
Fターム[4F204AA39]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | 硬化性樹脂 (3,171) | エポキシ樹脂 (420)
Fターム[4F204AA39]に分類される特許
161 - 180 / 420
航空機または宇宙機のための繊維複合構成材
少なくとも一部に導電性繊維(6)を有する、航空機または宇宙機のための繊維複合構成材(1)では、導電性繊維(6)は、導電性繊維を加熱し、および/または導電性繊維(6)の電気抵抗を測定するための電流を通電させる電力源に接続される。 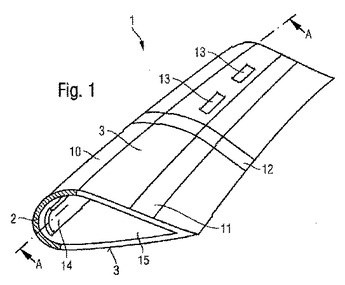 (もっと読む)
(もっと読む)
表面を加飾した複合材料成形品の製造方法と同方法により製造される複合材料成形品

【課題】複合材料成形品の成形と同時に、その表面に一体的に様々な加飾が可能であるとともに、模様などを任意に変更することも可能であり、しかも低コストで経時変化が生じない、表面に加飾を有する複合材料成形品の製造方法とその複合材料成形品を提供する。
【解決手段】加熱加圧成形により製造する複合材料の成形にあたり、その複合材料の同じ表面上に表面粗さの異なる2種類の離型フィルム(10a,10b) を配して加熱加圧成形を行い、或いは型表面と表面粗さの異なる離型フィルム(10a) を用いて加熱加圧成形を行い、加圧加熱成形と同時に複合材料成形品の成形表面を加飾する。
(もっと読む)
内圧成形用の加圧バッグ
【課題】FRP製中空部材の内圧成形法において、簡便に製造でき且つ設計どおりの成形品を成形するのに適した、内圧成形用の加圧バッグを提供すること。
【解決手段】内圧成形用の加圧バッグであって、この加圧バッグは、ゴム弾性を有する1枚又は2枚のシート材料の、端部同士をシールしシール部分とすることによって形成された袋状体を、裏返し、このシール部分が袋状体の内部に折り込まれたものであることを特徴とする内圧成形用の加圧バッグ。袋状体の形状は、目的のFRP成形品の投影形状(相似形)であるものが好ましい。
(もっと読む)
半硬質器具

本発明は、炭素繊維複合材料製品などポリマーマトリックス複合材料製品の成形で使用するための製造器具(13、14)及び方法に関する。器具は、硬化前に製品が構築される場所たる空洞(15)をそのあいだに規定する第一及び第二部分を含む。器具の第二部分(13)の剛性は、積層体への圧力を全硬化中維持するために、硬化条件下での器具の第二部分の所要の歪みに基づいて選択される。第二上位部分(13)は変動する厚み(16A、16B及び16C)を持つことを示し、これがこれら領域の異なる剛性につながる。 (もっと読む)
繊維複合材料からプロファイルを製造する方法
本発明は、特に航空機産業及び航空宇宙分野における、以下の工程を有する、繊維複合材料からプロファイルを製造する方法を提供する。特に予め含浸させた繊維材料からなる予備ファブリック(3)を、まず、真空バッグ(7)で被覆する。その後、支持要素(17、18)を、被覆した予備ファブリック(3)上に置き、これを支持する。その後、真空バッグ(7)に真空(PI)を与える。次に、予備ファブリック(3)は、特にオートクレーブ内で、熱の作用の下で硬化されプロファイルとなる。特許請求する方法によれば、支持要素(17、18)は、真空バッグ(7)によって、長手方向(8)において予備ファブリック(3)から機械的に切り離されており、これにより、支持要素(17、18)を、予備ファブリック(3)に対して長手方向(8)に移動させることが可能となるため、非常に費用のかかる36ニッケルスチールの代わりに、好ましい材料、特にアルミニウムから支持要素(17、18)を形成することができ、好都合である。 (もっと読む)
複合材格納ケーシングの製造方法
【課題】 一体型アブレイダブルシステムを有する複合材格納ケーシングの製造方法を提供する。
【解決手段】 一体型アブレイダブルシステムを有する複合材格納ケーシングの製造方法は、ポケットを有するマンドレルを用意し、該ポケット内にサンドイッチ構造を配置し、その中に該サンドイッチ構造を含む該ポケットを有する該マンドレルの周囲に少なくとも1層の材料を塗布して、格納ケーシングプリフォームを形成し、該格納ケーシングプリフォームに樹脂を注入し、該格納ケーシングプリフォームを硬化させて、格納ケーシングを形成し、該格納ケーシングの該サンドイッチ構造に少なくとも1つのアブレイダブル層を塗布して、該一体型アブレイダブルシステムを有する該格納ケーシングを形成することからなる。
(もっと読む)
発泡可能な反応性樹脂を含む支持材の成形体
本発明は、下記の工程:a)発泡可能な反応性樹脂を支持材に導入する工程、およびb)前記発泡可能な反応性樹脂を含む前記支持材を圧縮変形する工程を含むプロセスによって製造され得る成形体を提供する。 (もっと読む)
繊維強化未硬化フィルムの製造方法および繊維強化未硬化フィルム
【課題】繊維強化未硬化フィルム中に気泡が残り難く、比較的強度の弱い基材を用いる場合でも基材の破壊を防止でき、繊維強化未硬化フィルムを薄型化することができる、繊維強化未硬化フィルムの製造方法の提供。
【解決手段】熱硬化性樹脂と揮発性溶剤とを含有し、粘度が1000mPa・s以下である熱硬化性樹脂組成物を支持体キャリヤー3上に塗布し、液状塗膜7を形成する第一の工程と、前記第一の工程で形成された液状塗膜中に、厚さが8〜100μm、かつ、通気度が5〜200cm3/cm2/sec、かつ、見かけ密度が0.5〜1.5g/cm3である繊維質基材9を埋設させる第二の工程と、前記第二の工程で前記液状塗膜中に前記繊維質基材を埋設させた後、前記液状塗膜中の揮発性溶剤を揮発させることにより固化一体化させて、繊維強化未硬化フィルムを得る第三の工程とを有する繊維強化未硬化フィルム1の製造方法。
(もっと読む)
液体受け容器の製造方法
【課題】 軽量でありながら、液体漏れが発生せず、手作業でのシール処理が不要であり、機械的強度の高い液体受け容器を実現する。
【解決手段】 ドレンパンの母材1に形成された水受け部6の内壁面にエポキシ樹脂を塗布し、母材1を容器本体20の凹部23に収容する。水受け部6は蓋10の加圧室11に露出しており、加圧室11に対応する母材1の裏面側は、容器本体20の減圧室21に露出している。加圧装置30および減圧装置40を駆動し、水受け部6に塗布されたエポキシ樹脂を内部に浸透させる。母材1を自然養生し、エポキシ樹脂を硬化させる。母材1内に形成された連通孔は硬化したエポキシ樹脂によって閉塞され、水漏れがなくなる。また、機械的強度が高くなる。
(もっと読む)
繊維強化プラスチック製管体の製造方法
【課題】製造中のスチレン拡散防止を図るとともに、高強度で均一な肉厚、外観の優れた繊維強化プラスチック製管体を製造する方法を提供する。
【解決手段】上記製造方法を、筒状の成形型上に被含浸物のシート状の強化繊維基材を配設し、この強化繊維基材の上に、離型材を介して注入樹脂の拡散を促進する樹脂拡散部材を敷設し、これらの強化繊維基材、離型材及び樹脂拡散部材をバッグフィルムによって成形型上に気密に被覆し、このバッグフィルム内を真空減圧状態にしてバッグフィルム内に樹脂を吸引、注入して、強化繊維基材に樹脂を含浸させる繊維強化プラスチック製管体の真空注入成形方法であって、強化繊維基材として繊維編織物、粒状物及び不織布を積層して用いるものとする。
(もっと読む)
重合される複合材料から成る機体胴部の周囲に真空バッグを用いる方法
真空バッグは、縦軸(x)回りの回転体形状を有する心棒(10)外面に積層により形成され、重合される複合材料から成る機体胴部(11)の周囲に用いられる。機体胴部(11)の縦方向長さに対応する横幅を持つシート(30)形状のバッグ材料が、心棒に沿って供給される。シートの第1横方向端部(30a)が胴部(11)又は心棒(10)の外面に固着又は封着される。その後、心棒が軸(x)の回りに回転され、胴部(11)の回りにシート(30)を巻き付ける。心棒(10)が回転している間、シート(30)の対向する軸方向端部(30d)が心棒(10)に封着される。最後に、シートの第2横方向端部(30b)が胴部(11)又は心棒の外面に封着される。 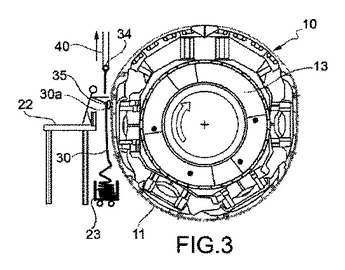 (もっと読む)
(もっと読む)
プリフォームの製造方法
【課題】繊維強化樹脂成形品を得るのに適した、強化繊維に未硬化樹脂を含浸したシート状のプリプレグを複数枚積層し、その積層プリプレグを賦形してプリフォームを作る際、賦形後の形状の戻りを防止でき、繊維配列の乱れの発生を防止できるプリフォームの製造方法を提供する。
【解決手段】複数枚積層したシート状のプリプレグを予備賦形して予備賦形品を得る工程と、予備賦形品を脱気する工程とを有することを特徴とするプリフォームの製造方法。
(もっと読む)
繊維強化樹脂製構造体の製造方法
【課題】高強度で品質の良好な、2つ以上の凸条を有する繊維強化樹脂製構造体を高い生産効率で安定して製造する方法を目的とする。
【解決手段】基板と、該基板の同一面に形成された2つ以上の凸条とを有する繊維強化樹脂製構造体を、凸条を形成する凸条用キャビティが2つ以上設けられた圧縮成形用金型を用いて製造する方法において、前記凸条を形成するシートモールディングコンパウンド30を、前記圧縮成形用金型内の、凸条用キャビティ23と凸条用キャビティ24との間に配置する工程と、前記圧縮成形用金型内に、前記基板を形成するプリプレグを配置する工程と、圧縮成形用金型内でシートモールディングコンパウンドとプリプレグを加熱、加圧して圧縮成形する工程とを含む繊維強化樹脂製構造体の製造方法。
(もっと読む)
金属−樹脂複合成形品及びその製造方法
【課題】接着剤を用いることなく金属部と樹脂部とを接着接合させることのできる金属−樹脂複合成形品及びその製造方法を提供する。
【解決手段】金属−樹脂複合成形品における金属部は表面にシラノール基が付与されたものであり、合成樹脂はシラノール基と相互に作用し合う接着性官能基を含む接着性改質剤が配合されたものである。金属−樹脂複合成形品では、金属部と樹脂部とがシラノール基と接着性官能基との相互作用により接着されている。金属−樹脂複合成形品は、金属部の表面にシラノール基を付与する処理と、シラノール基と相互に作用し合う接着性官能基を含む接着性改質剤を合成樹脂に配合して成形材料とする処理と、金属部をインサートとして樹脂成形金型内に配置し、成形材料を溶融状態にして樹脂成形金型内で賦形して樹脂部を成形しつつ、シラノール基と接着性官能基との相互作用により樹脂部を金属部に接着させる処理とを経て得られる。
(もっと読む)
FRPパイプ継手の製造方法
【課題】受け口を要さず、継手の外側を後加工で削る必要がなく、内径の大きな変化がなく肉厚制御が容易で、かつ、十分な強度を有する継手を工業的に製造する方法を提供するを提供する。
【解決手段】補強繊維と熱硬化性樹脂からなるFRPパイプ継手の製造方法において、シール用フィルムを介して連続した補強繊維をコアに巻き付け、更にその外側に外径を規制する外型を配設し、シール用フィルムの両端部を外型に固着してシールし、シール用フィルムと外型に囲まれ、補強繊維を内包する空間を形成させ、該空間内を減圧して、該空間内に熱硬化性樹脂を注入させて成型する方法であって、該補強繊維をコアに巻き付けるに際し、巻き付けられた補強繊維が減圧により吸引され、外型に密着された状態に拡径しうるように余裕を持たせて成るものとする。
(もっと読む)
水回り用樹脂成形体の製造方法
【課題】本発明は、粒子による新規な柄を達成しながら、耐熱性にも優れた水回り用樹脂
成形体を提供する。
【解決手段】マトリックスと、前記マトリックス中に分散された粒子と、を備えてなる水回り用樹脂成形体の製造方法であって、
前記粒子と前記マトリックスとを成形型に注型する工程と、硬化する工程と、を備え、
前記硬化する工程において、少なくとも成形型が傾いており、また、
前記マトリックスはエポキシ樹脂配合物からなり、
前記粒子は前記マトリックスとは異なる組成のエポキシ樹脂配合物より構成され、
かつ、前記水回り用樹脂成形体を厚み方向に切断し、切断面にある100個の粒子について計測し、単純平均をとることで、計算されるフェレット径が、前記水回り用樹脂成形体の使用面を基準線として1mm以上の大きさを有することを特徴とする、水回り用樹脂成形体の製造方法を提供する。
(もっと読む)
プラスチックレンズの製造方法
【課題】感光性エポキシモノマーを硬化させることで中間層を構成するようにした三層構造を有するレンズにおいて所定のレンズ層を前もって薄肉として、中間層を構成するようにしてもそのレンズ層に変形を生じさせないプラスチックレンズの製造方法を提供すること。
【解決手段】第1及び第2のモールドで前側レンズ片3を成形し、第1のモールド1のみを取り外し、露出した前側レンズ片3にゲルシート7を貼着する。そして、ゲルシート7の上から第1のモールド1を被せ、第2のモールドを取り外す。再度露出された前側レンズ片3にスペーサ9を介在させて後側レンズ片8を対面配置させる。そして、形成されるキャビティC2内にモノマーを充填し、硬化させた後で第1のモールド1とゲルシート7を取り外すようにする。
(もっと読む)
水回り用樹脂成形体の製造方法
【課題】本発明は、粒子による新規な柄を達成しながら、耐熱性にも優れた水回り用樹脂
成形体を提供する。
【解決手段】マトリックスと、前記マトリックス中に分散された粒子と、を備えてなる水回り用樹脂成形体の製造方法であって、
前記粒子と前記マトリックスとを下型底面を備える型にて硬化する工程と、
前記下型底面と接する前記水回り用樹脂成形体の面と反対側の上方面に位置する前記マトリックスから露出する前記粒子を削除する工程と、を備え
前記マトリックスはエポキシ樹脂配合物からなり、
前記粒子は前記マトリックスとは異なる組成のエポキシ樹脂配合物より構成され、
かつ、前記水回り用樹脂成形体を厚み方向に切断し、切断面にある100個の粒子について計測し、単純平均をとることで、計算されるフェレット径が、前記水回り用樹脂成形体の使用面を基準線として1mm以上の大きさを有することを特徴とする、水回り用樹脂成形体の製造方法を提供する。
(もっと読む)
繊維強化プラスチック製管体の製造方法
【課題】製造中のスチレン拡散防止を図るとともに、高強度で均一な肉厚、外観の優れた繊維強化プラスチック製管体を製造する方法を提供する。
【解決手段】上記製造方法を、筒状の成形型上に被含浸物のシート状の強化繊維基材2を配設し、この強化繊維基材の上に、離型材3を介して注入樹脂の拡散を促進する樹脂拡散部材4を敷設し、これらの強化繊維基材、離型材及び樹脂拡散部材をバッグフィルム5によって成形型上に気密に被覆し、このバッグフィルム内を真空減圧状態にしてバッグフィルム内に樹脂を吸引、注入して、強化繊維基材に樹脂を含浸させる繊維強化プラスチック製管体の真空注入成形方法であって、強化繊維基材として繊維編織物及び伸縮性シートを積層して用いるものとする。
(もっと読む)
高密度カーボンナノチューブアレイを含む熱伝導シート及びその製造方法
【課題】本発明は、高密度カーボンナノチューブアレイを含む熱伝導シート及びその製造方法に関する。
【解決手段】本発明の高密度カーボンナノチューブアレイを含む熱伝導シートは、ポリマーマトリクスと、密度が0.1/cm3〜2.2cm3であるカーボンナノチューブアレイと、を含む。前記高密度カーボンナノチューブアレイを含む熱伝導シートの厚さは、20μm〜5mmにされている。さらに、本発明は、前記高密度カーボンナノチューブアレイを含む熱伝導シートの製造方法も提供する。
(もっと読む)
161 - 180 / 420
[ Back to top ]