容易に除去可能な注型成形用金型、及び、注型成形品の製造方法を提供することを課題とする。
【解決手段】キャビティ5の端部付近に、下型4より突出した突出部(流路狭め部)6を形成する。前記突出部6により、第一層に形成された低剛性部(薄肉部)は、他より薄肉となっているため剛性が低く、低剛性部を起点に、下方へ力を加えることで、低剛性部より先端が分離し、除去すべき非製品領域の部分が小さくなる。また、前述の通り、低剛性部の周囲の第一層は剛性が低くなっているため、手による加工でも十分に先端を分離させることができる。
(もっと読む)
多層樹脂成形品成形用の金型構造
【課題】第2樹脂成形部材の端末部にアール部等の形状を有する多層樹脂成形品(2色成形品)を外観見栄え良く成形し得る金型構造を提供する。
【解決手段】基材11上にパッド13を一体に成形してなるコンソールリッドアウター7を成形する金型装置101において、コア型103及び第1キャビ型105の第1キャビティC1端部外側には、型閉め状態で型抜き方向Aに移動可能に互いに接するシール面部111a,111bの端部から型抜き方向Aと交差する第1キャビティC1外方に広がり型閉め状態で互いに突き当たる突き当て面部113a,113bとでパーティング面が構成されている。コア型103の突き当て面部113aには、パッド13の端末部に対応する凹形状部115がシール面部111aに連続するように凹設されている。第2キャビ型107の型成形面107aは、型閉め状態でコア型103の凹形状部115の外側縁115aに連続している。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】意匠面端部に意匠面に連続するアンダーカット形状部を有する樹脂成形品であっても、該アンダーカット形状部が塗装される金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】共通金型と第1金型とが組み合わされて成形される1次成形体と、1次成形体が保持された共通金型と組み合わされて形成される第2キャビティに、1次成形体と溶着しない第2樹脂を射出充填させて成形される2次成形体11の1次成形体と当接する部分においてアンダーカット形状部10Cを成形させる第2金型と、1次成形体及び2次成形体11が保持された共通金型と組み合わされて、2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第1隙間が形成される第3金型と、第3金型に配置され、前記1次成形体には密着しない第1塗料を注入させる第1塗料注入機と、を備えたことを特徴とする金型内塗装用金型によって達成される。
(もっと読む)
車両用ドアミラー、およびその反射鏡ユニットの成形方法
【課題】反射鏡ユニットの成形工数の削減と、有効視界範囲の拡大が可能な車両用ドアミラーの提供を図る。
【解決手段】裏面に反射膜12bを蒸着した合成樹脂製の鏡体2の裏面と周面とを内包して、合成樹脂製のホルダー3を積層状に一体成形することによって、両者の溶着工数を不要としている。また、鏡体2の反射面側周縁部でのホルダー3による抱持を不要として、有効視界範囲を拡大可能としている。
(もっと読む)
インサート成形金型、シート供給装置およびインサート成形物の製造方法
【課題】深絞りが要求されるインサート成形を実施するにあたり、金型内で賦形可能であり、かつインサート成形時に打痕を発生させないためのインサート成形金型、シート供給装置およびインサート成形物の製造方法を提供する。
【解決手段】B金型のキャビティ形成面に一対のエア供給部とエア吸引部とを備え、かつ前記B金型のキャビティ形成面の周囲に、前記エア供給部および前記エア吸引部とは独立した真空吸引口を設けた真空吸引溝が掘られており、前記真空吸引溝とキャビティ形成面とはエア流路で連結されているインサート成形金型と、B金型に対向する位置に加飾シートを保持し、前記加飾シートを加熱することができるシート供給装置とを備える。
(もっと読む)
型内被覆成形方法及び型内被覆成形用金型
【課題】 型内被覆成形において成形品の表面側から注入した塗料を側面から裏面側に周り込ませて塗装する場合でも、効果的に塗料の漏れを防止する技術を提供する。
【解決手段】 本発明に係わる型内被覆成形用金型では、製品キャビティの金型割面に隣設した補助キャビティに突起部を配して金型開閉方向に伸びる壁部を形成するとともに、該壁部を形成する金型部分に対して、金型開閉方向に直交する方向に伸びる微小突起を成形するための溝部を形成した。本発明は、前述の構成により、成形時において金型を微小に開くことにより塗料を注入するための隙間を確保するとともに、微小突起が溝部から外れて金型のキャビティ面に強く押し付けられるので漏れを防止するためのシール部を形成する。従って、本発明によれば、樹脂成形品の表面側から注入した塗料を側面から裏面側に周り込んで広げて塗装する場合においても、塗料の漏れを効果的に防止できる。
(もっと読む)
射出成形品塗装金型及び射出成形品塗装方法
【課題】射出成形品塗装金型を用いて形成した成形品の製造において、製造効率を低下させずに、成形品の表面の一部にコーティング液や塗料を塗装すること。
【解決手段】型閉じ及び型開きが可能な固定側金型2と可動側金型4との間に、型閉じ状態において形成されている成形空間へ溶融樹脂を射出し、成形空間へ射出された溶融樹脂を冷却して固化させて成形品Pを形成し、固定側金型2に取り付けられて成形空間と隣接し、且つ液体が浸透可能な多孔性材料で形成された液体浸透部6へ塗装液を供給して、成形品Pのうち成形空間内で液体浸透部6と接触する部分に、固定側金型2と可動側金型4とを型閉じ状態として、塗装液を移動させる。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】金型移動手段を使用する、ある特定の形状を有する2層成形製品の金型内塗装において、金型分割面がフラットな構造で、且つ、金型キャビティから塗料等の被覆剤が漏れ出すことを防止するシール目的の不要部分等が無くても、被覆剤が漏れ出すことを防止することができ、被覆剤注入後に被覆剤に直接型締力を作用させることができる2層成形品用の金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】コア金型と、前記コア金型と組み合わされて第1キャビティが形成される第1キャビティ金型と、前記第1キャビティ内に第1樹脂を射出充填させて成形される1次成形体が保持された前記コア金型と組み合わされて、前記1次成形体の外周部全周に前記1次成形体が内包される第2キャビティが形成される第2キャビティ金型と、を備えたことを特徴とする2層成形製品用の金型内塗装用金型によって達成される。
(もっと読む)
多層成形装置及び多層成形方法
【課題】表皮材の加熱・軟化効率を向上させる予備賦形工程により、ドローダウン現象による表皮材の位置ズレを防止すると共に、成形サイクルタイムを短縮させることができる多層成形装置及び多層成形方法を提供する。
【解決手段】固定盤に取り付けられる共通型と、前記共通型と組み合わされて金型キャビティが形成される少なくとも1組の平行な金型分割面を有する回転金型部と、可動盤に取り付けられ、前記回転金型部の前記金型分割面と対向する面に加熱手段が配置されたダミープレートと、前記固定盤と前記可動盤との間に配置され、前記回転金型部を型開閉方向に直交する回転軸周りに回転可能に支持し、型開閉方向に移動させる回転金型支持手段と、前記回転金型部の金型キャビティにおいて真空成形が可能な真空成形手段と、を備えたことを特徴とする多層成形装置によって達成される。
(もっと読む)
成形方法
【課題】ガラス板の全周に合成樹脂の成形部を、このガラス板の変形や破損をできるだけ招かない態様で、容易かつ適切に成形できるようにする。
【解決手段】雌雄一対の主型30、31と、この一対の主型30、31のいずれか一方に対しこの一対の主型30、31の金型分割方向xと同じ方向に可動可能に組み合わされると共に前進位置において主型内空間S内に位置される一部32aによってこの主型内空間Sを内側空間Saとこれを囲繞する外側空間Sbとに仕切る補助型32とを備えた金型3を用い、前記内側空間Sa内に前記ガラス板1をセットした後、前記外側空間Sbに前記成形部2を構成する一次側部分20の合成樹脂を充填し、次いで、前記補助型32を後退させてガラス板1と一次側部分20との間に空隙Scを形成させこの空隙Scに前記成形部2を構成する二次側部分21の合成樹脂を充填する。
(もっと読む)
歯間ブラシの成形方法および成形装置
【課題】歯肉を傷めず、歯垢、食物残滓等を略完全に除去できる歯間ブラシを安価に成形できる歯間ブラシの成形方法を提供する。
【解決手段】歯間ブラシは、硬質材からなる本体部(H)と軟質材からなり多数のブラシ毛がを有するブラシ部(B)とから構成する。このような歯間ブラシを、固定側金型(1)と、可動側金型(10)と、可動側金型(10)のパーティング側に設けられている成形治具(30)とからなる成形装置によって成形する。金型(1、10)には1次成形位置(X1)と2次成形位置(X2)が設けられ、成形治具(30)は180°回転させてこれらの位置を交互に移動させることができる。1次成形して本体部(H)を成形する。本体部(H)は成形治具(30)に載せて、成形治具(30)と共に2次成形位置(X2)に移動させ、2次成形によって本体部(H)にブラシ部(B)を成形する。1次成形と2次成形は実質的に同時に行う。
(もっと読む)
複合成形品及びその製造方法
【課題】ガーニッシュ本体部とクッション部とを接合して一体化したピラーガーニッシュにおいて、ガーニッシュ本体部からクッション部が剥がれ難くする。
【解決手段】ガーニッシュ本体部14の凹状リブ部20(クッション部15の棒状部26との接合部)に2つの突出部27を設け、クッション部15を射出成形する際に2つの突出部27を凹状リブ部20の表面から離れる方向に対して交差する方向に変形(傾斜又は湾曲又は屈曲)させることで、クッション部15の棒状部26のうちの突出部27と凹状リブ部20との間に、凹状リブ部20の表面から離れる方向において突出部27に対してアンダーカット形状となるアンダーカット部28を形成する。これにより、ガーニッシュ本体部14の凹状リブ部20の突出部27とクッション部15の棒状部26のアンダーカット部28とが係合状態となり、凹状リブ部20から棒状部26が剥がれ難くなる。
(もっと読む)
2色成形樹脂ウィンドウ及び2色成形樹脂ウィンドウの製造方法
【課題】外観品位の低下を抑制できる2色成形樹脂ウィンドウを提供する。
【解決手段】2色成形樹脂ウィンドウ1は、射出成形によりパネル形状に形成され、透明性を有する第1樹脂成形体10と、射出成形により第1樹脂成形体10の裏面10Bに一体化され、不透明性又は半透明性を有しつつ第1樹脂成形体10を補助する第2樹脂成形体20とを備える。第1樹脂成形体10の表面10Aには、第1樹脂成形体10と第2樹脂成形体20とが重なる領域である接合領域E2上で、第1樹脂成形体10のみの領域である透明領域E1と接合領域E2との境界Gに沿って延在する段差部51、52、53、54が形成されている。
(もっと読む)
21 - 40 / 360
[ Back to top ]