
Fターム[4F204AA39]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | 硬化性樹脂 (3,171) | エポキシ樹脂 (420)
Fターム[4F204AA39]に分類される特許
201 - 220 / 420
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する繊維強化プラスチックの製造方法を提供すること。
【解決手段】少なくとも次の(1)〜(3)の工程を順次経て繊維強化プラスチックを成形する。(1)少なくとも積層体の一部に、切り込みにより強化繊維が10〜100mmの長さに分断した切込プリプレグ基材のみが積層されている領域が形成されるように複数のプリプレグ基材を積層して積層体を得る積層工程、(2)成形型成形型のダブルコンター部に前記領域を配置し、前記領域を伸張させてダブルコンター部に沿わせて成形する成型工程、(3)成形型から繊維強化プラスチックを取り出す脱型工程
(もっと読む)
繊維強化プラスチックの製造方法

【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する芯鞘構造の繊維強化プラスチックの製造方法を提供すること。
【解決手段】少なくとも次の(1)〜(3)の工程を順次経て芯鞘構造の繊維強化プラスチックを成形する。(1)切込プリプレグ基材を含む複数枚のプリプレグ基材を積層した積層体をマンドレル上に設ける賦形工程、(2)成形型内に積層体を配置し、熱硬化性樹脂を軟化させ、発泡性樹脂を注入して、発泡、硬化させると同時に、前記発泡性樹脂の発泡圧で前記積層体を伸張させ、成形型に押し付けて硬化させ、芯鞘構造の繊維強化プラスチックを成形する成形工程、(3)成形型から繊維強化プラスチックを取り出す脱型工程
(もっと読む)
物性評価用サンプル、並びにその作製方法及び作製装置
【課題】 実際の実装状態における物性値を測定可能な寸法精度を満たした熱硬化性樹脂又は熱可塑性樹脂を含むシート状物質のサンプルを容易に作製する。
【解決手段】 物性評価用サンプルは、プレス面が所定の弾性体から構成された弾性体ヘッド1と、この弾性体ヘッド1と対向するように設けられて所定温度に加熱されたステージ2との間に、少なくとも当該ステージ2に接触させないように接着剤10を配設し、弾性体ヘッド1とステージ2とによって接着剤10を所定の温度プロファイルで熱プレスすることによって作製される。
(もっと読む)
繊維強化プラスチック
【課題】繊維強化プラスチックの生産性及び軽量化の利点を損なうことなく、平滑な表面となる繊維強化プラスチックを提供する。
【解決手段】積層した強化繊維束21からなる強化繊維織物20に、樹脂30を含浸した繊維強化プラスチック10であって、前記繊維強化プラスチック10の表層部11は、バネ性を有する形状に屈曲した強化繊維40に樹脂30が含浸されてなる。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する、中空構造の繊維強化プラスチックの製造方法を提供すること。
【解決手段】一方向に引き揃えられた強化繊維と熱硬化性樹脂とから構成され、該強化繊維を横切る方向に複数の切り込みによって少なくとも一部の強化繊維を所定の長さに分断した切込プリプレグ基材を用いて、少なくとも次の(1)〜(3)の工程を順次経て中空構造の繊維強化プラスチックを成形する。(1)前記切込プリプレグ基材を含む複数枚のプリプレグ基材を積層した積層体を膨張性マンドレル上に設ける賦形工程、(2)成形型内に積層体をマンドレルと共に配置し、熱硬化性樹脂を軟化させ、積層体を伸張させ、成形型に押し付けて硬化させ、繊維強化プラスチックとする成形工程、(3)成形型から繊維強化プラスチックを取り出す脱型工程
(もっと読む)
繊維強化複合材料の製造法
【課題】軽量でありながら、強度や弾性率等の力学物性が優れる、繊維体積含有率(Vf)の高い、具体的には約45%以上の繊維強化複合材料を、RTM法で生産性良く、具体的にはできるだけ短い時間で製造する製造法を提供すること。
【解決手段】60〜180℃の範囲に含まれる特定温度Tmに保持した型内に配置した強化繊維基材に、ti≦10、tm≦60、1<tm/ti≦6.0(ti:注入開始から注入終了までの時間(分)、tm:注入開始から脱型開始までの時間(分))を満たすように、熱硬化性樹脂組成物を注入し、型温をTmに保持して加熱硬化する繊維強化複合材料の製造法。
(もっと読む)
樹脂トランスファー成形法
【課題】ピンホールやボイドのない優れた成形品を得るためのRTM成形法を提供すること。
【解決手段】上型1と下型2からなる金型内部に、繊維強化材を成形品形状に賦形したプリフォーム又はシート状の繊維強化材5を配置し、金型を型締めした後、上型と下型が形成するキャビティ内を排気し、樹脂をキャビティ内に注入して繊維強化材に含浸せしめ、そして硬化させる樹脂トランスファー成形法において、先ずキャビティ内に樹脂の加圧注入を行い、次いで、注入された樹脂の一部を吸引し、その後、再度樹脂の加圧注入を行うことを特徴とする樹脂トランスファー成形法。
(もっと読む)
FRP成形品のプレス成形法
【課題】ピンホール等の表面欠陥のないFRP成形品を、プレス成形により成形する方法を提供すること。
【解決手段】FRP成形品をプレス成形法により成形するに際し、金型の内表面をブラスト加工等により目粗し処理し、次いでクロムメッキ等でメッキ仕上した金型を用いることを特徴とするFRP成形品のプレス成形法。FRP成形品としては、筐体の場合に本発明の効果が最も発揮される。
(もっと読む)
左右対称な表面模様を有するFRP成形品及びその成形方法
【課題】従来のものよりも品質的に優れた左右対称な表面模様を有するFRP成形品と、それを効率良く成形するための従来よりも簡単な方法を提供すること。
【解決手段】一定間隔で織目の方向が逆になるようにして製織された織物、好ましくは綾織物を、少なくとも表層に有する繊維強化材料と、マトリックス樹脂とからなる左右対称な表面模様を有するFRP成形品。かかる成形品は、好ましくは、織目の方向が変わる位置を成形品の対称軸に合わせて成形型に敷設し、その上に任意の繊維強化材料を積層配置し、次いで樹脂トランスファー成形法により成形することができる。
(もっと読む)
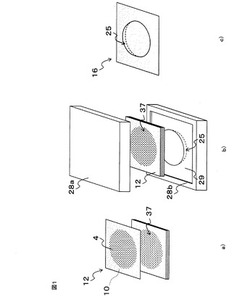
電子部品の圧縮成形方法
【課題】電子部品の圧縮成形用金型1(上下両型2・3)に設けた下型キャビティ5内に顆粒状樹脂材料(顆粒樹脂)6を効率良く供給する。
【解決手段】まず、所要量の顆粒樹脂6を樹脂収容用プレート21(樹脂収容部22)に供給してプレート開口部23側に所要の大きさを有する離型フィルム11を被覆すると共に、離型フィルム被覆プレート21内を所要の真空度に設定して離型フィルム11をプレート21に被覆固定することにより、樹脂配布済プレート25を形成して反転させる。次に、この反転した樹脂配布済プレート25をインローダ9で金型キャビティ5の位置に移送してこの反転プレート25内の真空状態を解除して離型フィルム11をキャビティ5内面に被覆させると共に、離型フィルム11を被覆した金型キャビティ5にプレート21内から顆粒樹脂6を落下させる
(もっと読む)
樹脂注型金型および注型品の製造方法
【課題】注型品にヒケ、ボイドなどの欠陥が形成し難い樹脂注型金型を提供する。
【解決手段】絶縁材料が注入される主注入管4およびこの主注入管4から分岐した分岐管5a、5bが設けられるとともに、開口部を有する外部金型2と、この開口部に分岐管5a、5bの経路長が変えられるように回転自在に嵌め込まれるとともに、分岐管5aに連接されるキャビティー管6が設けられ、且つキャビティー管6に繋がった所定形状の注型品を得るキャビティー7が設けられた内部金型とを備えたことを特徴とする。
(もっと読む)
レンズアレイ用成形型、及びそれを用いたレンズアレイの製造方法
【課題】レンズアレイの成形不良を防止し、高性能なレンズアレイ用成形型、及びそれを用いたレンズアレイの製造方法を提供する。
【解決手段】平面状に配置された複数のレンズを有し、各レンズに入射した光をそれぞれの光軸に向けて集光するレンズアレイを形成するレンズアレイ用成形型であって、基材の厚さ方向における一方の面に形成され、レンズの形状を反映する複数の曲面部16と、一端側が曲面部16に開口するとともに、他端側が基材の厚さ方向における他方の面に開口する貫通孔18と、を有する型本体10と、貫通孔18内に、貫通孔18から引き抜き可能に保持される引抜部19と、を有して構成されている。
(もっと読む)
防磁シートとその製造方法
【課題】特別な設備を必要とせずに、構造の簡単な成形金型、一般的なプレス機、恒温槽や磁性粉体で高効率、低コスト、高剛性、形状や板厚が自在な防磁シートの提供。
【解決手段】下型と、成形するべき磁性シートの形状に対応したキャビティが設けられ該下型の上面に順に重ねられた第1中間型及び第2中間型と、これらの中間型のキャビティ内に挿入される押圧部を有する成形装置を用い、前記キャビティ内に、磁性粉体とバインダーとを少なくとも含む粉体材料を入れ、次いでキャビティ内の粉体材料をプレスして予備加圧体を作製する予備加圧を行い、次いで、上型を上昇させ、第2中間型を外し、第1中間型の上面を擦り切り面として予備加圧体の上部を擦り切り、次いで予備加圧体を高圧プレスしてシート成形体を作製するプレス成形を行い、次いで該シート成形体を加熱してバインダーを硬化させて防磁シートを得る防磁シートの製造方法。
(もっと読む)
防磁シートとその製造方法及び防磁シート付きコイル
【課題】特別な設備を必要とせずに、構造の簡単な成形金型、一般的なプレス機、恒温槽や磁性粉体で、コイルの厚さ方向に突出した端子を収容するスペースを有し、高剛性で形状や板厚が自在な防磁シートの提供。
【解決手段】磁性粉体がバインダーとともにプレス成形されてなる防磁シートであって、該シートの一方の面に、該シートと接合するコイルの厚み方向に突出した端子を収容する端子ガイド凹部が設けられたことを特徴とする防磁シート。
(もっと読む)
発光素子の圧縮成形方法
【課題】LEDチップ(発光素子)4を装着したフレーム5に樹脂ばり91が付着形成されることを効率良く防止する。
【解決手段】まず、LEDチップ4を装着したフレーム5の発光素子非装着面5aに樹脂ばり防止用のテープ12を貼り付けてテープ貼付フレーム13を形成し、このテープ貼付フレーム13を、LEDチップ4側を下方向に向けた状態で、上型2のセット部7に供給セットすると共に、ディスペンサー11にて小キャビティ9を含む大キャビティ8内に所要量の透明性を有する液状樹脂材料10を滴下して供給する。次に、上下両型1(2・3)を所要の型締圧力にて型締めすることにより、LEDチップ4を前記した大キャビティ8における小キャビティ9内の樹脂10に各別に浸漬して圧縮成形して成形済フレーム61(発光体65)を得る。
(もっと読む)
人造大理石
【課題】本発明は、機械的強度に優れ、尚且つ従来の人工大理石にはない質感を有する人造大理石を提供することを目的とする。
【解決手段】バサルト繊維を含む繊維補強材と、熱硬化性樹脂と、添加剤とを含有する材料100質量部に対し、厚さ100μm以下、平均径0.1〜10mmの着色高分子フィルム細片5質量部以下を添加した成形材料を加熱加圧成形して得られる人造大理石である。繊維補強材は、10質量%〜100質量%のバサルト繊維を含むことが好ましい。この人造大理石は、キッチン天板に好適に用いることができる。
(もっと読む)
繊維強化複合材料の製造方法
【課題】 トリガとなるための他の材料を取り付けることなく、しかも温度管理が容易となる繊維強化複合材料の製造方法を提供する。
【解決手段】 プリプレグ10を硬化させることにより、繊維強化複合材料本体と、繊維強化複合材料本体より強度が低い脆弱性繊維強化複合材料を備える繊維強化複合材料を製造する。繊維強化複合材料本体は、デバルク温度下でプリプレグ10にバック圧をかけ、所定の含浸温度下で所定の含浸時間保持する含浸工程と、所定の硬化温度で所定の硬化時間保持する硬化工程を経て製造される。また、脆弱性繊維強化複合材料は、繊維強化複合材料本体を製造する際に含浸工程を省いて製造される。
(もっと読む)
水回り用樹脂成形体
【課題】本発明は、粒子による新規な柄を達成しながら、耐熱性にも優れた水回り用樹脂
成形体を提供する。
【解決手段】マトリックスと、前記マトリックス中に分散された粒子と、を備えてなる水
回り用樹脂成形体であって、
前記マトリックスはエポキシ樹脂配合物からなり、
前記粒子は前記マトリックスとは異なる組成のエポキシ樹脂配合物より構成され、
かつ、前記水回り用樹脂成形体の表面を基準線としたフェレット径の平均値が1mm以上の大きさを有する粒子であり、
さらに、前記粒子は4mm以上の粒子径を有する粒子を、前記マトリックス中に分散された粒子全体重量に対して50wt%以上含むことを特徴とする水回り用樹脂成形体を提供する。
(もっと読む)
エポキシ樹脂配合物を含む複合材料を調製する方法
エポキシ複合材料が、エポキシ樹脂および硬化剤を別々に予熱し、予熱したエポキシ樹脂と予熱した硬化剤とを混合して熱い反応混合物を形成し、該混合物が硬化して、少なくとも150℃のガラス転移温度を有するポリマー相を有する複合材料を形成するまで、熱い反応混合物を強化材の存在下で硬化することにより調製される。 (もっと読む)
複合材料の処理方法
複合材料を処理する方法が、複合材料(1)に接触している多孔質層(3)をその融点以上に加熱することを含み、これにより、多孔質層が融解して複合材料中に含まれる。この複合材料は、マトリクス拡散処理によって形成することができる。この場合は、多孔質層は分配層として機能する。あるいはまた、この複合材料はプリプレグの積層として形成することができる。この場合は、多孔質層は通気層として機能する。多孔質層は、材料の靭性を増加させるポリスルホンまたはポリエーテルスルホンを含むことができる。 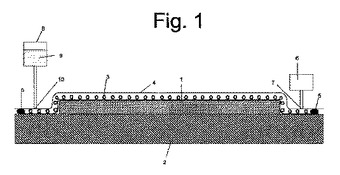 (もっと読む)
(もっと読む)
201 - 220 / 420
[ Back to top ]