
Fターム[4F202CM85]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 離型剤 (1,022) | 型面への供給、適用 (318) | 型面の適用状態 (120) | 焼付けるもの (16)
Fターム[4F202CM85]に分類される特許
1 - 16 / 16
成形装置および成形方法
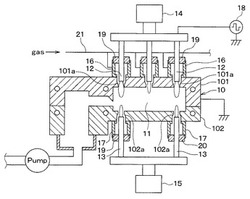
【課題】金型が閉められた状態で金型表面にプラズマを照射できる成形装置を提供する。
【解決手段】溶融材料が送り込まれる金型10と、プラズマが発生するプラズマ電極12、13とを備え、金型10には、プラズマ電極12、13で発生したプラズマを金型10の内部空間11に照射するためのプラズマ照射口101a、102aが設けられている。プラズマ照射口101a、102aは、離型ピン12、13が挿入されるピン穴101a、102aで構成することができ、プラズマ電極は、離型ピン12、13で構成することができる。
(もっと読む)
離型層付きモールドおよびその製造方法ならびにモールドの製造方法

【課題】インプリント耐性を十分に備えながらも、精度良くパターンを転写させる。
【解決手段】インプリントにより所定のパターンを被転写物に転写するための元型モールド30に離型層が設けられる離型層付きモールドにおいて、前記離型層に含まれる化合物の分子鎖における主鎖にはフルオロカーボンが含まれ、前記化合物の分子鎖は、元型モールドに対して吸着している吸着官能基を少なくとも2個以上有し、前記吸着官能基において、前記吸着官能基と元型モールドとの吸着の元となる結合エネルギーが、前記化合物の分子鎖における吸着官能基同士の結合エネルギーよりも大きい。
(もっと読む)
金属微細構造体及びその製造方法並びに樹脂成形物の製造方法
【課題】母型の凹凸パターンにクラックの無い金属膜を形成し、母型の凹凸パターンの破損を抑制するとともに凹凸パターンが反映された金属膜を支持部材に転写して金属微細構造体を製造することができる方法を提供する。
【解決手段】凹凸パターン14が形成された母型10の表面に下記式(I)で表されるシランカップリング剤の膜16を形成する。シランカップリング剤の膜上に金属膜18を形成した後、金属膜と該金属膜を支持する支持部材20とを一体化させる。金属膜を支持部材とともに母型から剥離させることにより、母型の凹凸パターンが反映された金属膜と、該金属膜と一体化した前記支持部材とを有する金属微細構造体30を得る。 (もっと読む)
(もっと読む)
インプリント用モールド離型剤
【課題】モールドを用いて繰り返しパターン転写を行っても、離型性に優れ、かつ、モールドの劣化が抑制できる離型剤を提供する。
【解決手段】モールドの材料と化学的に反応する官能基を1つまたは2つ有する化合物をインプリント用モールド離型剤として用いる。
(もっと読む)
テンプレート処理方法、プログラム、コンピュータ記憶媒体及びテンプレート処理装置
【課題】テンプレートの表面に離型剤を適切に成膜しつつ、テンプレート処理のスループットを向上させる。
【解決手段】テンプレートの表面に離型剤を成膜するテンプレート処理では、先ず、洗浄液槽に貯留された洗浄液中に複数のテンプレートを浸漬させ、当該テンプレートの表面を洗浄する(工程A2)。その後、離型剤槽内に貯留された離型剤中に複数のテンプレートを浸漬させ、当該テンプレートの表面に離型剤を付着させる(工程A3)。その後、テンプレート上の離型剤を乾燥させる(工程A4)。その後、アルコール槽内に貯留されたアルコール中に複数のテンプレートを浸漬させ、当該テンプレートの表面に離型剤を密着させ、さらに離型剤の未反応部分を除去する(工程A5)。その後、テンプレート上のアルコールを乾燥除去する(工程A6)。こうしてテンプレートの表面に離型剤が所定の膜厚で成膜される。
(もっと読む)
テンプレート処理方法、プログラム、コンピュータ記憶媒、テンプレート処理装置及びインプリントシステム
【課題】テンプレートの表面に離型剤を適切に成膜しつつ、テンプレート処理のスループットを向上させる。
【解決手段】テンプレートの表面に離型剤を成膜するテンプレート処理では、先ず、洗浄ユニットにおいて、テンプレートの表面を洗浄する(工程A2)。その後、塗布ユニットにおいて、テンプレートの表面に離型剤を塗布する(工程A3)。その後、光照射ユニットにおいて、テンプレート上の離型剤に350nm〜2500nmの波長の光を照射して、テンプレートの表面に離型剤を密着させる(工程A4)。その後、リンスユニットにおいて、離型剤をリンスして、当該離型剤の未反応部を除去する(工程A5)。こうしてテンプレートの表面に離型剤が所定の膜厚で成膜される。
(もっと読む)
モールドの製造方法
【課題】離型剤をモールド本体の表面に十分に定着させることができるモールドの製造方法を提供する。
【解決手段】(イ)表面に微細凹凸構造が形成されたモールド本体16を作製する工程と、(ロ)モールド本体16の微細凹凸構造が形成された側の表面に、表面の官能基(A)と反応し得る官能基(B)を有する離型剤で処理する工程と、(ハ)工程(ロ)の後、該モールド本体16を加熱加湿処理する工程とを有するモールドの製造方法。
(もっと読む)
テンプレート処理装置及びインプリントシステム
【課題】複数のテンプレートに対して離型剤を連続的に成膜する。
【解決手段】テンプレート処理装置1は、テンプレート搬入出ステーション2と処理ステーション3とを一体に接続した構成を有している。テンプレート搬入出ステーション2は、複数のテンプレートTを保有可能で、且つ処理ステーション3に対してテンプレートTを搬入出する。処理ステーション3は、搬送ユニット20を有し、処理ブロックG1〜G4内に配置されている各種処理ユニットにテンプレートTを搬送する。処理ブロックG1、G2は、テンプレートTに離型剤を塗布する塗布ユニットと、テンプレートT上の離型剤をリンスするリンスユニットとをそれぞれ有している。処理ブロックG3、G4は、テンプレートTの表面を洗浄する洗浄ユニットと、テンプレートTの温度を調節する温度調節ユニットと、テンプレートTを焼成する加熱ユニットとを有している。
(もっと読む)
テンプレート処理装置、インプリントシステム、離型剤処理方法、プログラム及びコンピュータ記憶媒体
【課題】複数のテンプレートに対して離型剤を連続的に成膜する。
【解決手段】テンプレート処理装置1は、テンプレート搬入出ステーション2と処理ステーション3とを一体に接続した構成を有している。テンプレート搬入出ステーション2は、複数のテンプレートTを保有可能で、且つ処理ステーション3に対してテンプレートTを搬入出する。処理ステーション3は、搬送ラインAに沿ってテンプレートTを搬送する複数の搬送ローラを備えている。搬送ラインAには、搬送中のテンプレートTに対して所定の処理を行う、洗浄ユニット21、塗布ユニット22、加熱ユニット23、温度調節ユニット24、リンスユニット25がテンプレートTの搬送方向に順に配置されている。
(もっと読む)
テンプレート処理装置、インプリントシステム、離型剤処理方法、プログラム及びコンピュータ記憶媒体
【課題】テンプレートの表面に離型剤を適切に形成する。
【解決手段】テンプレート処理装置1は、テンプレート搬入出ステーション2と処理ステーション3とを一体に接続した構成を有している。テンプレート搬入出ステーション2は、複数のテンプレートTを保有可能で、且つ処理ステーション3に対してテンプレートTを搬入出する。処理ステーション3は、搬送ユニット20を有し、処理ブロックG1〜G4内に配置されている各種処理ユニットにテンプレートTを搬送する。処理ブロックG1〜G4は、テンプレートTの表面に離型剤を成膜する。処理ブロックG1、G2は、テンプレートTの外側領域の離型剤に紫外線を照射して、当該紫外線の離型効果を弱める離型剤改質ユニットをそれぞれ有している。
(もっと読む)
潤滑離型コーティング用組成物およびそれを用いた潤滑離型膜の形成方法、並びに金型およびその製造方法
【課題】特定のフッ素化合物を用いず、ゴムやプラスチック成型品を成型するための金属製の金型の内面に離型性や潤滑性を付与しつつ、耐熱性、耐圧性、耐久性に優れた潤滑離型膜を形成し得る潤滑離型コーティング用組成物およびそれを用いた潤滑離型膜の形成方法、並びに金型およびその製造方法を提供する。
【解決手段】少なくとも変性シリコーン樹脂とその硬化触媒と反応性シリコーンオイルとを含む潤滑離型コーティング用組成物。被塗対象面に、溶剤型シリコーンアクリル系プライマーを塗布後、焼付け硬化させること無く前記潤滑離型コーティング用組成物を塗布し、塗布膜全体を焼付け硬化させる潤滑離型膜の形成方法、並びに当該被塗対象面を金型基材における被成型物との接触面とし、下地層としてシリコーンアクリル系プライマー層が形成され、さらに前記潤滑離型コーティング用組成物からなる潤滑離型膜を積層する。
(もっと読む)
熱硬化性エラストマー用成形型、遠心成形機及び電子写真用ブレード部材
【課題】本発明は反応性の熱硬化性エラストマーを型内で成形し、より簡便に離型でき取り出し時に成型品のちぎれが発生しにくく、良好な離型・脱型性が長期に渡って継続する熱硬化性エラストマー用成形型を提供することを目的とする。
【解決手段】成形材料として反応性の熱硬化性エラストマー原料を投入し所定の寸法に硬化させ、脱型させる熱硬化性エラストマーの成形に用いる成形型の内部表面に、ポリアルキルシロキサン層を有する熱硬化性エラストマー用成形型において、前記ポリアルキルシロキサン層が、前記熱硬化性エラストマー原料と成形条件において反応する官能基を有さないポリアルキルシロキサン原料を用いて作製したものであることを特徴とする熱硬化性エラストマー用成形型。
(もっと読む)
成形型、電子写真装置用ブレードの製造方法及び現像剤量規制ブレード
【課題】長期間良好な剥離性と脱型性を示すエラストマー成形体製造用の成形型、ブレード部材の寸法精度と表面性を高精度化可能な電子写真装置用ブレードの製造方法および現像剤量規制ブレードを提供する。
【解決手段】金型本体の内周面に保持層と離型層を備えたエラストマー成形体製造用の成形型において、離型層が、主鎖がポリシラザン系又はポリシロキサン系である付加型2成分液状シリコーンから形成され、液状エラストマー原料の硬化温度で揮発する成分の含有量が0.5質量%以下で、シリカを含有せず、50〜85°の国際ゴム硬度で、平均粒径2〜20μmの固体潤滑剤を含有する。この成形型を用いる電子写真装置用ブレードの製造方法。ブレード部材がこの方法で製造され、現像剤担持体に当接する部分の負荷長さ率(切断レベル50%)が30〜90で十点平均粗さが2〜25μmである現像剤量規制ブレード。
(もっと読む)
シームレスベルトの形成方法、シームレスベルトおよび電子写真装置
【課題】 ポリイミドのシームレスベルトの遠心成型法において、乾燥工程とイミド化工程を同じ円筒型で実施することができ、膜厚均一性および機械強度の均一性を有するシームレスベルトの形成を可能にするシームレスベルトの形成方法を提供すること、さらに、得られたシームレスベルトを転写ベルトや定着ベルト、特に、中間転写方式の中間転写ベルトとして用いた電子写真装置を提供すること。
【解決手段】 耐熱性樹脂または耐熱性樹脂前駆体を含有する塗工液を円筒型の内面に塗布し、加熱することにより乾燥および化学反応させてシームレスベルトを形成させる方法であって、前記円筒型の内面に鱗片状シリカを含有する被覆層を設ける。
(もっと読む)
熱硬化性樹脂製無端ベルト、及びその製造方法
【課題】 熱硬化性樹脂皮膜を形成する際の加熱反応時における膨れの発生を防止すると共に、円筒状芯体からの剥離を容易にすることが可能であり、安定した収率が得られる熱硬化性樹脂製無端ベルトの製造方法を提供する。
【解決手段】 熱硬化性樹脂溶液を、円筒状芯体表面に塗布して塗膜を形成する塗膜形成工程と、該塗膜を乾燥し、加熱反応させて皮膜を形成する熱硬化性樹脂皮膜形成工程と、加熱反応後の皮膜を、円筒状芯体から剥離する熱硬化性樹脂皮膜剥離工程と、を有する熱硬化性樹脂製無端ベルトの製造方法であって、前記円筒状芯体は、前記熱硬化性樹脂溶液が塗布される箇所における円筒状芯体の軸方向両端部に凹凸形状が設けられ、かつ、前記凹凸形状は、該凹凸形状が設けられた領域における円筒状芯体の軸方向の中央部側縁部から端部側縁部へ、気体の流通が可能な構造となっており、更に、前記凹凸形状が設けられた円筒状芯体表面に離型剤層を形成する。
(もっと読む)
金型の製造方法
【課題】 特に金型の凹凸パターン面に電解重合法によりフッ素含有トリアジンジチオール誘導体の被膜を成膜するにあたり、従来とは異なる工程で成膜することで耐久性の向上(すなわち寿命の向上)を図ることが出来る金型の製造方法を提供することを目的としている。
【解決手段】 本発明では、金型4の凹凸パターンが形成された対向面4aに、フッ素含有トリアジンジチオール誘導体を有する被膜5を電解重合法により成膜した後、熱処理を行なう一連の成膜・熱処理工程を複数回行なうことで、被膜5の耐久性を従来に比べて飛躍的に向上させることが出来、前記金型4の寿命を従来よりも飛躍的に延ばすことが可能になる。
(もっと読む)
1 - 16 / 16
[ Back to top ]