
Fターム[4F204AA34]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | 主鎖にSを含有するもの(←ポリスルホン) (68)
Fターム[4F204AA34]に分類される特許
1 - 20 / 68
成形品の製造方法及び製造装置
【課題】成形品(例えば型取り用型)の製造において、成形型内に注入する液体材料(例えばゴム材料)内の気泡を確実に除去する。
【解決手段】原型1及び裏打ち部材2の間に形成された成形空間の最下部と樋状容器4との間を連通路20により接続し、樋状容器4内に取り付けた開閉部材5により連通路20を閉じた状態に設定する。樋状容器4に所要量の液状のゴム材料Gを注入して一旦滞留させた後、開閉部材5により連通路20を開いた状態に設定してゴム材料Gを重力の作用により成形空間内に流入させ、成形空間内にゴム材料Gを充填する。
(もっと読む)
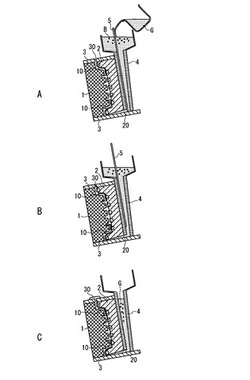
賦形成形方法及び繊維強化樹脂成形品

【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及び繊維強化樹脂成形品を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有する賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
賦形成形方法、繊維強化樹脂成形品及び賦形成形型
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法、繊維強化樹脂成形品及び賦形成形型を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有する賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
繊維強化樹脂と軽量化コアとの複合材ならびにそれを製造する方法および装置
【課題】 繊維強化樹脂とそれに隣接する軽量化コアとを備える複合材を製造する際、複合材の重量が増加することなく、軽量化コアの表面の孔内に樹脂が流入するのを防ぐことができるとともに、高い成型精度の複合材を高レートで生産する。
【解決手段】 軽量化コアと、この軽量化コアの表面の少なくとも一部に隣接する繊維強化樹脂とを備える複合材を製造するため、先ず、成形型内に、軽量化コアが繊維強化樹脂と隣接する部分と実質的に同一の形状を有する部分を具備する中子と、この中子に隣接して繊維基材を配置するステップ100と、成形型内に樹脂材を注入して、繊維基材に樹脂材を含浸するステップ110と、樹脂材を硬化するステップ120と、成形型から中子と繊維基材を含む硬化樹脂を取り出すステップ130と、この繊維基材を含む硬化樹脂と軽量化コアとを一体化するステップ150を行う。
(もっと読む)
繊維強化樹脂を備える製品を少なくとも2つ製造する方法および装置
【課題】 繊維強化樹脂を備える製品を少なくとも2つ製造する際、成形型の構造が複雑で、容積も大きくなっても、繊維基材へ樹脂材を含浸するのが容易で、樹脂材を硬化するための温度および時間の制御、管理が容易で、且つ、成形型の清掃も容易とする。
【解決手段】 繊維強化樹脂を備える扁平形状の製品を複数同時に製造するために、先ず、この複数の製品の扁平形状を有する複数のキャビティ部12a、12bが、中子13を介して重なるように形成される成形型11を用意する。そして、このキャビティ部に、繊維基材1をそれぞれ配置し、成形型11内に樹脂材を注入して、繊維基材1にこの樹脂材を含浸、硬化することで、繊維硬化樹脂を備える製品を複数同時に成型する。
(もっと読む)
ガスタービンエンジン用ブレードの製造方法
【課題】ガスタービンエンジン用ブレードの製造方法の生産性を向上させる。
【解決手段】熱可塑性樹脂をマトリックスとする複数の複合材シート10を、互いに積層して積層体11を形成する積層工程S1と、積層体11のうち、該積層体11を構成する全ての複合材シート10が積層方向に重なり合っている部位11aに3次元曲面形状を付与し、当該部位11aの中の少なくとも一部から3次元曲面形状を有する翼片12を成形する翼片成形工程S2と、複数の翼片12を、互いに重ね合わせた状態で加熱および加圧して一体化し、所定の翼面形状に成形する一体化工程S3と、を備えているガスタービンエンジン用ブレードの製造方法である。
(もっと読む)
熱可塑性樹脂補強シート材及びその製造方法、並びに熱可塑性樹脂多層補強シート材
【課題】熱可塑性樹脂をマトリックスとした、高品質で、力学的特性及びドレープ性に優れる熱可塑性樹脂補強シート材、及びその製造方法、並びに当該熱可塑性樹脂補強シート材を用いて成型される高品質、ドレープ性が維持された熱可塑性樹脂多層補強シート材を提供する。
【解決手段】熱可塑性樹脂補強シート材1は、複数の補強繊維2fがサイジング剤等により集束した補強繊維束2tを幅方向に複数本引き揃えシート状とした補強繊維シート材2と、補強繊維シート材に付着されたマトリックス樹脂となる熱可塑性樹脂シート材3と、熱可塑性樹脂シート材3の溶融温度より低い温度で溶融又は軟化する接着用熱可塑性樹脂材4とを備え、熱可塑性樹脂シート材3の両面に補強繊維シート材2を付着させて構成される。
(もっと読む)
皮膜を有する熱可塑性炭素繊維複合材料の製造方法
【課題】皮膜を有する熱可塑性炭素繊維複合材料を得る。
【解決手段】1)表面温度が120℃以上180℃以下である金型を用いて、熱可塑性炭素繊維複合材料からなる成形品を得る工程と、2)得られた成形品の表面に皮膜を形成する皮膜形成工程とを含む、皮膜を有する熱可塑性炭素繊維複合材料の製造方法であって、2)の皮膜形成工程において、140℃における半減期が1秒以上2000秒以下である開始剤を添加したインモールドコート用塗料を金型内に注入して硬化させる。
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及び繊維強化樹脂成形品を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有する賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
成形品の製造方法および成形品
【課題】加熱中に熱膨張を生ずる成形材料のスタンピング成形において、成形サイクルを短縮させ、かつ、厚みが不均一な材料についても均一に加熱できる成形材料の製造方法を提供する。
【解決手段】不連続強化繊維基材に熱可塑性樹脂を含浸してなる成形材料を、次の(A)〜(C)の工程を経て加熱して後、プレス成形する成形品の製造方法で(A)がオフラインにて実施されることを特徴とする。(A)その表面温度および中心温度のそれぞれが成形温度域となるまで昇温する第一の加熱工程3a。(B)成形品前駆体を第二の加熱工程(C)に搬送する工程であって、かかる工程中における成形品前駆体の表面温度および中心温度のそれぞれが、特定の関係を満たす搬送工程2。(C)成形品前駆体を加熱して、その表面温度および中心温度のそれぞれを、成形温度域まで昇温する第二の加熱工程3b。
(もっと読む)
眼鏡用プラスチックレンズの製造方法
【課題】重合剥がれのない眼鏡用プラスチックレンズの製造方法を提供する。
【解決手段】眼鏡用プラスチックレンズの製造方法は、所定の間隔で対向配置した2個の成形型11,12の側面に粘着テープ13を巻いてこれらの成形型11,12を粘着テープ13で固定し、2個の成形型11,12と粘着テープ13で囲まれたレンズを成形するキャビティー14を形成する成形型組立工程と、キャビティー14に原料組成物20を注入する注入工程と、原料組成物20を硬化させてプラスチックレンズ30を得る硬化工程とを有する眼鏡用プラスチックレンズの製造方法であって、粘着テープ13は、テープ状基材上に粘着剤層が形成された構造を有し、テープ状基材のテープ面に垂直方向の弾性率勾配が、10N/mm以下である。
(もっと読む)
成形品の製造方法
【課題】熱可塑性樹脂をマトリックス樹脂とした繊維強化基材よりなり、加熱溶融した際に弾性回復性を有するプリプレグを用いたプレス成形で、熱可塑性樹脂の分解によるガスの発生を抑えた成形方法を提供する。
【解決手段】以下の工程A〜Eを順に経て成形品を得る。工程A:プリプレグを、そこに含浸された熱可塑性樹脂の融点よりも50℃高い温度で溶融しない樹脂フィルムでプリプレグ表面が露出しないように挟み込む工程。工程B:樹脂フィルムで挟まれたプリプレグを、ヒーター炉内に搬送し、プリプレグに含浸された熱可塑性樹脂を、その融点以上であって、かつ樹脂フィルムが溶融しない温度に加熱し、溶融させる工程。工程C:樹脂フィルムで挟まれたプリプレグから樹脂フィルムを除去したプリプレグを金型内に搬送、配置する工程。工程D:プリプレグを金型内で加圧冷却して成形品となす工程。工程E:金型から成形品を取り出す工程。
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品
【課題】強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及びそれに用いる積層材を提供する。
【解決手段】フイルム状にした熱可塑性樹脂4間に複数本の強化繊維束を含む織物基材3を狭持して、熱可塑性樹脂4間を減圧して近赤外線放射装置5で加熱・冷却してなる積層材を積層し、予備積層成形型で予備圧縮成形した積層成形材を予備加熱型で近赤外線放射装置によって近赤外線で予備加熱型内の熱盤上に載置された積層成形材を予熱し、一方3次元形状を有する賦形型である成形型を予熱して積層材の溶融温度に昇温する。次に積層成形材を予熱された成形型に収納し、成形型によって積層成形材を圧縮する。
(もっと読む)
光学レンズの製造方法
【課題】コーティング法によってフォトクロミックレンズを製造する場合であっても黄変の度合いが少ない光学レンズの製造方法を提供する。
【解決手段】本発明の光学レンズの製造方法は、下記一般式(1)で表される構造を1分子中に1個以上有する化合物(A)、硫黄原子および/またはセレン原子を有する無機化合物(B)および1分子中にメルカプト基を1個以上有する化合物(C)からなる光学用樹脂組成物を、注型重合させ、得られたレンズ基材の片面または両面に、光照射により着色するフォトクロミック性能を有するコーティング層を少なくとも1層形成する光学レンズの製造方法であって、前記光学用樹脂組成物注型前に減圧下で20分以上脱気することを特徴とする。
[化1] (もっと読む)
(もっと読む)
成形方法
【課題】成形型ユニットを用い、液状の混合材料から製品を成形する方法であって、成形品中に気泡が存在することも成形品の表面が局部的に欠損することも容易に防止できるものを提供する。
【解決手段】材料で充填されためす型102を、それにおす型104が組み付けられた状態で攪拌機40内に配置し、その攪拌機により、めす型およびおす型を、真空圧下において、公転軸まわりに公転させつつ、その公転軸に対して偏心した自転軸まわりに自転させ、それにより、材料を攪拌しつつ脱泡する。その際、前記公転および前記自転のうちの少なくとも一方の速度を時間的に変化させ、それにより、めす型におす型が密着しない型開き状態と、回転中にめす型とおす型とのうちの少なくとも一方に発生する慣性力または遠心力によってめす型におす型が密着する型締まり状態とをそれらの順に実現する。
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維とマトリックス樹脂からなる成形材料の成形体製造時における、工程の簡略化および作業性に優れるプレス成形方法を提供する。
【解決手段】強化繊維とマトリックス樹脂からなる成形材料7をプレス成形する方法において、開口部を有する凹部の型5と、該凹部に対応する凸部を有し、該凹部の型5との間でキャビティが構成される凸部の型2からなるプレス成形型であって、動力源として、プレス成形型を稼働させる加圧装置の型締め力および/または型開き力を用い、剪断力により余肉部分を除去する剪断加工機構3、4と、成形材料7を加圧し、プレス成形をする機構とを併せ持った構成を有する成形型1内にて実施するプレス成形方法。
(もっと読む)
光学レンズおよびその製造方法
【課題】1枚当たりの体積が大きいレンズ、強度レンズ、またはセミフィニッシュレンズを製造する場合であっても脈理の発生が少ない光学レンズの製造方法を提供する。
【解決手段】下記一般式(1)で表される構造を有する化合物、硫黄および/またはセレン原子を有する無機化合物、およびメルカプト基を有する化合物からなる光学用樹脂組成物3を、一対のガラスモールド2,4を有する成形用モールド5内に注入し、前記光学用樹脂組成物3を重合硬化させる光学レンズの製造方法であって、注入前または注入後に前記成形用モールド5の側面部5c及び周縁部5a、5bを断熱材1で断熱処理する工程を有し、前記断熱材1の熱抵抗が0.010m2K/W以上である。[化1] (もっと読む)
(もっと読む)
光学レンズおよびその製造方法
【課題】1枚当たりの体積が大きいレンズ、強度レンズ、またはセミフィニッシュレンズを製造する場合であっても脈理の発生が少ない光学レンズの製造方法を提供する。
【解決手段】本発明の光学レンズの製造方法は、下記一般式(1)で表される構造を1分子中に1個以上有する化合物(A)、硫黄原子および/またはセレン原子を有する無機化合物(B)および1分子中にメルカプト基を1個以上有する化合物(C)からなる光学用樹脂組成物3を、一対のガラスモールドを有する成形用モールド1内に注入して重合硬化させる光学レンズの製造方法であって、重合硬化時に成形用モールド1を水平面に対して60°〜120°の角度に保持することを特徴とする。
[化1]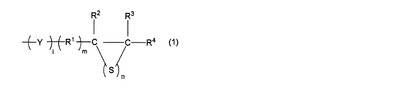 (もっと読む)
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維と熱可塑性樹脂からなる成形材料の成形体製造時における形状賦形性および表面外観に優れるプレス成形方法および成形体を提供すること。
【解決手段】繊強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法において、工程(I)〜(IV)を含んでなるプレス成形方法。
工程(I):予め、シート状の成形材料を積層せしめた後、該成形材料を構成する熱可塑性樹脂の可塑化温度以上まで加熱し、かつ、該成形材料の最外層の温度(A)と、該成形材料の厚み方向の中心の温度(B)の温度差(ΔT=B−A)が20℃以上、100℃以下の範囲内となる温度に加熱する工程。
工程(II):可塑化温度まで加熱せしめた成形材料を搬送し、解放された所定の成形型へ配置する工程。
工程(III):前記成形型を型締めすることで成形材料を加圧冷却し、成形品を得る工程。
工程(IV):前記成形型を解放し、前記成形型から成形品を取り出す工程。
(もっと読む)
偏光素子
【課題】偏光レンズ等の偏光素子の機械加工に際して、偏光フィルムまたは偏光シートと透明合成樹脂層との界面に剥離が発生することがない偏光素子を提供すること。
【解決手段】偏光フィルム(又は偏光シート)13の片面又は両面に重合性液状材料を重合硬化させた透明合成樹脂層(レンズ層)15、15を有して注型成形された偏光素子11。偏光フィルム(又は偏光シート)13と透明合成樹脂層15との間にゴム状弾性を有する接着剤層14を介在している。
(もっと読む)
1 - 20 / 68
[ Back to top ]