
Fターム[4F202CB28]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (13,372) | 多種材料物品の成形 (859) | 多色(異色)物品の製造 (360)
Fターム[4F202CB28]に分類される特許
201 - 220 / 360
金具付きゴム製品の成形方法及び成形用型並びに成形装置
【課題】第一のゴム部と第二のゴム部とに一つの金具が加硫接着されてなる金具付きゴム製品を優れた生産性をもって低コストに成形し得る技術を提供する。
【解決手段】成形用型40の成形キャビティ66内に、金具12を収容配置して、第一のゴム部を与える第一のキャビティ部70と第二のゴム部を与える第二のキャビティ部72とを互いに非連通に形成した後、該成形用型40に設けられるポット60内に第一の未加硫ゴム材料74を収容して、それをプランジャにて加圧することにより、該第一の未加硫ゴム材料74を前記第一のキャビティ部70内に圧入、充填するトランスファ成形操作を実施する一方、第二のキャビティ部72内に、第二の未加硫ゴム材料76を射出、充填するインジェクション成形操作を実施するようにした。
(もっと読む)
二色成形品の製造方法

【目的】製造効率を向上させることができ、且つ、製造コストを抑えることができる二色成形品の製造方法を提供すること。
【解決手段】(1)第一射出成形機を用いてその第一金型に第一溶融樹脂を流し込みこれを固化させることにより射出成形を行い一種又は二種以上の樹脂成形品を得る第一工程と、
(2)工業用ロボットを用いて、樹脂成形品又は樹脂成形組立品を第二射出成形機の第二金型にセットしてチャックを外す中間工程と、
(3)第二射出成形機を用いて第二金型と樹脂成形品又は樹脂成形組立品との隙間に第二溶融樹脂を流し込みこれを樹脂成形品又は樹脂成形組立品と一体になるように固化させることにより射出成形を行い二色成形品を得る第二工程とからなることを特徴とする二色成形品の製造方法。
(もっと読む)
二色成形品の成形方法並びに成形金型
【課題】射出成形工法を採用した二色成形品の成形方法並びに成形金型であって、見切りライン付近の絞流出を防ぎ、外観性能を高める。
【解決手段】成形金型40における成形上型50は、ドアトリムアッパー側上型51と、ドアトリムロア側上型52の分割構造とし、ドアトリムロア側上型52は、ガススプリング54を介して支持プレート53aに支持され、かつ外周シリンダ63の動作によりドアトリムアッパー側上型51に対してドアトリムロア側上型52を上方に押し上げて、両者間に段部56を形成し、この段部56における金型側面51aに成形下型60に配置した分割ブロック82のシール面83を摺接シールすることで、分割ブロック82が金型の製品面に触れることなく、第1のキャビティC1と第2のキャビティC2とを区画する。
(もっと読む)
フレキシブル管状部材の製造方法とそのフレキシブル管状部材成形用金型
【課題】軟質の内層管部と硬質の外層部とが射出成形で一体に製造されたフレキシブル管状部材の製造方法とそのフレキシブル管状部材成形用金型の提供。
【解決手段】本発明のフレキシブル管状部材の製造方法は、一対の金型10内に外層用スライドコア20を挿入し、外層用キャビティ25を形成する工程と、外層用キャビティ25に硬質熱可塑性合成樹脂を射出して外層部を成形する工程と、金型10内から外層用スライドコア20を離脱させるとともに、内層用スライドコア30を挿入し、内層管用キャビティ35を形成する工程と、内層管用キャビティ35に軟質熱可塑性合成樹脂を射出し、内層管部を成形するとともに外層部と内層管部とを一体化させる工程と、金型10から内層用スライドコア30を離脱させた後、金型10からフレキシブル管状部材40を取り出す工程とからなっている。
(もっと読む)
二重成形インサート成形品及びその製造方法
【課題】両面に第1形成体と第2形成体が形成された導電性フィルムと外部回路との電気的接続を安定化することができる二重成形インサート成形品及びその製造方法を提供する。
【解決手段】頭部24bが軸部24aよりも軸方向と直交する断面積が大きい導電性ピン24を備え、軸部24aが導電性フィルム21と第1成形体22とを貫通して外部に露出する状態で両者に保持され、軸部24aに隣接する頭部24bの下部が導電膜層21bに接し、頭部24bの上部が第2成形体23に接するように設ける。
(もっと読む)
挿入コネクタ部材におけるシール取付方法
【課題】挿入コネクタ部材の位置を変更することなくシール部材を取り付けることが可能なシール取付方法を提供すること。
【解決手段】シール部材(柔軟部材)1を、成形装置の開放動作のみによって、挿入コネクタ部材(硬質部材)1が形成された型内に取り付ける。また、まず、型内におけるシール室に柔軟部材1を成形し、次に、型内における所定の範囲に空洞部を形成するとともに、該空洞部に前記挿入コネクタ部材を射出成型する。さらに、前記シール部材1である空洞部の形成を、弾性支持されたリングによって自動的に行う。  (もっと読む)
(もっと読む)
樹脂成形体及びその成形方法
【課題】第1の樹脂成形体の表面の一部に第2の樹脂成形体が一体に形成されている樹脂成形体において、この第2の樹脂成形体の際(きわ)が鮮明となっている樹脂成形体と、その成形方法を提供する。
【解決手段】樹脂成形体20は、車両の樹脂製窓ガラスであり、板状の第1の成形体21と、該第1の成形体21の周縁部を周回するように設けられた枠状の第2の成形体22とを備えている。第1の成形体21の一方の板面にのみ第2の成形体22が設けられている。第1の成形体21の該一板の板面には、第2の成形体22の板央側に沿って延在する凸条21aが設けられている。
(もっと読む)
成形製品の作製方法
【課題】本発明は、金属またはその合金の層が表面または内部に適用された成形製品の作製方法を提供する。
【解決手段】この方法では、成形型が使用され、この方法は、成形工程および金属化工程から構成され、成形工程および金属化工程は、両方とも、成形型内で行われ、該金属化工程は、無電解プロセスよりなり、本発明は、さらに、該方法により得られた成形製品を含むデバイスに関するものである。
(もっと読む)
樹脂成形体及びその成形方法
【課題】第1の樹脂成形体の表面の一部に第2の樹脂成形体が一体に形成されている樹脂成形体において、この第2の樹脂成形体の際(きわ)が鮮明となっている樹脂成形体と、その成形方法を提供する。
【解決手段】樹脂成形体20は、車両の樹脂製窓ガラスであり、先に射出成形された板状の第1の成形体21と、該第1の成形体21の周縁部を周回するように後から射出成形された枠状の第2の成形体22とを備えている。第1の成形体21の一方の板面にのみ第2の成形体22が設けられている。第2の成形体22の板央側は、辺縁側ほど厚みが小さくなっている。第2の成形体22の板央側の辺縁部はRを有した、凸に湾曲した断面形状となっており、樹脂が十分に充填されるよう構成されている。
(もっと読む)
インモールド成形方法
【課題】 トリミングラインのずれ、腐蝕、剥離等の問題を生じることなく、部分的なフィルムインサート成形による材質感や色調の切り替えを可能とするとともに、相互に接着性が乏しい2種以上の樹脂材料を使用した二色成形を可能とし、要求される機能および製品コストに応じた多種多様な材料選択を可能とするインモールド成形方法を提供する。
【解決手段】 スライド型(23、24)を備え、該スライド型の位置に応じて一次成形部(21a、22a)および該一次成形部に隣接した二次成形部(22b、23b)を画成可能な金型(21、22)を使用し、前記一次成形部に予備成形したフィルム(10)をインサートした状態で第1の樹脂材料を射出し第1部分(11)を成形した後、前記第1部分の前記フィルム表面の一部を接合面(10a)として含む二次成形部(22b、23bおよび23a、24a)に第2の樹脂材料を射出することによって、前記第1部分と前記接合面を介して接合された第2部分(12a、12)を成形する。
(もっと読む)
射出成形機のトグル式型締装置
【課題】回転盤の対称位置に複数の金型を取付けたトグル式型締装置において、可動盤からの型締力を複数の金型に均一に伝達できるようにする。
【解決手段】型置盤と受圧盤とを連結したタイバーに可動盤を挿通して型置盤に対し進退自在に設ける。可動盤の型置盤に臨む盤面に回転盤を設ける。受圧盤と可動盤の上下位置にトグルリンクを連結して両盤間にトグル機構を設ける。可動盤と回転盤の当接面を、回転盤の対称位置に設定した複数の型取付面との対応面に制限する。可動盤の上下位置のトグルリンクによる型締力を複数の金型に均一に伝達する。
(もっと読む)
車両用外装品
【課題】バリを後加工で除去せずに安全性を確保する。
【解決手段】鍔体2を含めた庇部3の略中央部から上側かつ内側に、第1の合成樹脂材料である遮光性樹脂材料にカーボンブラックを配合した半透光性の黒色の着色樹脂からなる遮光部20を形成し、下側と、遮光部20を外側から覆うように下側から延設された上側に、第2の合成樹脂材料である透光性樹脂材料からなる透光部21および延設部21aを形成する。境界部23の両側の遮光部20と透光部21に、バリ31に沿って形成されたバリ31の表出面33と、バリ31の表出高さよりも高く表出面33から立設された壁面35とからなる保護部37をそれぞれ設ける。
(もっと読む)
二重射出によるクラッシュパッド製造時の材料混合防止方法及びそのシステム
【課題】2種材質の樹脂を同時に射出してクラッシュパッドを製造する過程で、1種の樹脂が充填される領域内に他種の樹脂が浸透することを効果的に防止する材料混合防止方法及びそのシステムを提供する。
【解決手段】本発明は、二重射出(Two_shot molding)工法によって、軟性の高い第2材料でPABドア領域20部分を、剛性の高い第1材料で前記PABドア領域20以外の部分を一体的に射出成形してクラッシュパッド10を製造する過程における材料間の混合を防止する方法であって、前記PABドア領域20の外部において、前記第1材料と第2材料の混合現象を引き起こす部分のクラッシュパッド10の厚さを薄くする流れ遅延ダム55を射出金型50上に形成することにより、第1材料の流れを遅延させ、第1材料と第2材料の固化を促進させることを特徴とする。
(もっと読む)
自動車用の換気装置、換気装置を製造する鋳型及び方法
【課題】機能性の点にて通常の必要条件に適合することのできる、単純な設計の換気装置を効率良くシリーズ製造することを可能にする。
【解決手段】自動車の換気装置10は、プラスチックで出来たハウジング12と、ハウジング12に対して射出成形された少なくとも1つの換気フラップ14とを備える。ハウジング12は、換気フラップ14の各々の接続領域内に開口部を有する。換気装置10を製造するための鋳型は、2つのコアを有しており、これらのコアは、射出位置において、換気フラップ14の輪郭を規定し、また、型抜き位置において、鋳型内にて形成された成形部分を型抜きすることを可能にする。射出位置において、開口部が換気フラップ14の接続領域内にて2つのコアの間に形成される。鋳型により換気装置10を製造する方法において、換気フラップ14は、ハウジング12の開口部24を通してハウジング12に対して成形される。
(もっと読む)
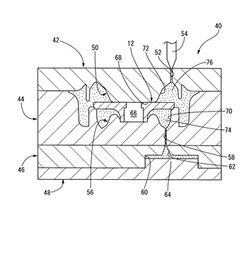
射出成形体の製造方法、燈体の製造方法、燈体の製造装置および燈体
【課題】一の半製品を二種類の材料で構成することができる射出成形体の製造方法、手間をかけずに遮光領域を有した燈体を製造することができる燈体の製造方法、燈体の製造装置、および遮光領域を確実に確保することができる燈体を提供する。
【解決手段】レンズ部2とハウジング4を備えた燈体1において、レンズ部2の一部に遮光部2dが形成されている。
(もっと読む)
成型防音構成部品およびその製造方法
本方法は、防音構成部品に所望される形状を有する鋳型空洞の壁の一部分上に、空洞全体を占有しない第1の多孔質の層(1)を配置するステップと、第2の開放気泡の多孔質の層(3)を形成するために、鋳型の空洞内に発泡高分子組成物を射出するステップとを含む。第1の多孔質の層(1)の上に実際的に気密の中間層(2)を配置するステップと第2の多孔質の層(3)を形成するために高分子組成物を射出するステップの2つのステップが、発泡高分子組成物を射出する単一のステップで同時に行われる。 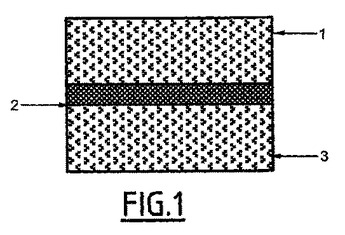 (もっと読む)
(もっと読む)
射出成形体の製造装置、燈体の製造装置および燈体
【課題】一の半製品を二種類の材料で構成することができる射出成形体の製造装置、手間をかけずに遮光領域を有した燈体を製造することができる燈体の製造装置、および遮光領域を確実に確保することができる燈体を提供する。
【解決手段】レンズ部を射出成形するための成形用金型56と、ハウジングを射出成形するための成形用金型57と、を備え、レンズ部とハウジングとを一次射出によりそれぞれ成形し、成形されたレンズ部とハウジングとを突き合わせた後、その突き合わせ部に二次射出して一体化成形可能に構成された燈体の製造装置50において、成形用金型56に、レンズ部の一部に凹陥部を形成して一次射出するとともに、凹陥部に遮光性材料を二次射出可能に構成された移動金型装置14が備えられている。
(もっと読む)
成形成膜装置および成形成膜方法
【課題】形状および成膜が異なった第一、第二の成形成膜体2、3を一台の成形成膜装置で交互に連続して製造できるようにする。
【解決手段】第一成形型部6と第三成形型部10とで形成された未成膜の第一成膜成形体2bに第一成膜型部8で成膜2cを施して第一成型成膜体2を製造する共に第二成形型部7と第四成形型部7とで未成膜の第二成膜成形体3bを型成形する工程と、前記工程で成形された未成膜の第二成膜成形体3bに第二成膜型部9で成膜3cを施して第二成型成膜体3を製造する共に前記未成膜の第一成膜成形体2bを型成形する工程とを繰返すようにする。
(もっと読む)
転写成形装置
【課題】しわの発生を防止して成形品に正確に図柄を転写することができる転写成形装置を提供する。
【解決手段】互いに当接または離間可能な固定側金型2,3および可動側金型4,5と、固定側金型に設けられたキャビティに対し転写フィルムを供給するフィルム供給機構と、固定側金型と可動側金型の間に配置される枠状の押圧部7aを有し、キャビティ6周囲の転写フィルムFを押圧部7aによって固定側金型に押し付け、固定するフィルムクランプ機構と、押圧部7aによるフィルム固定範囲外側の固定側金型当接面に、溶融樹脂を射出する射出孔が開口しているノズル部8aと、可動側金型の金型当接面に凹設され、押圧部7aを迂回してノズル部8aとキャビティ6とを連絡する射出用通路9とを備えてなることを特徴とする。
(もっと読む)
二色成形品の製造方法
【課題】所望の意匠性が確保された二色成形品を優れた製作性をもって経済的に有利に製造し得る方法を提供する。
【解決手段】一次成形キャビティ42と、一次成形体の二次成形体との接合面を形成するキャビティ面部分において開口するピンゲートからなる第一のゲート38とを形成した後、一次成形キャビティ42内に、光不透過の有色の第一の樹脂材料44を射出充填して、一次成形体を形成し、次いで、一次成形体が収容された二次成形キャビティと、二次成形体の意匠面とは異なる面を形成するキャビティ面部分において開口する第二のゲートとを形成した後、二次成形キャビティ内に、第一の樹脂材料よりも流動性の高い無色透明の第二の樹脂材料を射出充填して、二次成形体を形成すると共に、それを一次成形体に一体接合するようにした。
(もっと読む)
201 - 220 / 360
[ Back to top ]